
- Соединение электродвигателя с насосом. Центровка и регулировка
- Подписка на рассылку
- Когда проводится центровка
- Как производится центровка
- Как соединить вал электродвигателя
- Как соединить валы механизмов
- Самодельная соединительная муфта
- Соединение электродвигателя с насосом. Центровка и регулировка
- Подписка на рассылку
- Когда проводится центровка
- Как производится центровка
- Муфта для соединения валов
- Как соединить валы механизмов?
- Самодельная соединительная муфта
- Классификация муфт
- Жесткое соединение валов
- Полужесткое соединение валов
- Эластичное соединение валов
- Монтаж фрикционной муфты на быстроходный вал
- Монтаж фрикционных и шариковых предохранительных муфт на тихоходный вал
- Монтаж фрикцонных муфт на тихоходный вал выходного редуктора
- Сопряжение электродвигателя с исполнительным механизмом
- Соединения валов
- Монтаж электропривода
- Особенности выполнения сопряжения
- Передача муфтовая
- Передача ременная
- Расчёт диаметра ведущего шкива
- КРЕПЛЕНИЕ ДЕТАЛЕЙ НА ВАЛАХ ЭЛЕКТРОДВИГАТЕЛЕЙ
Соединение электродвигателя с насосом. Центровка и регулировка
Подписка на рассылку
Насосы различного вида распространены как в промышленности, так и в быту. Они используются для водоснабжения промышленных объектов и населенных пунктов, в химической промышленности для перекачки агрессивных сред, в агропромышленном комплексе для полива земель и т.д.
Безопасная эксплуатация насосного оборудования напрямую зависит от правильной центровки валов приводного двигателя и самого насоса. Правильная центровка насоса с электродвигателем позволяет минимизировать вибрацию агрегата, которая со временем вызывает преждевременный выход подшипников из строя, искривление валов и износ рабочих органов. Наиболее остро такая проблема стоит в промышленности для насосов с большой объемной подачей, укомплектованными двигателями большой мощности. Моноблочные агрегаты не в центровке не нуждаются, так как рабочие колеса запрессованы непосредственно на удлиненный вал электродвигателя. Эта процедура необходима для агрегатов, у которых соединение между насосом и электродвигателем выполнено с помощью муфты.
Виды несоосности:
Чтобы правильно выполнить соединение насоса с электродвигателем нужно не допустить возникновения несоосности (коллинеарности) между валами. Геометрические оси вращения валов насоса и приводного электродвигателя, связанных между собой муфтой, при неправильной установке могут не совпадать. Такое расхождение может быть параллельным (а), угловым (б) или смешанным (в)
.png)
При параллельной неосоосности оси вращения валов располагаются в одной плоскости на определенном промежутке друг от друга по вертикали или горизонтали. Величина несоосности этого типа равна расстоянию между осями валов в миллиметрах.
При угловой коллинеарности оси вращения валов располагаются под углом друг к другу, в результате чего возникает раскрытие полумуфт. Чтобы численно оценить величину несоосности этого типа нужно измерить смещение оси вращения вала двигателя относительно оси вала насоса в двух местах на расстоянии 100 мм друг от друга. После этого полученные данные складываются, а полученный результат делится на расстояние между точками замера. Величина углового раскрытия муфт выражается в мм/100мм.
Смешанная несоосность характеризуется расхождением осей вращения валов как в вертикальной плоскости, так и по углу.
Для измерения расхождения валов используются как современные лазерные, так и аналоговые приборы

Когда проводится центровка

Центровка валов насоса и электродвигателя выполняется:
• после установки нового насосного оборудования;
• по окончании капитального ремонта с заменой трубопроводных линий;
• при возникновении вибрации и повышенного шума во время эксплуатации;
• если температура подшипниковых щитов превышает номинальное значение.
Как производится центровка
Прежде чем выполнять центровку следует определить стационарный и подвижный механизм. В паре насос-двигатель, стационарную позицию занимает первый агрегат, так как к нему обычно уже присоединен трубопровод. Поэтому за опорную линию с нулевыми координатами принимается центр вращения оси насоса. По результатам проведенных замеров осуществляется центровка двигателя относительно неподвижного агрегата. В горизонтальной плоскости несоосность устраняется перемещением корпуса электрической машины вправо или влево с одновременным контролем углового несовпадения, а вертикальная коллинеарность – с помощью регулировочных подкладок под лапы. .png) При наличии специальных измерительных приборов опытному специалисту не потребуется много времени для устранения несоосности. Но если таковые отсутствуют центровка насоса с электродвигателем своими руками с помощью линейки, штангенциркуля и пластинчатых щупов растянется надолго.
При наличии специальных измерительных приборов опытному специалисту не потребуется много времени для устранения несоосности. Но если таковые отсутствуют центровка насоса с электродвигателем своими руками с помощью линейки, штангенциркуля и пластинчатых щупов растянется надолго.
