
Как сделать авиамодельный двигатель типа ВЕТЕРОК 0,8
Для советского человека не секрет, что микродвигатели можно сделать своими руками а не только купить готовый. В былые времена многие авиамоделисты сами себе изготавливали микродвигатели а та так же дорабатывали уже существующие. Ниже изложенная статья поможет узнать некоторые моменты самостоятельного изготовления микродвигателя маленького объема. На примере двигателя ветерок с рабочим объемом 0,8 см 3
Технические данные «Ветерка»
Диаметр цилиндра 10 мм
Ход поршня 10 мм
Рабочий объем 0,8 см 3
Рабочие обороты на винте 150х70 мм 12 800 об/мин
Мощность двигателя на валу 0,06 л. с.
Степень сжатия 9 атм
Состав горючего:
75% метилового спирта (метанол);
25% касторового масла.
Авиамодельный двигатель малого объема — около 1 см 3 — давняя мечта наших авиамоделистов. В первую очередь такой двигатель необходим моделистам-школьникам. Чем меньше объем двигателя, тем меньше усилий требуется для того, чтобы его завести. Поэтому двигатель в 1 см 3 наверняка найдет широкое распространение среди юных авиамоделистов. Кроме того, надо учесть, что в последнее время у авиамоделистов-спортсменов во всем мире значительно возрос общий уровень летных достижений моделей свободного полета и намечается стремление через год два уменьшить максимально допустимый рабочий объем двигателя для всех таймерных моделей чемпионатного класса с 2,5 м 3 до 1,5 или даже до 1 см 3 .
Наконец, микролитражные модельные двигатели малых кубатур (до 0,8 см 3 ) могут с успехом применяться и для моделей автомобилей, лодок, глиссеров.
Двигатель «Ветерок» был нами построен и испытан, причем выполнялись одновременно три экземпляра двигателя. Об одном из них мы и хотим вам рассказать.
Изготовление микролитражного двигателя «Ветерок» под силу любой станции юных техников, где есть простейшие токарные и фрезерные станки. Однако надо заметить, что только при аккуратном и точном выполнении всех советов по изготовлению детален и сборке двигателя можно получить желаемые результаты.
Двигатель «Ветерок» двухтактный, калильного типа, может работать на любом спиртовом горючем в смеси с касторкой.
Как же изготовить «Ветерок»?
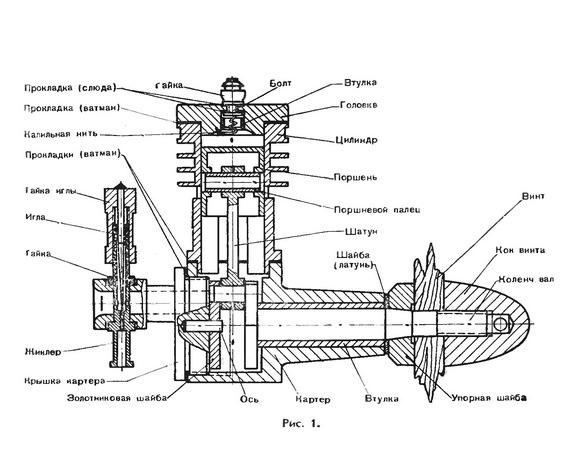
Начинать изготовление двигателя надо с самой главной детали — цилиндра. Цилиндр состоит из головки, втулки, болта, слюдяных прокладок, калильной нити, гайки и клиньев.
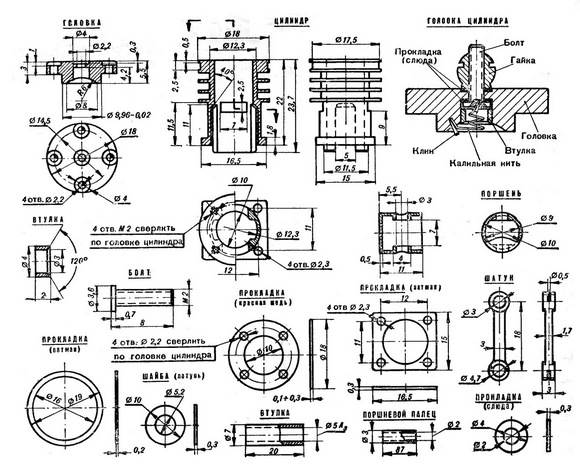
Сама головка изготовляется из материала Д16Т диаметром 20 мм. Пруток зажимается в кулачковый патрон, и производится полная обработка по чертежу той стороны прутка, где должна быть сферическая выемка. Далее сверлятся отверстия диаметром 4 и 22 мм. Сферическая выемка полируется пастой ГОИ. Затем деталь отрезается от заготовки. Обратная сторона детали обрабатывается в специальной оправке, которая зажимается в кулачковый патрон станка. Затем размечаются и сверлятся отверстия под винты крепления к цилиндру.
