
- Электромотор своими руками
- Как сделать авиамодельный двигатель типа ВЕТЕРОК 0,8
- Технические данные «Ветерка»
- Как же изготовить «Ветерок»?
- Порядок сборки головки цилиндра следующий.
- Сборка двигателя
- Моторы для моделей своими руками
- Как сделать авиамодельный двигатель типа ВЕТЕРОК 0,8
- Технические данные «Ветерка»
- Как же изготовить «Ветерок»?
- Порядок сборки головки цилиндра следующий.
- Сборка двигателя
- Самодельные микродвигатели для моделей «воздушного боя».
- Подвесной мотор для модели лодки своими руками
- Подвесной мотор для модели лодки своими руками
Электромотор своими руками
Сделать электромотор из того, что под руками вовсе не сложно.

Идею такого мотора я подсмотрел на сайте www.crafters.ucoz.ru Как видно на фото вверху для мотора нам понадобится скотч, пара булавок, магнит, батарейка и кусок медной проволоки.
Вместо обычной батарейки лучше взять аккумулятор потому как заряда батарейки для такого электромотора хватит не надолго. Возьмите медную проволоку и намотайте 30-50 витков вокруг батарейки.

Концы проволоки закрепите на противоположных краях получившегося ротора, они будут являться осью. Их можно завязать узлом.

Оба конца проволоки очистите от лаковой изоляции наждачной бумагой или ножом.

Теперь возьмите батарейку, скотч и булавки, прикрепите булавки скотчем в контактам батарейки, в ушки булавок вставьте приготовленный медный ротор.

ВНИМАНИЕ! В этот момент контур нашего ротора замыкает контакты батарейки и держать эту конструкцию в «спокойном» положении долго не рекомендуется! Электролит батарейки может сильно нагреваться, поэтому не делайте ротор меньше 30 витков, чем больше тем лучше (больше сопротивление). Теперь под ротор на батарейку положите магнит, он сам «прилипнет» к батарейке. Ротор начнет быстро вращаться.

Ротор не должен касаться магнита и даже лучше будет если магнит будет на расстоянии 5-10 мм от ротора. Попробуйте магнит в разных положениях, повращайте его, попробуйте отнести его подальше от медного ротора, добейтесь максимальной скорости вращения.

Это простейший пример электромотора, его схему мы не раз проходили в школе на уроках физики, но почему-то нам ни разу не показывали этой простой и интересной конструкции 🙂 Смотрим видео как работает этот самодельный моторчик.
Источник
Как сделать авиамодельный двигатель типа ВЕТЕРОК 0,8
Для советского человека не секрет, что микродвигатели можно сделать своими руками а не только купить готовый. В былые времена многие авиамоделисты сами себе изготавливали микродвигатели а та так же дорабатывали уже существующие. Ниже изложенная статья поможет узнать некоторые моменты самостоятельного изготовления микродвигателя маленького объема. На примере двигателя ветерок с рабочим объемом 0,8 см 3
Технические данные «Ветерка»
Диаметр цилиндра 10 мм
Ход поршня 10 мм
Рабочий объем 0,8 см 3
Рабочие обороты на винте 150х70 мм 12 800 об/мин
Мощность двигателя на валу 0,06 л. с.
Степень сжатия 9 атм
Состав горючего:
75% метилового спирта (метанол);
25% касторового масла.
Авиамодельный двигатель малого объема — около 1 см 3 — давняя мечта наших авиамоделистов. В первую очередь такой двигатель необходим моделистам-школьникам. Чем меньше объем двигателя, тем меньше усилий требуется для того, чтобы его завести. Поэтому двигатель в 1 см 3 наверняка найдет широкое распространение среди юных авиамоделистов. Кроме того, надо учесть, что в последнее время у авиамоделистов-спортсменов во всем мире значительно возрос общий уровень летных достижений моделей свободного полета и намечается стремление через год два уменьшить максимально допустимый рабочий объем двигателя для всех таймерных моделей чемпионатного класса с 2,5 м 3 до 1,5 или даже до 1 см 3 .
Наконец, микролитражные модельные двигатели малых кубатур (до 0,8 см 3 ) могут с успехом применяться и для моделей автомобилей, лодок, глиссеров.
Двигатель «Ветерок» был нами построен и испытан, причем выполнялись одновременно три экземпляра двигателя. Об одном из них мы и хотим вам рассказать.