Для проверки коллинеарности валов можно использовать и два отрезка жесткой проволоки, которые закрепляются на полумуфтах со стороны двигателя и насоса и загибаются навстречу друг другу. Для боле точного измерения свободным концам проволок придают форму конуса. Между остриями импровизированных индикаторов должен остаться зазор величиной не более 1 мм. Медленно проворачивая скрепленные болтами полумуфты, с помощью щупа замеряют зазор через каждые 90° в плоскости, перпендикулярной оси вращения. По результатам выполненных измерений принимают решение о способе устранения возможной коллинеарности.
Сопряжение двигателя с приводимым механизмом посредством жестких муфт различной конструкции требует очень точного соблюдения соосности валов. Чтобы снизить вероятность возникновения коллинеарности любого типа для соединения валов используется упругая муфта для соединения насоса с электродвигателем.
Источник
Как соединить вал электродвигателя
Как соединить валы механизмов
Муфты предназначаются для соединения валов или других вращающихся деталей, для передачи крутящего момента. Они используются для передачи вращения от двигателя к механизму, его включению и выключению, переключения скоростей и для выполнения других функций.
По назначению, конструкции и условиям работы муфты делятся на постоянные (соединительные) и сцепные (управляемые и самоуправляющиеся). В данной статье поговорим только о соединительных муфтах. При выборе конструкции муфты необходимо учитывать ее назначение, особенности компоновки и сборки, величину и характер действия нагрузки и условия эксплуатации. 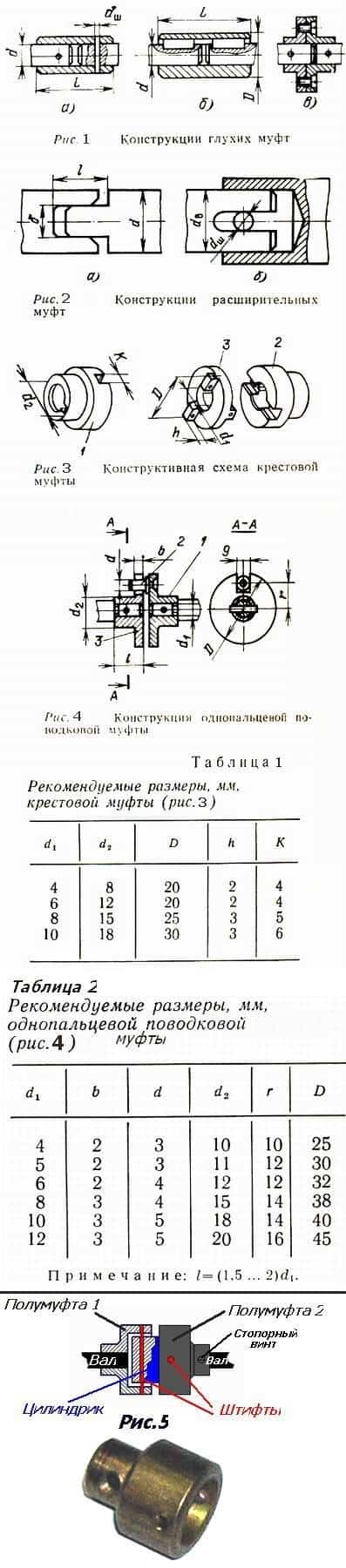 Соединительные муфты предназначаются для постоянного соединения вращающихся деталей. Делятся они на две группы: глухие, жестко соединяющие валы, и подвижные, допускающие некоторую неточность сборки. Для валов, передающих незначительные крутящие моменты, применяют глухую муфту, соединяемую коническими штифтами (рис. 1,а). Для передач значительных крутящих моментов применяют глухую со шпонками (рис. 1,6) или дисковую муфту (рис. 1,в). Штифты располагают под углом 90° друг к другу. Втулка может быть изготовлена из любых материалов. Ориентировочные размеры: L=(3. 5) d; D=1,5d; dm=(0,25. 0,3) d. Втулку рассчитывают на кручение, а соединения штифтами или шпонками — на срез и смятие.
Соединительные муфты предназначаются для постоянного соединения вращающихся деталей. Делятся они на две группы: глухие, жестко соединяющие валы, и подвижные, допускающие некоторую неточность сборки. Для валов, передающих незначительные крутящие моменты, применяют глухую муфту, соединяемую коническими штифтами (рис. 1,а). Для передач значительных крутящих моментов применяют глухую со шпонками (рис. 1,6) или дисковую муфту (рис. 1,в). Штифты располагают под углом 90° друг к другу. Втулка может быть изготовлена из любых материалов. Ориентировочные размеры: L=(3. 5) d; D=1,5d; dm=(0,25. 0,3) d. Втулку рассчитывают на кручение, а соединения штифтами или шпонками — на срез и смятие.