Болт точится из стали У5 по чертежу. В головке болта высверливается глухое отверстие диаметром 0,6 мм под медный клин для заделки калильной нити.
Это отверстие сверлится под углом к телу болта. Гайка и втулка точатся соответственно из латуни и дюралюминия Д16Т по чертежу.
Калильные нити можно делать из платиновой, родиевой или иридиевой проволоки. Возможно использование проволоки от старых термопар нагревательных термических печей, причем их необходимо калибровать фильерами.
Фильер представляет собой пластинку из нержавеющей нагартованной стали (или из стали У8) толщиной 0,3 мм. В этой пластинке нужно пробить отверстие обломанной иглой с помощью молотка. Иглу держите плоскогубцами. Протяжка проволоки для нити показана на рисунке 3 в.
Нить наматывается в спираль на оправке диаметром 1 мм. Шаг намотки 0,6-0,7 мм.
Особенно хорошо работают спирали, свитые из двойной или тройной проволочки платины толщиной 0,05 мм
Порядок сборки головки цилиндра следующий.
Конец спирали закрепляется медным клином в болте ударами по бородке молоточком. На болт надеваются слюдяные прокладки толщиной 0,3 мм. Со стороны полусферы в головку вставляется болт. В выточку головки закладываются слюдяные прокладки общей толщиной 0,5 мм. За-тем навертывается латунная гайка» которая затягивается круглогубцами до полной герметичности головки. Необходимо проверить, изолирован ли болт от головки. При этом запрессовывается втулка, закрепляется по месту второй конец калильной спирали. Это производится при помощи медного клина. Теперь можно приступить к проверке исправности калильного элемента. Проверка производится под напряжением от одной аккумуляторной банки, дающей напряжение 1,2 — 1,4 в. Из холоднокатаной медной фольги разных толщин изготовляется несколько прокладок соответственно 0,1, 0,2, 0,3 мм. При доводке двигателя выбирается лучшая.
Заготовка цилиндра делается из прутка диаметром 20 мм (рис. 2). Эта заготовка обтачивается на станке до диаметра 18 мм, сверлится сверлом диаметром 9,5 мм. и затем у нее протачиваются наружные размеры. При нарезке ребер желательно подпереть цилиндр задней бабкой и прорезать на обратном ходу. После этого у него протачивается внутренний диаметр до размера 9,8 мм. Отрезанный от заготовка, цилиндр проходит слесарную обработку: опиливается фланец крепления (можно на наждачном круге), засверливаются отверстия в головке и фланце, нарезается резьба для крепления головки цилиндра, распиливаются выхлопные окна и фрезеруются перепускные каналы. Головка цилиндра подвергается термообработке до R 45 — 47, Желательно шлифовать зеркало цилиндра до размера диаметра 10 ± 0,02 мм. Окончательно доводится размер диаметра чугунным притиром с пастой ГОИ (рис. 3, б).
Особое внимание нужно уделить обеспечению герметичности, для чего на плите следует притереть верхний фланец цилиндра. Прокладка под цилиндр вырезается из ватмана (рис. 2).
Поршень точится на токарном станке из стали У10 или У12 диаметром 12 мм. Заготовка обтачивается до диаметра 11 мм и просверливается до диаметра 7 мм, глубиной 10,5 мм. Поршень растачивается внутри по размерам, приведенным на чертеже. Затем протачивается наружный размер до диаметра 10,2 или 10,3 мм, после чего поршень отрезается от заготовки. После этого сверлится отверстие под поршневой палец сверлом диаметром 2,9 мм и зачищается хорошей разверткой ЗА на малом ходу, с маслом. Калится поршень до Rс 60—62, шлифуется снаружи до размера 10 ± 0,02 мм и притирается по цилиндру чугунным притиром (рис. 3, а). Необходимо также притереть отверстие под поршневой палец медной проволокой толщиной 3 мм.
Поршневой палец делается из заготовки стали У8 или У10 диаметром 4 или 5 мм. Заготовка торцуется и засверливается сверлом диаметром 1,9 мм, а затем протачивается снаружи до диаметра 3,2 мм и отрезается от заготовки. После этого деталь следует закалить до Rс = 60-62. Наконец она шлифуется и притирается по отверстию в поршне.
Контур шатуна размечается вдоль проката на прессованном дюралюминиевом профиле Д16Т. Затем засверливаются два отверстия сверлом диаметром 2,9 мм на расстоянии 18 мм. Производится слесарная обработка по чертежу, после чего отверстия разворачиваются разверткой ЗА3 (с маслом), а затем зачищаются. Необходимо следить, чтобы в них не попал абразив, вызывающий сильный износ поршневого пальца. Поверхность шатуна полируется гладким стальным каленым стержнем.