Изготовление микролитражного двигателя «Ветерок» под силу любой станции юных техников, где есть простейшие токарные и фрезерные станки. Однако надо заметить, что только при аккуратном и точном выполнении всех советов по изготовлению детален и сборке двигателя можно получить желаемые результаты.
Двигатель «Ветерок» двухтактный, калильного типа, может работать на любом спиртовом горючем в смеси с касторкой.
Как же изготовить «Ветерок»?
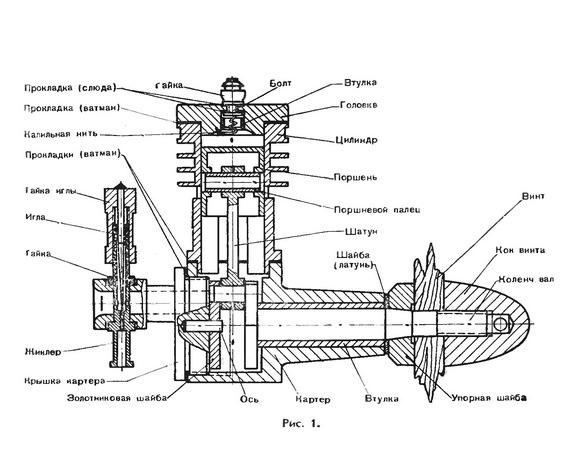
Начинать изготовление двигателя надо с самой главной детали — цилиндра. Цилиндр состоит из головки, втулки, болта, слюдяных прокладок, калильной нити, гайки и клиньев.
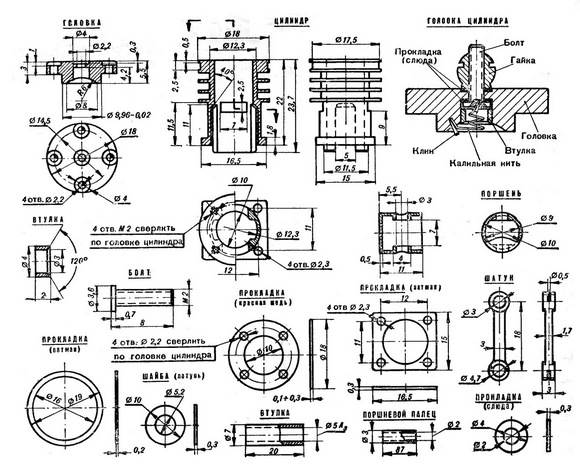
Сама головка изготовляется из материала Д16Т диаметром 20 мм. Пруток зажимается в кулачковый патрон, и производится полная обработка по чертежу той стороны прутка, где должна быть сферическая выемка. Далее сверлятся отверстия диаметром 4 и 22 мм. Сферическая выемка полируется пастой ГОИ. Затем деталь отрезается от заготовки. Обратная сторона детали обрабатывается в специальной оправке, которая зажимается в кулачковый патрон станка. Затем размечаются и сверлятся отверстия под винты крепления к цилиндру.
Болт точится из стали У5 по чертежу. В головке болта высверливается глухое отверстие диаметром 0,6 мм под медный клин для заделки калильной нити.
Это отверстие сверлится под углом к телу болта. Гайка и втулка точатся соответственно из латуни и дюралюминия Д16Т по чертежу.
Калильные нити можно делать из платиновой, родиевой или иридиевой проволоки. Возможно использование проволоки от старых термопар нагревательных термических печей, причем их необходимо калибровать фильерами.
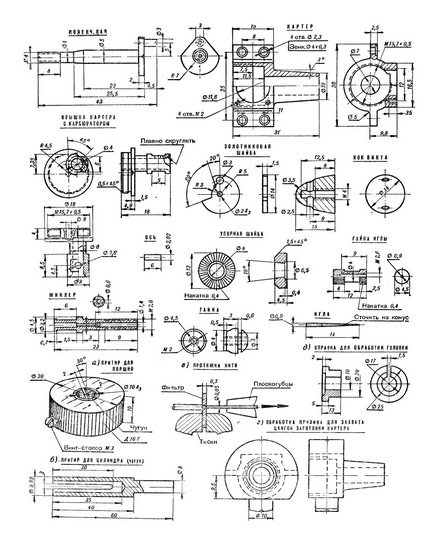
Фильер представляет собой пластинку из нержавеющей нагартованной стали (или из стали У8) толщиной 0,3 мм. В этой пластинке нужно пробить отверстие обломанной иглой с помощью молотка. Иглу держите плоскогубцами. Протяжка проволоки для нити показана на рисунке 3 в.