Недостатком этих муфт является требование строгой соосности соединяемых валов. Смещение и перекос валов вызывает дополнительные деформации изгиба у них и повышает давление на опоры. Подвижные муфты разделяются на расширительные, допускающие осевое смещение вала; крестовые, допускающие радиальное смещение вала; поводковые; мембранные и упругие, допускающие осевое и радиальное смещение валов. На рис. 2,а показана торцевая расширительная муфта, на 2,6 — муфта с ведущим штифтом. Размеры муфт выбирают исходя из условий смятия соприкасающихся поверхностей. Обычно 1=d, 6=(0,25. 0,3) d, dm =(0,25. 0,3) dв. Расширительные муфты применяют лишь при передаче небольших нагрузок и малых угловых скоростях ввиду интенсивного износа рабочих поверхностей. Крестовые муфты (рис.3) состоят из двух неподвижных фланцев с вырезами или выступами 1 и 2, закрепляемых на соединяемых валах. Между этими фланцами помещается подвижная часть 3 с выступами или вырезами. Перпендикулярное расположение пазов позволяет компенсировать несоосность валов за счет скольжения выступов креста в пазах полумуфт. Для повышения КПД требуется смазка трущихся поверхностей и их точная приработка. Детали муфт изготовляются обычно из стали. Выступы креста и пазы полумуфт цементируются. Если валы должны быть электрически изолированы друг от друга, то крестовину делают из электроизоляционного материала. В табл.1 приведены основные размеры муфт.
Недостатком крестовых муфт является увеличение мертвого хода по мере износа выступов. В тех случаях, когда мертвый ход (МРХ) недо¬пустим, применяют беззазорные конструкции крестовых муфт с прижимным устройством. Поводковые муфты (рис.4) состоят из двух дисков со ступицами, жестко укрепленными на концах валиков. На диске 1 одной полумуфты закреплен палец 2, который входит со скользящей посадкой в радиальный паз второй полумуфты 3.
Недостатком поводковых муфт является наличие МРХ за счет посадки пальца в пазу; величина МРХ увеличивается по мере износа трущихся поверхностей паза и пальца и определяется размером образующегося зазора. Для улучшения условий работы поводковой муфты предпочтительно применять поводки с двумя пальцами. В этом случае уменьшается износ трущихся частей муфты, а также устраняется радиальное давление на валик, наблюдаемое в однопальцевых поводках. Однако двупальцевые поводки сложнее в изготовлении и, кроме того, требуют полной соосности соединяемых валов, что затрудняет сборку механизма. В табл.2 приведены размеры однопальцевых поводковых муфт.
В школьные годы я занимался в судомодельном кружке, так вот там мы вал двигателя с гребным валом модели судна соединяли с помощью шарнира показанного на рисунке 5. Это соединение напоминает карданную передачу автомобиля. Я дума устройство этого соединения понятно из рисунка. Чем ближе друг к другу полумуфты, тем дольше хранится в них смазка, но при этом должна быть соответствующая соосность валов. На фото внизу показана одна из полумуфт, каким то чудом сохранившаяся у меня с тех времен, а это почти пятьдесят лет. Еще есть соединение с помощью пружинки, я его не нарисовал. Короче, если валы имеют одинаковые диаметры, а усилия минимальны, то на валы просто одевается подходящая пружинка. Ее можно закрепить просто пайкой или поверх пружинки одеть втулку с зажимным винтом. 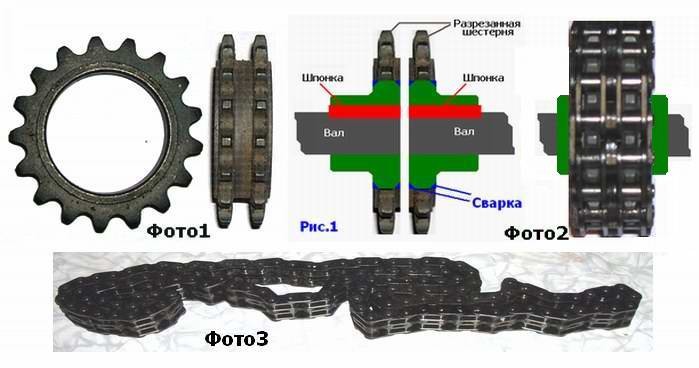
Самодельная соединительная муфта
Хочу поведать еще об одном соединении валов. Первый раз я увидел это чудо в 1971 году, будучи в колхозе на уборке картошки. Мне оно так понравилось, что я сразу взял его « к себе на вооружение». Оно стояло на косилке КИР-1,5. Косилка — измельчитель, роторная КИР-1.5 предназначена для уборки однолетних и многолетних сеянных и естественных трав. Современные киры такого соединения не имеют. Соединение выдерживает приличный вращающий момент. Для его изготовления потребуется звездочка (фото 1)с коленвала двигателя от жигулевской классики, где распредвал имеет цепную передачу. Сама цепь – фото 3. И необходимо выточить полумуфты, на рисунке зеленого цвета. Звездочку разрезают пополам. На каждую полумуфту приваривают по половинке звездочки (Рис.1). Потом отделяют часть цепи с числом звеньев, равному числу зубьев на звездочке. Обворачивают получившиеся полумуфты этим куском цепи и новым штифтом соединяют звенья с помощью расклепки (Фото2). Для крепления полумуфт можно использовать болты, если усилия не большие, но лучше конечно применить шпоночное соединение. Ну вот вроде и все, если, что интересное вспомню, обязательно выложу. До свидания. К.В.Ю.