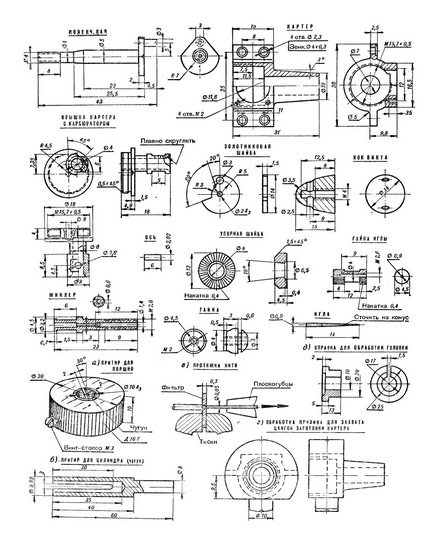
Для коленчатого вала вытачивается заготовка из стали 12XH3A или из 18ХНВА диаметром 14 мм, длиной 43 мм. В ней засверливаются центровые углубления: два — по оси заготовки и два — смещенные от оси на 5 мм. Сначала обрабатывается палец кривошипа в смещенных центрах, после чего в центрах на оси протачивается шейка и носок коленчатого вала. Затем нарезается резьба М4. После этого производится слесарная обработка. Деталь цементируется на глубину 0,5 мм, калится до Rc — 42- 45 и, наконец, шлифуется с притиркой трущихся поверхностей.
На заготовке, зажатой в кулачковый патрон диаметром 50 — 55 мм из Д16Т, протачивается носок картера и кривошипная камера с нарезанием резьбы под крышку, после чего носок картера отрезается от заготовки по размеру, указанному на чертеже. В картер запрессовывается бронзовая втулка, выточенная заранее по чертежу (рис. 5). После этого производится разметка расположения цилиндра и засверливаются центровые углубления по оси цилиндра для обработки места его крепления.
Зажав заготовку картера в центрах, обрабатываете прилив диаметром 10 мм для захвата цангой (рис. 5, г). Зажав заготовку в цанге, обрабатываете место крепления цилиндра по чертежу.
Затем производится фрезерная и слесарная обработка картера. Задняя крышка картера (рис. 5) с карбюратором вытачивается из заготовки Д16Т за два приема. Сначала производится торцевание, затем обработка по внешним размерам и разделка отверстия под ось. На длине 18 мм отрезается крышка от заготовки и производится разметка отверстия карбюратора, которое засверливается сверлом диаметром 3,9 мм и разделывается разверткой 4А3. Деталь зажимается в центре, и производится токарная обработка корпуса карбюратора. После этого происходит слесарная обработка детали по чертежу (рис. 3).
Жиклер и гайка иглы вытачиваются из латуни Л59 или Л62 по чертежу (рис. 3).
Игла карбюратора изготовляется на токарном станке из проволоки ОВС, предварительно нормализованной (прогревается до 200 — 240°С в течение 20 — 30 мин.). Упорная шайба и кок (рис. 3) вытачиваются из Д16Т по чертежу. Крепежные винты подбираются по месту и диаметрам, указанным на чертежах. Размеры и материалы прокладок и шайб указаны на чертежах.
Ось изготовляется из проволоки ОВС диаметром 2,5 мм и шлифуется до чертежных размеров.
Золотниковая шайба (рис. 3) делается из 1,5 мм текстолита или гетинакса. На токарном станке вытачивается круглая заготовка, затем производится ее слесарная обработка по размер рам, указанным на чертеже, и притирается рабочая поверхность.