Нить наматывается в спираль на оправке диаметром 1 мм. Шаг намотки 0,6-0,7 мм.
Особенно хорошо работают спирали, свитые из двойной или тройной проволочки платины толщиной 0,05 мм
Порядок сборки головки цилиндра следующий.
Конец спирали закрепляется медным клином в болте ударами по бородке молоточком. На болт надеваются слюдяные прокладки толщиной 0,3 мм. Со стороны полусферы в головку вставляется болт. В выточку головки закладываются слюдяные прокладки общей толщиной 0,5 мм. За-тем навертывается латунная гайка» которая затягивается круглогубцами до полной герметичности головки. Необходимо проверить, изолирован ли болт от головки. При этом запрессовывается втулка, закрепляется по месту второй конец калильной спирали. Это производится при помощи медного клина. Теперь можно приступить к проверке исправности калильного элемента. Проверка производится под напряжением от одной аккумуляторной банки, дающей напряжение 1,2 — 1,4 в. Из холоднокатаной медной фольги разных толщин изготовляется несколько прокладок соответственно 0,1, 0,2, 0,3 мм. При доводке двигателя выбирается лучшая.
Заготовка цилиндра делается из прутка диаметром 20 мм (рис. 2). Эта заготовка обтачивается на станке до диаметра 18 мм, сверлится сверлом диаметром 9,5 мм. и затем у нее протачиваются наружные размеры. При нарезке ребер желательно подпереть цилиндр задней бабкой и прорезать на обратном ходу. После этого у него протачивается внутренний диаметр до размера 9,8 мм. Отрезанный от заготовка, цилиндр проходит слесарную обработку: опиливается фланец крепления (можно на наждачном круге), засверливаются отверстия в головке и фланце, нарезается резьба для крепления головки цилиндра, распиливаются выхлопные окна и фрезеруются перепускные каналы. Головка цилиндра подвергается термообработке до R 45 — 47, Желательно шлифовать зеркало цилиндра до размера диаметра 10 ± 0,02 мм. Окончательно доводится размер диаметра чугунным притиром с пастой ГОИ (рис. 3, б).
Особое внимание нужно уделить обеспечению герметичности, для чего на плите следует притереть верхний фланец цилиндра. Прокладка под цилиндр вырезается из ватмана (рис. 2).
Поршень точится на токарном станке из стали У10 или У12 диаметром 12 мм. Заготовка обтачивается до диаметра 11 мм и просверливается до диаметра 7 мм, глубиной 10,5 мм. Поршень растачивается внутри по размерам, приведенным на чертеже. Затем протачивается наружный размер до диаметра 10,2 или 10,3 мм, после чего поршень отрезается от заготовки. После этого сверлится отверстие под поршневой палец сверлом диаметром 2,9 мм и зачищается хорошей разверткой ЗА на малом ходу, с маслом. Калится поршень до Rс 60—62, шлифуется снаружи до размера 10 ± 0,02 мм и притирается по цилиндру чугунным притиром (рис. 3, а). Необходимо также притереть отверстие под поршневой палец медной проволокой толщиной 3 мм.
Поршневой палец делается из заготовки стали У8 или У10 диаметром 4 или 5 мм. Заготовка торцуется и засверливается сверлом диаметром 1,9 мм, а затем протачивается снаружи до диаметра 3,2 мм и отрезается от заготовки. После этого деталь следует закалить до Rс = 60-62. Наконец она шлифуется и притирается по отверстию в поршне.
Контур шатуна размечается вдоль проката на прессованном дюралюминиевом профиле Д16Т. Затем засверливаются два отверстия сверлом диаметром 2,9 мм на расстоянии 18 мм. Производится слесарная обработка по чертежу, после чего отверстия разворачиваются разверткой ЗА3 (с маслом), а затем зачищаются. Необходимо следить, чтобы в них не попал абразив, вызывающий сильный износ поршневого пальца. Поверхность шатуна полируется гладким стальным каленым стержнем.
Для коленчатого вала вытачивается заготовка из стали 12XH3A или из 18ХНВА диаметром 14 мм, длиной 43 мм. В ней засверливаются центровые углубления: два — по оси заготовки и два — смещенные от оси на 5 мм. Сначала обрабатывается палец кривошипа в смещенных центрах, после чего в центрах на оси протачивается шейка и носок коленчатого вала. Затем нарезается резьба М4. После этого производится слесарная обработка. Деталь цементируется на глубину 0,5 мм, калится до Rc — 42- 45 и, наконец, шлифуется с притиркой трущихся поверхностей.