Соединение электродвигателя с насосом. Центровка и регулировка
Подписка на рассылку
Насосы различного вида распространены как в промышленности, так и в быту. Они используются для водоснабжения промышленных объектов и населенных пунктов, в химической промышленности для перекачки агрессивных сред, в агропромышленном комплексе для полива земель и т.д.
Безопасная эксплуатация насосного оборудования напрямую зависит от правильной центровки валов приводного двигателя и самого насоса. Правильная центровка насоса с электродвигателем позволяет минимизировать вибрацию агрегата, которая со временем вызывает преждевременный выход подшипников из строя, искривление валов и износ рабочих органов. Наиболее остро такая проблема стоит в промышленности для насосов с большой объемной подачей, укомплектованными двигателями большой мощности. Моноблочные агрегаты не в центровке не нуждаются, так как рабочие колеса запрессованы непосредственно на удлиненный вал электродвигателя. Эта процедура необходима для агрегатов, у которых соединение между насосом и электродвигателем выполнено с помощью муфты.
Виды несоосности:
Чтобы правильно выполнить соединение насоса с электродвигателем нужно не допустить возникновения несоосности (коллинеарности) между валами. Геометрические оси вращения валов насоса и приводного электродвигателя, связанных между собой муфтой, при неправильной установке могут не совпадать. Такое расхождение может быть параллельным (а), угловым (б) или смешанным (в)
При параллельной неосоосности оси вращения валов располагаются в одной плоскости на определенном промежутке друг от друга по вертикали или горизонтали. Величина несоосности этого типа равна расстоянию между осями валов в миллиметрах.
При угловой коллинеарности оси вращения валов располагаются под углом друг к другу, в результате чего возникает раскрытие полумуфт. Чтобы численно оценить величину несоосности этого типа нужно измерить смещение оси вращения вала двигателя относительно оси вала насоса в двух местах на расстоянии 100 мм друг от друга. После этого полученные данные складываются, а полученный результат делится на расстояние между точками замера. Величина углового раскрытия муфт выражается в мм/100мм.
Смешанная несоосность характеризуется расхождением осей вращения валов как в вертикальной плоскости, так и по углу.
Для измерения расхождения валов используются как современные лазерные, так и аналоговые приборы
Когда проводится центровка
Центровка валов насоса и электродвигателя выполняется:
• после установки нового насосного оборудования;
• по окончании капитального ремонта с заменой трубопроводных линий;
• при возникновении вибрации и повышенного шума во время эксплуатации;
• если температура подшипниковых щитов превышает номинальное значение.
Как производится центровка
Прежде чем выполнять центровку следует определить стационарный и подвижный механизм. В паре насос-двигатель, стационарную позицию занимает первый агрегат, так как к нему обычно уже присоединен трубопровод. Поэтому за опорную линию с нулевыми координатами принимается центр вращения оси насоса. По результатам проведенных замеров осуществляется центровка двигателя относительно неподвижного агрегата. В горизонтальной плоскости несоосность устраняется перемещением корпуса электрической машины вправо или влево с одновременным контролем углового несовпадения, а вертикальная коллинеарность – с помощью регулировочных подкладок под лапы. При наличии специальных измерительных приборов опытному специалисту не потребуется много времени для устранения несоосности. Но если таковые отсутствуют центровка насоса с электродвигателем своими руками с помощью линейки, штангенциркуля и пластинчатых щупов растянется надолго.
Для проверки коллинеарности валов можно использовать и два отрезка жесткой проволоки, которые закрепляются на полумуфтах со стороны двигателя и насоса и загибаются навстречу друг другу. Для боле точного измерения свободным концам проволок придают форму конуса. Между остриями импровизированных индикаторов должен остаться зазор величиной не более 1 мм. Медленно проворачивая скрепленные болтами полумуфты, с помощью щупа замеряют зазор через каждые 90° в плоскости, перпендикулярной оси вращения. По результатам выполненных измерений принимают решение о способе устранения возможной коллинеарности.
Сопряжение двигателя с приводимым механизмом посредством жестких муфт различной конструкции требует очень точного соблюдения соосности валов. Чтобы снизить вероятность возникновения коллинеарности любого типа для соединения валов используется упругая муфта для соединения насоса с электродвигателем.
Муфта для соединения валов
Для соединения отдельных элементов устройства применяются специальные механизмы. В последнее время распространены именно соединительные муфты. Они могут обладать самыми различными свойствами, классификация проводится по области применения и другим критериям. Неправильный выбор муфты приводит к повышенному износу конструкции.