Сборка двигателя
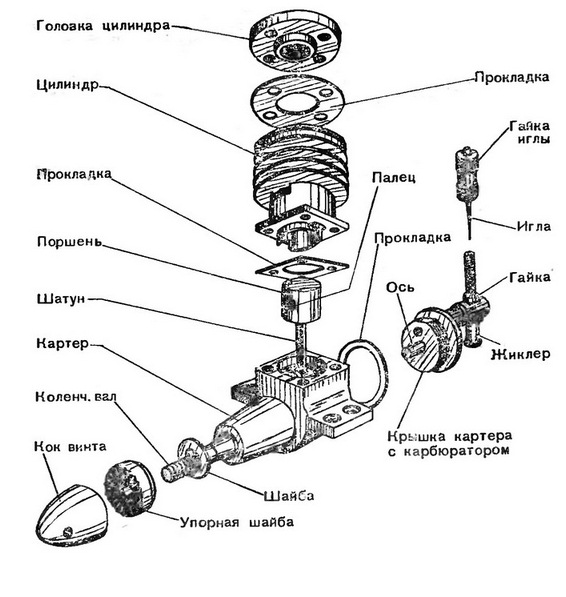
Сборка двигателя производится в следующей последовательности:
- 1) запрессовывается ось золотника;
- 2) надевается золотник, смазанный маслом;
- 3) вставляется в картер коленчатый вал, смазанный маслом;
- 4) соединяется шатун с поршнем поршневым пальцем, нижняя головка надевается на палец кривошипа коленчатого вала;
- 5) ввертывается в картер крышка с прокладкой и золотником;
- 6) прокладывается прокладка под цилиндр, смазываются поршень и цилиндр маслом, надевается цилиндр на поршень;
- 7) завертываются крепежные винты М2 длиной 5 мм;
- 8) проверяется легкость вращения коленчатого вала;
- 9) надевается упорная прокладка, упорная шайба, винт и кок, снова проверяется легкость вращения коленчатого вала;
- 10) устанавливается жиклер и гайка с иглой на карбюратор;
- 11) ставится на место головка с прокладками, и двигатель устанавливается на стенд; подсоединяется резиновой трубкой бачок с горючим;
- 12) подсоединив аккумулятор на массу и гайку головки цилиндра, проверните за винт вал двигателя; закрыв карбюратор пальцем, попытайтесь запустить двигатель, резко нажимая указательным пальцем на винт.
Применяется аккумулятор кадмиево-никелевый, марки КН-10 — 2 банки на 2,4 в.
Регулировка оборотов производится иглой карбюратора. Как только режим двигателя станет устойчивым, отсоедините провода от мотора. Необходимо перед эксплуатацией двигатель обкатать в течение 30 -35 мин.
Источник
Как построить свой самолет со своим двигателем на сверхпроводниках и жидким азотом
Подсказка: сделать все маленьким.
Вступление
Всем привет. По образованию я инженер по эксплуатации летательных аппаратов и авиационных двигателей, но в данной статье я опишу как сделал небольшой электродвигатель на сверх проводниках, и поэтому мое вступление прошу принять как оправдание тому, что в разработке и изготовлении электродвигателей, я не обладаю достаточной компетенцией и опытом, но все-же я его сделал. А посему, уважаемые эксперты, специалисты, профессионалы и аналитики прошу сделайте поблажки для дилетанта, а всю критику и доказательства вашей правоты прошу предоставить в виде решений, изготовленных собственными руками.
Начало
Так получилось, что весной 2019 я начал работать инженером в компании СуперОкс. Я принимал участие в разработке электродвигателя на сверхпроводниках (Фото). Работа по началу была интересная и иногда пыльная в перемешку со стружкой из различных материалов. Столько проблем удалось решить :). Спустя полгода я понял, что путь до полноценного самолета с двигателем на сверхпроводниках будет долгим и сложным. Тогда родилась идея сделать свой двигатель, поставить его на маленький беспилотник или радиоуправляемый самолет и совершить хотя бы один полет.
Для справки. Когда я только узнал об этой компании, то я знал что такое сверхпроводник, но не предполагал, что производство такого продукта существует в РФ. Реально было приятно, что такие производства существуют и развиваются.
В процессе работы и общения с коллегами узнавал всякие тонкости и особенности применения сверхпроводников. По мере приобретения знаний менялась и адаптировалась конструкция двигателя.
Где-то в январе 2021 года появилось чувство, что если ничего не начать делать, то момент может быть упущен навсегда (пока семь раз отмеришь, другие уже давно отрежут). На этот момент я считал, что накопил достаточное количество знаний для реализации всего проекта и начал параллельно с основной работой заниматься своим двигателем.
Изначально идея была разработать двигатель на базе какого-либо доступного бесколлекторного электродвигателя для радиомоделей, с внешним ротором на постоянных магнитах (аутранер).
 Пример бесколлекторного двигателя, который можно найти во многих радиоуправляемых моделях.
Пример бесколлекторного двигателя, который можно найти во многих радиоуправляемых моделях.
Но на этом пути были такие явные сложности как:
трудоемкость намотки обмоток на статор. (Дело в том, что провод из сверхпроводника представляет собой металлическую ленту с несколькими слоями напыления. Сам по себе сверхпроводник — это тонкий слой керамики. Если ленту сильно гнуть, то можно повредить слой сверхпроводника (https://kokos-asi-production-hot.hb.bizmrg.com/blockeditor/cfd/cfd21b82899873e22f77f08b0916d74b/5_2_1x.jpg );
статорное железо (магнитопровод) будет в жидком азоте. На его охлаждение требуется потратить дополнительный объем азота. Также статорное железо при работе электродвигателя будет греться и поэтому азот будет испаряться интенсивнее;
сложность вывода вала воздушного винта. Нужно обеспечить теплоизоляцию между ротором и криостатором. Так же необходимо защитить полость ротора от намерзания льда и конденсации кислорода;
сложность при коммутации обмоток. Лента проводника тонкая и гнется с некоторыми ограничениями, паять 24 контакта, пытаясь уложить в малый объем, должно быть сложно.