На заготовке, зажатой в кулачковый патрон диаметром 50 — 55 мм из Д16Т, протачивается носок картера и кривошипная камера с нарезанием резьбы под крышку, после чего носок картера отрезается от заготовки по размеру, указанному на чертеже. В картер запрессовывается бронзовая втулка, выточенная заранее по чертежу (рис. 5). После этого производится разметка расположения цилиндра и засверливаются центровые углубления по оси цилиндра для обработки места его крепления.
Зажав заготовку картера в центрах, обрабатываете прилив диаметром 10 мм для захвата цангой (рис. 5, г). Зажав заготовку в цанге, обрабатываете место крепления цилиндра по чертежу.
Затем производится фрезерная и слесарная обработка картера. Задняя крышка картера (рис. 5) с карбюратором вытачивается из заготовки Д16Т за два приема. Сначала производится торцевание, затем обработка по внешним размерам и разделка отверстия под ось. На длине 18 мм отрезается крышка от заготовки и производится разметка отверстия карбюратора, которое засверливается сверлом диаметром 3,9 мм и разделывается разверткой 4А3. Деталь зажимается в центре, и производится токарная обработка корпуса карбюратора. После этого происходит слесарная обработка детали по чертежу (рис. 3).
Жиклер и гайка иглы вытачиваются из латуни Л59 или Л62 по чертежу (рис. 3).
Игла карбюратора изготовляется на токарном станке из проволоки ОВС, предварительно нормализованной (прогревается до 200 — 240°С в течение 20 — 30 мин.). Упорная шайба и кок (рис. 3) вытачиваются из Д16Т по чертежу. Крепежные винты подбираются по месту и диаметрам, указанным на чертежах. Размеры и материалы прокладок и шайб указаны на чертежах.
Ось изготовляется из проволоки ОВС диаметром 2,5 мм и шлифуется до чертежных размеров.
Золотниковая шайба (рис. 3) делается из 1,5 мм текстолита или гетинакса. На токарном станке вытачивается круглая заготовка, затем производится ее слесарная обработка по размер рам, указанным на чертеже, и притирается рабочая поверхность.
Сборка двигателя
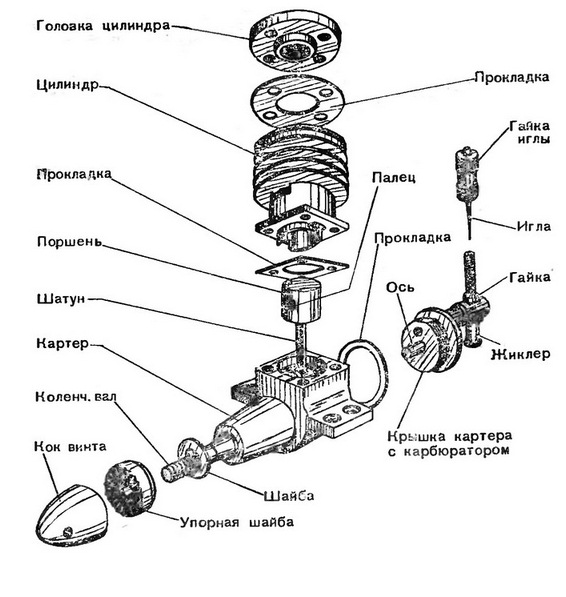
Сборка двигателя производится в следующей последовательности:
- 1) запрессовывается ось золотника;
- 2) надевается золотник, смазанный маслом;
- 3) вставляется в картер коленчатый вал, смазанный маслом;
- 4) соединяется шатун с поршнем поршневым пальцем, нижняя головка надевается на палец кривошипа коленчатого вала;
- 5) ввертывается в картер крышка с прокладкой и золотником;
- 6) прокладывается прокладка под цилиндр, смазываются поршень и цилиндр маслом, надевается цилиндр на поршень;
- 7) завертываются крепежные винты М2 длиной 5 мм;
- 8) проверяется легкость вращения коленчатого вала;
- 9) надевается упорная прокладка, упорная шайба, винт и кок, снова проверяется легкость вращения коленчатого вала;
- 10) устанавливается жиклер и гайка с иглой на карбюратор;
- 11) ставится на место головка с прокладками, и двигатель устанавливается на стенд; подсоединяется резиновой трубкой бачок с горючим;
- 12) подсоединив аккумулятор на массу и гайку головки цилиндра, проверните за винт вал двигателя; закрыв карбюратор пальцем, попытайтесь запустить двигатель, резко нажимая указательным пальцем на винт.