Как соединить валы механизмов?
Для передачи осевого вращения применяются валы, на котором могут крепится различные шестерни и звездочки. Соединение проводится при применении различных методов, к примеру, используются муфты для соединения валов. К их особенностям относятся нижеприведенные моменты:
- Есть возможность выполнять демонтаж.
- Существенно упрощается сбор и производство конечного изделия.
- Многие типы изделий позволяют компенсировать различного рода смещения, которые могут возникать при работе устройства.
- Устройство может выдерживать существенную нагрузку.
Сегодня детали соединяются между собой при применении технологи сварки крайне редко. Это связано с тем, что вибрация и другое воздействие может стать причиной появления трещин и других дефектов.
Неправильная фиксация может привести к поломке устройства. Изделие выбирается в зависимости от эксплуатационных условий. К примеру, валы могут смещаться в самых различных направлениях.
Самодельная соединительная муфта
Для существенного снижения затрат рассматривается возможность использования самодельной конструкции. Среди особенностей выделим следующие моменты:
- Для создания самодельной конструкции требуется звездочка, которая может быть снята с коленчатого вала двигателя внутреннего сгорания.
- Передача вращения осуществляется при помощи цепи. За счет применения стали при изготовлении этого изделия существенно повышается прочность.
- Подключение осуществляется за счет двух полумуфт. При этом звездочка должна распиливаться пополам. На каждую полумуфту будет навариваться обрезанная часть звездочки.
- Крепление полумуфты осуществляется при помощи болтов. Однако, подобный способ соединения не рекомендуется в случае, если оказываемая нагрузка существенная. Фиксация разъемных элементов обеспечвается за счет шпонки при передаче большого усилия.

Приведенная выше информация указывает на то, что подобное изделие может быть изготовлена при применении подручных материалов. При этом полученное устройство устанавливается для передачи высокого крутящего момента.
Классификация муфт
Выделяют много различных подобных изделий, при помощи которых проводится передача вращения. Классификация по предназначению выглядит следующим образом:
- Постоянные или соединительные.
- Сцепные и управляемые.
Приводные модели устанавливаются в самых различных конструкциях. Ни требуются для непосредственной передачи усилия.
Изделия соединительные для валов применяются для постоянной передачи вращения. Делятся они на несколько основных групп:
- Жесткие.
- Глухие.
- Соединительные.
- Подвижные или гибкие.
Самым простым вариантом исполнения можно назвать глухие муфты. При изготовлении втулок и других элементов могут применяться самые различные материалы, большая часть которых характеризуется высокой степенью защиты от воздействия окружающей среды.



Довольно большое распространение получили конусные переходные муфты, так как они просты в изготовлении и могут прослужить в течение длительного периода. Могут устанавливаться и шлицевые варианты исполнения, которые могут передавать большое усилие в случае эксплуатации.
Классификация гибких вариантов исполнения также проводится по большому количеству различных признаков. Большое распространение получили следующие:
- Расширительные. Они характеризуются тем, что могут компенсировать осевое смещение деталей относительно друг друга.
- Крестовые. Подобные механизмы устанавливаются в случае, когда есть вероятность радиального смещения.
- Мембранные и поводковые, которые рассчитаны на радиальное и осевое смещение. Поводковые имеют специальный элемент, который обеспечивает фиксацию положения обоих элементов.
Выбор наиболее подходящего соединительного элемента проводится по диаметральным размерам. Полумуфты компенсируют смещение оси, однако для повышения показателя КПД проводится добавление масла. В большинстве случаев при изготовлении применяется сталь, которая характеризуется повышенной устойчивостью к износу. При необходимости защиты механизма от воздействия электричества применяются специальные материалы, обладающие определенными свойствами.
Не стоит забывать о том, что крестовые изделия характеризуются существенным недостатком – увеличение мертвого хода из-за сильного износа выступов.
В некоторых случаях применяется поводковый вариант исполнения, который также характеризуется определенными достоинствами и недостатками.
Жесткое соединение валов
Применяется довольно большое количество различных способов соединения валов, все они характеризуются определенными качествами. Жесткий метод подключения используется тогда, когда соединение проводится с учетом отсутствия вероятности смещения узлов относительно друг друга на момент эксплуатации. Классический способ соединения характеризуется следующими особенностями:
- В большинстве случаев соединение проводится при помощи фланцев, которые являются частью различных механизмов. Также проводится монтаж жестких муфт, их насаживание проводится методом прессования.
- Довольно большое распространение получил одноопорный вариант исполнения вала. В этом случае в качестве второй опоры применяется само соединение.
- Также для фиксации могут применяться болты. При этом они должны плотно входить в отверстие, так как в противном случае могут возникнуть серьезные проблемы.