Схема электродвигателя вертикальной компоновки и внешним ротором.
Было непонятно как изолировать термостат, как избежать намерзания влаги на выходной вал и подшипники, и как выводить вал воздушного винта.
Дальнейшие размышления были о возможности перейти к бесщеточным электродвигателям с внутренним ротором на постоянных магнитах (инранер). Эта идея выглядела более привлекательнее. Важное изменение — это решение продувать испаряющимся азотом полость ротора. Благодаря этому при постоянном потоке испаряющегося азота внутрь не должен проникать воздух вместе с влагой и кислородом. и поэтому не должны замерзать подшипники. Если бы внутрь начал проникать воздух, то влага из него стала бы конденсироваться на поверхности внутренней части корпуса ротора. Образовавшийся лёд мог легко прихватить как подшипники, так и сам ротор к внутренней стенке. Но не меньшую опасность мог представлять кислород. Дело в том, что он конденсируется при температуре порядка -183 градусов Цельсия (для сравнения азот кипит при -196,5 градусах Цельсия). Это приводит к более интенсивному испарению азота при поглощении энергии конденсации кислорода и его охлаждении, через тонкую стенку. И сам факт наличия жидкости в полости, где должен вращаться ротор, отрицательно влияет на работоспособность двигателя.
Схема электродвигателя вертикальной компоновки с внутренним ротором
У этой конструкции плюсов было больше чем у предыдущего решения. Однако наличие магнитопровода статора также грозило существенным увеличением трудоемкости. Самый простой выход из этой ситуации это избавиться от магнитопровода. Так пришла идея сделать двигатель без магнитопровода статора (статорного железа).
Но ещё оставался вопрос как увеличить взаимодействие магнитного потока между катушками статора и постоянными магнитами ротора. Магнитопровод нужен для того чтобы передавать магнитный поток, но если катушку поднести максимально близко к магниту (ещё лучше чтобы магнит находился внутри катушки), то возможно, это позволит компенсировать отсутствие магнитопровода.
И тогда постепенно выкристализовалась идея конструкции с шестью распределенными катушками через один полюс и ротором с двумя полюсами.
План «А»
На виде сверху это выглядело так:
Схема электродвигателя с шестью катушками и двухполюсным ротором.
Далее я начал прорисовку идеи в 3d-cad T-Flex. К этому времени удалось раздобыть несколько постоянных магнитов, геометрия которых определила габариты ротора и, как следствие габариты всего двигателя в последующем.
Так появилась примерно такая конструкция:
Первый разработанный вариант магнитной системы с катушками из сверхпроводника.
Пришлось потратить кучу времени на разработку рамки для катушки. Основная проблема заключалась в том, лента ВТСП фактически гнется только в одной плоскости, но допускает некоторое кручение. Сочетание этих двух факторов ограничивают траекторию по которой эта лента может быть уложена. Но в конце концов удалось начертить и напечатать на 3д принтере первый прототип рамки, на который удалось успешно закрепить ленту сверхпроводника.
Первая напечатанная рамка для намотки ленты из сверхпроводника
Помимо рамки также был напечатан корпус ротора, для размещения магнитов, опоры и цилиндр внутренней трубы. Добыты подшипники и ось ротора.
Для отладки двигателя, на рамки вместо ленты ВТСП была намотана обмоточная медная проволока. На каждую рамку уместилось 4 витка (по рекомендации человека, который занимался расчетами двигателя, необходимо было 5 витков).
Медный аналог двигателя для проверки работоспособности двигателя.
Все было собрано, спаяно и подключено к регулятору скорости ESC Castle Talon 90.
Первая попытка запуска медного аналога показала очевидное — низкий крутящий момент. В первоначальный момент контроллер начинает принудительно вращать ротор без обратной связи. После того как начинает работать обратная связь, контроллер может нормально управлять двигателем. Но из-за отсутствия магнитопровода обратная связь по обратной ЭДС была затруднена, а низкий крутящий момент и момент инерции ротора приводили к тому, что ротор не успевал раскручиваться и совершал колебательные повороты около некоторого равновесного положения.
Но после принудительной раскрутки ротора двигатель запустился. И начал вращаться так лихо, что у меня возникло опасение, что напечатанный ротор разлетится на сегменты и магниты как шрапнель полетят в стороны. Тогда удалось намерять 14 тыс.об./мин и замечена ещё одна особенность: на больших оборотах момент был больше чем на малых. В следующем эксперименте я поднял входное напряжение с 12 В до 24 В и тогда двигатель начал самостоятельно запускаться.
Этот предварительный успех окрылил меня. Полагая, что при больших токах и оборотах порядка 10 тыс. об/мин, мощности двигателя будет достаточно для вращения воздушного винта небольшого диаметра и малого шага, я решил сделать двигатель горизонтальной компоновки, с прямым приводом на воздушный винт.
Но предстоял ещё один неприятный момент. Дело в том, что в вертикальной компоновке катушки должны были быть в термозащитном контейнере (термокружка из икеи? :)), а в центре должен находится тонкостенный цилиндр из пластика. Сверху должна быть крышка которая направляет испаряющийся азот в цилиндрическую полость ротора откуда выбрасывается в атмосферу. Этот газообразный азот, при своем истечении, не дает проникать в полость ротора атмосферному воздуху. Решение этой проблемы нашлось довольно изящное на мой взгляд. В верхней части сосуда где размещается азот была спроектирована трубка с отверстиями. Эта трубка отводила испарения азота вниз, вдоль передней стенки двигателя (двигатель с толкающим винтом) и выходила в районе передней опоры. Далее газообразный азот проходил через передний подшипник, в зазор между ротором и статором и выходил через задний подшипник.
Разрез двигателя в вертикальной плоскости. Стрелками показано направление движения газообразного азота. (Термоизоляция корпуса не показана)
Итоговый рецепт получился такой: корпус статора представлял собой емкость с центральной трубой для размещения ротора с опорами. Вокруг центральной трубы были размещены шесть катушек. Катушки у задней стенки коммутировались между собой и тремя токовыводами, к которым подсоединялись клеммы медных проводов. Там же на задней стенке крепилась горловина заправки азотом с крышкой. Для удобства заливки жидкого азота крышка заливной горловины заменялась на воронку.
Ротор состоял из вала 8 мм из нержавеющей стали (вал от сломанного струйного принтера), на который был напрессован пластиковый корпус ротора, напечатанный на 3Д-принтере, с запрессованными в него магнитами. На конце вала крепилась цапфа воздушного винта.
Передняя опора ротора была напечатана из PLA-пластика на 3д принтере и в неё вставлялся керамический подшипник. Задняя опора также напечатана 3Д принтере и также с подшипником.
Комплект рамок с намотаным сверхпроводником и латунные токовыводы токарно-ручной работы.
Все было напечатано, склеено на суперклей, спаяно, собрано, замотано в криогель, красивый блестящий скотч и размещено на стенд.
Двигатель в сборе и готовый к первым испытаниям с заморозками
Первые запуски показали несовершенство конструкции. В принципе двигатель начинал вращаться, но из-за температурных деформаций клинили подшипники и ротор останавливался. А учитывая низкий крутящий момент двигателя, запустить его спустя 5 минут после заливки азотом не представлялось возможным. В какой-то момент показалось что двигатель все же начал крутиться, но вал оставался неподвижным. Как оказалось, из-за низкой температуры сжался пластиковый корпус ротора и, как следствие он развалился в тонких местах.
Корпус ротора в развале 🙁
Корпус ротора был напечатан заново. После установки корпуса ротора на вал и запрессовки магнитов, корпус был обклеен стеклонитью на циакрине.
Далее была борьба с опорами и подшипниками, чтобы они не клинили сразу (это ещё половина недели исследований, доработок и испытаний). В итоге, с новым корпусом ротора и новыми опорами, двигатель начал стабильно запускаться и мог продолжительное время выдавать тягу достаточную для полета самолета массой примерно 3 кг (время непрерывной работы около 1 мин).
Было решено ставить на самолет и лететь.
На тот момент у меня был пустой планер китайского самолета Hunter с размахом крыла 1.8 м. Я его немного адаптировал для установки двигателя. В частности задняя часть фюзеляжа была обрезана до точек крепления крыла для того чтобы сместить двигатель вперед и тем самым легче сбалансировать самолет.
Ещё решил не заморачиваться с автопилотом, а ставить радиоуправление. Итоговый вес самолета оказался в районе 3,6 кг.
У меня уже был опыт использования аппарата такой массы и на обычном бесколлекторном электрическом двигателе с резиновой катапультой этот самолет взлетал и летал продолжительное время и поэтому я решил что полет возможен (https://youtu.be/XcgAAbhTyxM).
Договорился с пилотом, выехал в поле и в итоге полет не получился.
Этому провалу сопутствовало несколько факторов:
Большой вес самолета при низкой мощности двигателя. Резино-катапульта разогнала самолет до начальной скорости, но низкая мощность двигателя и резкий набор высоты сразу после взлета привел к снижению скорости и, как следствие к сваливанию и падению самолета.