- В рассматриваемом случае часто применяется зубчатая или поперечно-свернутая муфта.
Поперечно-свернутый вариант исполнения применяется для соединения различных деталей, которые устанавливаются в электрических машинах и других различных агрегатах. Подобная конструкция состоит з следующих элементов:
- Две полумуфты. Они насаживаются на концы валов, которые соединяются в одну систему.
- Обе части рассматриваемой конструкции имеют центрирующие выступы и специальную выточку, соединение обеспечивается за счет прочных болтов.
- Предохранительные муфты не могут проворачиваться за счет специального шпоночного отверстия.
- Осевое смещение исключается за счет стопорных винтов, которые вворачиваются на торцах.

Более сложным вариантом исполнения можно назвать зубчатую муфту, которая также состоит из двух отдельных частей. Внешняя поверхность представлена зубьями, которые входят в зацепление для обеспечения надежного соединения. Осевое смещение исключается за счет применения болтов.
Полужесткое соединение валов
Определенными особенностями характеризуется полужесткий тип соединения. Примером можно назвать случай соединения вала турбогенератора с паровой турбиной. В большинстве случаев на вал электродвигателя надевается полужесткая зубчато-пружинная муфта.
Рассматриваемый вариант исполнения соединительного элемента характеризуется следующими особенностями:
- Конструкция состоит из двух полумуфт, которые фиксируются на обоих деталях. Подобным образом проводится монтаж устройства.
- Фиксация одного элемента относительно другого проводится за счет упругой волнообразной ленточной пружины, который зачастую называется компенсатором.

Для обеспечения требуемого уровня защиты используется кожух, который изготавливается из самых различных материалов, устойчивых к воздействию окружающей среды. Несущественное изменение положения двух соединяемых элементов компенсируется за счет специального элемента.
Эластичное соединение валов
На момент эксплуатации устройства есть вероятность смещения двух элементов относительно друг друга. Решить подобную проблему можно за счет применения специальных элементов. Эластичные устройства могут устанавливаться в самых различных случаях, они характеризуются следующими особенностями:
- Установка возможна в случае бокового или углового смещения валов в месте сопряжения.
- Довольно большое распространение получили втулочно-пальцевые детали.

Классическое устройство представлено двумя полумуфтами, которые соединяются за счет специальных пальцев-болтов.
На поверхность надеваются специальные кожаные шайбы и манжеты, фиксация которых проводится за счет резиновых манжет.
Монтаж фрикционной муфты на быстроходный вал
При необходимости провести монтаж фрикционной муфты можно самостоятельно при наличии небольшого комплекта инструмента. Для получения качественного результата нужно соблюдать распространенные рекомендации:
- Перед началом проведения работы следует удостовериться, что конструкция не имеет существенных дефектов. Даже незначительные дефекты становятся причиной снижения прочности соединения.
- Довольно большое распространение получили упругие муфты. Их особенность заключается в наличии специального элемента, за счет которого происходит компенсация смещений. На момент монтажа нужно быть осторожным, так как слишком большое усилие может стать причиной повреждения активного элемента. Это же следует учитывать, когда устанавливаются предохранительные муфты.
- В большинстве случаев фиксация проводится за счет запресовывания механизма. Исключить вероятность прокручивания устройства можно за счет применения шпонки.
На момент установки не рекомендуется применять кустарный метод фиксации, так как это может стать причиной повреждения конструкции. Примером можно назвать изменение формы и появление вмятин, трещин, снижение прочности и многие другие моменты.
Монтаж фрикционных и шариковых предохранительных муфт на тихоходный вал
Предохранительные устройства позволяют исключить вероятность повреждения основных элементов в случае перегрузки. В этом случае процесс монтажа практически ничем не отличается:
- Фиксация проводится за счет шпонки. Подобный способ характеризуется весьма высокой надежностью.
- Насадка полумуфт выполняется в натяг. Это исключает вероятность появления люфта и других проблем.
- При насадке нельзя прикладывать большое усилие, так как может возникнуть серьезный дефект.


В продаже встречаются специальные инструменты, которые существенно упрощают работу по монтажу.
Монтаж фрикцонных муфт на тихоходный вал выходного редуктора
Часто установка изделия проводится на редуктор для его соединения с электрическим двигателем. Это можно связать с тем, что редуктор может заклинивать, это приводит к перегреву двигателя. Фрикционная муфта исключает вероятность возникновения подобной проблемы. Среди особенностей монтажа отметим:
- Нельзя прикладывать ударную нагрузку, так как она может повредить само изделие.
- Для упрощения захода обоймы может применяться смазка.
- Нарушение правил монтажа может стать причиной повреждения основной части.
Самостоятельный монтаж должен проводиться исключительно с учетом рекомендаций, так как даже несущественный дефект становится причиной уменьшения эксплуатационного срока.
В продаже встречается просто огромное количество различных деталей, за счет чего не возникает существенных проблем при выборе. Основными критериями можно назвать тип применяемого материала при изготовлении, а также диаметральный размер. При выборе уделяется внимание тому, каким образом может проходить смещение соединяемых элементов.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Сопряжение электродвигателя с исполнительным механизмом
Двигатель является приводным силовым механизмом для исполнительного оборудования. Он либо монтируется на несущей раме последнего, либо оба устанавливаются на одном фундаменте (опоре) или каждый на собственном. Монтаж электродвигателя производится крепёжным метизом (болтами, шпильками) через специально предназначенные для этого отверстия на фланце или на лапах изделия. Прилагать чрезмерные усилия при этом недопустимо.
Соединения валов
Валы электродвигателя и исполнительного механизма можно соединять четырьмя методами:
- при помощи муфты (упругой или жёсткой);
- посредством ремня;
- через шестерёнку;
- непосредственно (насадкой на вал электродвигателя рабочего органа исполняющего устройства).
Какой из способов приемлем, зависит от конструкции приёмной части ведомого оборудования.
Монтаж электропривода
Сагрегатированные вместе электродвигатели и исполнительные механизмы не должны ухудшать технические характеристики друг друга и, тем более, являться источниками дефектов. Поэтому при монтаже электродвигателя нужно следить за тем, чтобы:
- являющийся рабочим конец вала при монтажных и демонтажных операциях не подвергался лишним нагрузкам;
- сопрягающие элементы с применением полушпонки (полумуфты, шкивы, шестерни, крыльчатки и т. п.) были предварительно подвергнуты тщательной динамической балансировке.
- при насадке передающих элементов подшипники не испытывали чрезмерного механического воздействия. Для его предотвращения вал нерабочим концом должен упираться о прочный упор. Насаживаемый элемент для расширения его внутреннего отверстия нагревают до +80°С. Использовать удары во время такой операции не допускается.
Особенности выполнения сопряжения
Наибольшее распространение имеют муфтовый и ременной способы передачи вращающего момента от электродвигателя к ведомому оборудованию. Специфика каждого заключается в следующем.
Передача муфтовая
Требуется очень точная центровка обоих валов как в аксиальном, так и в радиальном направлении. Несоосность не может быть выше 0,05 мм. Диаметр условно измеренного круга для определения аксиальной несоосности – 200 мм. Измерения её проводятся в 4 точках на периметре муфты с угловым расстоянием 90° между ними при вращении обеих полумуфт одновременно.
Наименьшая величина теплового зазора меж полумуфтами – 3 мм.
Передача ременная
Электродвигатели и исполнительные механизмы устанавливаются с высокой параллельностью валов.
Ремни натягиваются вначале с предварительным усилием, не превышающим пределы допустимых нагрузок на рабочий конец вала. Для регулировки натяжения ремня у исполнительного механизма должно быть предназначенное для этого приспособление (салазки, ролик и др.). Натяжение проводят до тех пор, пока ремень перестанет проскальзывать на шкивах.
Расчёт диаметра ведущего шкива
Минимальное значение этой величины Dmin зависит от передаваемой мощности Р, скорости вращения вала двигателя n, допустимого радиального усилия на рабочий конец вала FR. Величина последнего параметра зависит от места приложения силы. Эффективность передаваемого усилия определяется также конфигурацией ремня и условиями работы. Эта специфика учитывается специальным коэффициентом k (например, для ремня клинового при условиях эксплуатации нормальных k = 2,5). Выражение для расчёта Dmin в мм будет следующим:
КРЕПЛЕНИЕ ДЕТАЛЕЙ НА ВАЛАХ ЭЛЕКТРОДВИГАТЕЛЕЙ
Любая электромашина имеет вал, который должен быть механически соединен с подвижными звеньями механизма. С этой целью на валу электродвигателя устанавливается и закрепляется зубчатое колесо, муфта, шкив или какое-либо другое устройство для передачи движения.
Выбрав двигатель, конструктор уже не волен выбирать способ крепления деталей на его валу, так как этот способ почти всегда предопределен изготовителем двигателя. Роль конструктора в этом случае сводится к правильной оценке функциональных и технологических свойств соединения вала с закрепленной на нем деталью и к конструированию этой детали.
В приведенных в пособии электродвигателях (см. гл.5) предусматриваются следующие виды соединений валов с установленными на них деталями:
а) соединение с помощью конического или цилиндрического штифта;
б) соединение с помощью шпонки, в малогабаритных двигателях — обычно сегментной;
в) соединение с помощью поперечного штыря;
г) соединение с помощью установочного винта.
Форма и размеры концов валов двигателей регламентированы ГОСТ 12081-66. Конструкция, размеры и точность концов валов приводятся в габаритном чертеже двигателя.