Некачественная аэродинамика. Стандартный фюзеляж планера был весьма «пухлый». Также аэродинамичности не прибавляет торчащий кусок силового шпангоута, к которому крепился двигатель, и две вертикальные плоскости в задней части фюзеляжа образованные срезом фюзеляжа и задней стенкой двигателя.
Есть ещё один фактор который по своему мог влиять на работу двигателя. Дело в том, что с наружи двигатель был покрыт алюминиевой лентой на самоклеящейся основе. А учитывая небольшое расстояние между ротором и стенкой переменные магнитные поля при вращении ротора создают противо ЭДС в тонком слое фольги. И при увеличении оборотов этот эффект только усиливается (демонстрация данного эффекта на примере колебания постоянного магнита над алюминиевой плитой).
Решения были следующие:
Чтобы снизить массу самолета, все детали были взвешены, измерены и создана весовая модель самолета. В итоге было решено переставить двигатель ещё ближе к передней части самолета. Убрать две АКБ общей массой 1000 г. Вместо неё будет установлена одна батарея массой примерно 300 г. Для соблюдения балансировки батарею должна быть выдвинута ещё вперед на 150 мм и для этого требовался новый фюзеляж.
Весовая модель самолета. Сверху старая модель, снизу модель с новым фюзеляжем и новой АКБ
Новый фюзеляж также должен улучшить аэродинамику самолета.
Потратив ещё несколько дней. Фюзеляж был спроектирован, вырезан на станке ЧПУ. Обклеен стеклотканью и покрашен.
Изготовление нового планера на фрезерном станке с ЧПУ Примерка нового фюзеляжа.
Предварительная сборка самолета
Алюминиевый скотч с поверхности двигателя был удален.
Помимо фюзеляжа были вырезаны силовые шпангоуты для усиления и подставка под самолет с новым фюзеляжем.
Подставка под самолет
Все было собрано и снова готово к полету.
В поле, перед самым взлетом произошел отказ двигателя. После нескольких попыток запустить двигатель я прозвонил обмотки двигателя и выявил обрыв одной фазы.
После разбора двигателя выяснилось, что во внутренней трубе напечатанной из пластика появилась трещина. В результате уровень азота был намного ниже необходимого и верхние проводники не охлаждались. Как результат, при подаче большого тока, самый верхний проводник, идущий к токовыводу, перегорел.
Но самое важно что корпус из напечатанного пластика уже не подлежал восстановлению.
На этот момент доступа к 3Д принтеру у меня не было, но был фрезерный станок ЧПУ. И так настала очередь плана Б.
План «Б»
Было решено сделать корпус двигателя из пеноплекса на фрезерном станке с ЧПУ. В двигателе, напечатанном на 3Д принтере, пластик выступал как прочная оболочка, обеспечивающая прочность и герметичность емкости, а поверхность теплоизолировалась криогелем толщиной 5 мм.
В новой конструкции внешний корпус статора изготовлен из пеноплекса. Он же должен обеспечивать герметичность,теплоизоляцию и частичную прочность (прямо-таки ТРИЗ). Для повышения прочности корпуса, снаружи пеноплекс обклеивался стеклотканью на эпоксидной смоле. В передней части двигателя также крепился силовой шпангоут из 2 мм стеклотекстолита. Внутри проходила труба для ротора и в верхней части емкости трубка для отвода газообразного азота. Обе трубки изготовлены из стеклоткани на эпоксидной смоле ЭТАЛ-Карбон Light.
Также заливная горловина была перенесена на боковую поверхность, так как при расположении на задней стенке, воронка для заливки мешала вращению воздушного винта и после заливки, перед запуском, приходилось её снимать. Это не принципиально при полетах, но при отработке и испытаниях постоянно менять воронку на крышку и обратно неудобно.
Разрез двигателя с корпусом из пеноплекса
Переднюю опору пришлось доработать, так как в новой конструкции она вставлялась со стороны винта.
Криостат с корпусом из пеноплекса в процессе изготовления.
Полученная конструкция была собрана и готова к проверке.
В этот раз я решил сделать предварительное опробование на стенде без выезда в поле. И в процессе проверок двигатель сгорел опять.
Катушка перегорела полностью.
Спустя два дня, моря разочарования, литра пива и 4 литров отборного чая решил предпринять последнюю попытку создать двигатель на сверх проводниках. Настала очередь плана В.
План «В»
Доработанная конструкция двигателя
У меня оставался второй комплект катушек намотанный на рамки. Также было ещё несколько рамок, из которых восстановил медный аналог.
За неделю восстановлен медный аналог для предварительной проверки, отработки и настроек контроллера.