При установке детали на цилиндрический конец вала необходимо выбрать посадку, обеспечивающую достаточную точность центрирования и в то же время гарантирующую простую сборку и разборку узла. Обычно используется одна из посадок с зазором. Из-за несимметричного расположения зазора между валом и отверстием возможно возникновение эксцентриситета, наибольшая величина которого равна половине максимального зазора. Для уменьшения эксцентриситета нужно было бы выбрать переходную посадку или даже посадку с гарантированным натягом, но этого делать не следует, поскольку в этом случае при сборке можно повредить подшипники или вал ротора двигателя.
Примеры крепления деталей на валах электродвигателей приведены на схемах 3.1-3.5.

3.1 Крепление детали при помощи штифта.1. Штифтование деталей, закрепляемых на гладком цилиндрическом конце вала двигателя, используют, если никаких других способов передачи вращающего момента не предусмотрено. Для этого применяют конические штифты по ГОСТ 3129-70 или цилиндрические штифты по ГОСТ 3128-70. Применение конических штифтов предпочтительнее, так как надежность такого соединения выше. Вероятность произвольного выпадения правильно запрессованного штифта ничтожна.
2. В сопряжении вала и отверстия используется посадка с нулевым зазором или одна из переходных посадок с малым возможным натягом. Расположение поля допуска вала и квалитет указываются изготовителем двигателя.
3. Частая разборка не желательна, так как выпрессовка штифта достаточно сложна.
4. При конструировании необходимо предусмотреть возможность штифтования до установки двигателя на место, поэтому закрепленная на валу деталь по своему диаметру должна свободно проходить через расточку корпусной детали.

3.2 Установка детали на валу с помощью сегментной шпонки.1. На конце вала заводом-изготовителем двигателя должна быть установлена сегментная шпонка или предусмотрен паз для нее.
2. В сопряжении вала и отверстия используется посадка с нулевым зазором, что в сочетании с сопряжением шпонки и паза в отверстии детали обеспечивает достаточно тугое соединение, предотвращающее произвольное перемещение детали на валу. Расположение поля допуска вала и квалитет указываются изготовителем двигателя.
3. В ответственных случаях для исключения осевого смещения детали применяется стопорный винт 1. Используется винт с плоским концом по ГОСТ 1477-93 или винт с коническим концом по ГОСТ 1476-93. В последнем случае необходимо предварительное засверливание вала.
4. Процесс сборки удобен и малотрудоемок, но разборка, как правило, требует применения специального съемника.

3.3 Установка детали на конце вала со шпонкой и резьбой.1. На конце вала заводом-изготовителем двигателя предусмотрена сегментная шпонка и резьба. Шпонка обычно входит в комплект двигателя и поставляется вместе с ним.
2. Гайка 1 надежно удерживает установленное на валу зубчатое колесо от осевого смещения. В особо ответственных случаях может быть использовано одно из средств, предотвращающих самоотвинчивание гайки: например, установка пружинной шайбы по ГОСТ 6402-70.
3. В сопряжении вала и отверстия используется посадка с небольшим гарантированным зазором. Расположение поля допуска вала и квалитет указываются изготовителем двигателя. Такая посадка обеспечивает простую сборку и разборку.
4. Желательно, чтобы установленная на валу деталь не выходила по своему диаметру за пределы посадочного отверстия двигателя, для того чтобы ее можно было закрепить до установки двигателя в механизм.
5. О необходимости запаса длины резьбы S см. п.З конструкции 3.5.

3.4 Установка детали на конце вала со шпонкой и резьбой.1. Приведенная конструкция во всех отношениях аналогична конструкции 3.3 и используется для тех же типов двигателей.
2. По такому принципу на концах валов двигателей устанавливаются червяки, зубчатые колеса с широкими венцами или зубчатые колеса с венцом, отнесенным от торца Б двигателя на расстояние, большее, чем длина выступающей части вала.
3. Так как точка приложения рабочей нагрузки при таком закреплении детали расположена на значительном расстоянии от передней опоры вала двигателя, жесткость конструкции оказывается пониженной.
4. Вместо шестигранной гайки в этой конструкции часто используют круглую гайку со шлицом на торце по ГОСТ 10657-0.

3.5 Установка детали на конце вала с поперечным штырем и резьбой.1. Закрепляемая на валу деталь 1 центрируется своим отверстием на цилиндрическом участке вала двигателя. Вращающий момент передается за счет того, что штырь 2 входит в клиновой паз детали 1. Боковые стороны паза прижимаются к штырю гайкой 3.
2. При затягивании гайки исключаются боковые зазоры, так как контакт между штырем и пазом происходит не по его дну, а по боковым сторонам.
3. Необходимо обеспечить запас длины резьбы S, чтобы гайка не смогла упереться в конец нарезанной части вала раньше, чем закрепляемая деталь займет нужное осевое положение. 5 Длина нарезанной части вала указана в габаритном чертеже двигателя (см. гл.5).
4. О посадке з сопряжении вала и отверстия см. п. З конструкции 3.3.
Дата добавления: 2017-11-30 ; просмотров: 2235 ;
Источник