Двигатель ВТСП, который я до этого собирал и испытывал, обозначен как №1. Он был разобран на отдельные элементы. Перегоревшие две катушки были заменены. Обмотки были заново скоммутированы. Была внедрена новая конструкция токовыводов.
Статоры в процессе изготовления. По порядку слева медный аналог, по центру новые катушки статора для двигателя №2, справа восстановленные катушки для двигателя №1 Готовый статор для двигателя №2. Немного видная конструкция токовыводов.
Для медного аналога были выпилены стенки спереди и сзади, чтобы двигатель можно было крепить аналогично криогенному. Два криогенных двигателя собирались параллельно с таким расчетом, чтобы большую часть настроек и испытаний сделать на №1, а окончательную настройку и полет выполнить на №2.
Обклеивание криостатов стеклотканью с эпоксидной смолой
Ротор для всех трех двигателей был один.
Готовые статоры всех двигателей и единый ротор для них.
Также на станке ЧПУ сделал простой стенд для измерения тяги и проверил его работу на обычном бесколлекторном электродвигателе.
Стенд для проверки двигателя и отработки параметров электронного контроллера управления частотой вращения двигателя.
После склейки и сборки ещё два дня занимался настройкой различных контроллеров. Довольно неплохо подходил контроллер Marcus SL110, но после нескольких испытаний все же он сгорел. Есть особенность таких контроллеров. При запуске двигателя они могут давать длительные серии импульсов. При запуске обычного медного бесколлекторного двигателя, ток ограничен сопротивлением подводящих проводов и обмоток, но в случает с двигателем ВТСП, ток ограничивается сопротивлением одних подводящих проводов. По этой причине предположительно и сгорел данный контроллер.
В итоге трех дней настроек удалось получить рабочую схему из батареи литий-полимерных аккумуляторов напряжением 24 В и ёмкостью 3.5 А*ч, контроллера Castle Fenix Edge Lite, и двигателя на сверхпроводниках №2.
Все было проверено на стенде со штатной батарей и приемником радиоуправления, установлено на самолет и проверено ещё раз в сборе.
Испарения азота истекающие из-под задней опоры двигателя.
Итак настал май.
2 мая я с готовым самолетом, жидким азотом и другой сопутствующей «хурмой» выехал на летное поле. Сам я рулить радиоуправляемым самолетом умею плохо, поэтому пришлось уговаривать местных пилотов. На мои просьбы отозвался Василий, хотя и предупредил, что возможно самолет разобьется. Но по сути, разбить самолет у меня было намного больше шансов.
Самолет с электродвигателем на сверхпроводниках готовый к полетам.
И первый полет закончился аварийной посадкой.
Быстрый осмотр показал, что внешне все целое и было принято решение сделать вторую попытку, но на меньшей мощности.
Перед второй попыткой мы провели небольшую проверку как работает двигатель на некоторых режимах и после определения решили взлетать.
На это раз полет оказался успешным.
На волне этого успеха хотели совершить ещё один полет, но видать подшипники снова начали подклинивать и двигатель не выдавал необходимой мощности, а в некоторые моменты он останавливался. И так мы решили, что одного полета хватит и можно заканчивать эту эпопею.
Самолет взлетел, совершил короткий полет и пусть он был недолгим, но тем не менее я считаю его можно рассматривать как первый полет летательного аппарата с тягой от силовой установки на сверхпроводниках.
Что дальше? Можно улучшить конструкцию ротора для увеличения крутящего момента. Есть идея, как сделать опоры в которых не будут замерзать и клинить подшипники. Сделать безрамочные катушки для улучшения охлаждения. Все это приведет к увеличению надежности, мощности и времени работы двигателя. А после этого прикрепить шасси, поставить на него автопилот, для сбора информации об эффективности двигателя и сделать ещё несколько полетов. но это уже будет второй или очередной полет — первый полет уже состоялся.
Для этого проекта продолжения не будет. Основная задача была сделать хотя бы один полет (см. начало статьи) и эта задача выполнена.
П.С. Хочу выразить благодарность сотрудникам компании «СуперОкс» за помощь, консультации и поддержку, а также за то что не пытались ограничить моё творческое безумие. Успехов Вам, и хорошего финансирования, на вашем долгом пути внедрения ВТСП в повседневную жизнь. Отдельная благодарность компании «SuperCam» г.Ижевск за предоставленный планер. Также спасибо компании «ЭНПЦ Эпитал» за консультации по эпоксидной смоле для жидкого азота.
И главная благодарность пилоту Василию, за то что не побоялся взять на себя ответственность за первый полет летательного аппарата с моим электрическим двигателем на сверхпроводниках и жидким азотом.
Источник