Применяется аккумулятор кадмиево-никелевый, марки КН-10 — 2 банки на 2,4 в.
Регулировка оборотов производится иглой карбюратора. Как только режим двигателя станет устойчивым, отсоедините провода от мотора. Необходимо перед эксплуатацией двигатель обкатать в течение 30 -35 мин.
Источник
Моторы для моделей своими руками
Как сделать авиамодельный двигатель типа ВЕТЕРОК 0,8
Для советского человека не секрет, что микродвигатели можно сделать своими руками а не только купить готовый. В былые времена многие авиамоделисты сами себе изготавливали микродвигатели а та так же дорабатывали уже существующие. Ниже изложенная статья поможет узнать некоторые моменты самостоятельного изготовления микродвигателя маленького объема. На примере двигателя ветерок с рабочим объемом 0,8 см 3
Технические данные «Ветерка»
Рабочие обороты на винте 150х70 мм 12 800 об/мин
Мощность двигателя на валу 0,06 л. с.
Состав горючего:
75% метилового спирта (метанол);
Авиамодельный двигатель малого объема — около 1 см 3 — давняя мечта наших авиамоделистов. В первую очередь такой двигатель необходим моделистам-школьникам. Чем меньше объем двигателя, тем меньше усилий требуется для того, чтобы его завести. Поэтому двигатель в 1 см 3 наверняка найдет широкое распространение среди юных авиамоделистов. Кроме того, надо учесть, что в последнее время у авиамоделистов-спортсменов во всем мире значительно возрос общий уровень летных достижений моделей свободного полета и намечается стремление через год два уменьшить максимально допустимый рабочий объем двигателя для всех таймерных моделей чемпионатного класса с 2,5 м 3 до 1,5 или даже до 1 см 3 .
Наконец, микролитражные модельные двигатели малых кубатур (до 0,8 см 3 ) могут с успехом применяться и для моделей автомобилей, лодок, глиссеров.
Двигатель «Ветерок» был нами построен и испытан, причем выполнялись одновременно три экземпляра двигателя. Об одном из них мы и хотим вам рассказать.
Изготовление микролитражного двигателя «Ветерок» под силу любой станции юных техников, где есть простейшие токарные и фрезерные станки. Однако надо заметить, что только при аккуратном и точном выполнении всех советов по изготовлению детален и сборке двигателя можно получить желаемые результаты.
Двигатель «Ветерок» двухтактный, калильного типа, может работать на любом спиртовом горючем в смеси с касторкой.
Как же изготовить «Ветерок»?
Начинать изготовление двигателя надо с самой главной детали — цилиндра. Цилиндр состоит из головки, втулки, болта, слюдяных прокладок, калильной нити, гайки и клиньев.
Сама головка изготовляется из материала Д16Т диаметром 20 мм. Пруток зажимается в кулачковый патрон, и производится полная обработка по чертежу той стороны прутка, где должна быть сферическая выемка. Далее сверлятся отверстия диаметром 4 и 22 мм. Сферическая выемка полируется пастой ГОИ. Затем деталь отрезается от заготовки. Обратная сторона детали обрабатывается в специальной оправке, которая зажимается в кулачковый патрон станка. Затем размечаются и сверлятся отверстия под винты крепления к цилиндру.
Болт точится из стали У5 по чертежу. В головке болта высверливается глухое отверстие диаметром 0,6 мм под медный клин для заделки калильной нити.
Это отверстие сверлится под углом к телу болта. Гайка и втулка точатся соответственно из латуни и дюралюминия Д16Т по чертежу.
Калильные нити можно делать из платиновой, родиевой или иридиевой проволоки. Возможно использование проволоки от старых термопар нагревательных термических печей, причем их необходимо калибровать фильерами.
Фильер представляет собой пластинку из нержавеющей нагартованной стали (или из стали У8) толщиной 0,3 мм. В этой пластинке нужно пробить отверстие обломанной иглой с помощью молотка. Иглу держите плоскогубцами. Протяжка проволоки для нити показана на рисунке 3 в.
Нить наматывается в спираль на оправке диаметром 1 мм. Шаг намотки 0,6-0,7 мм.
Особенно хорошо работают спирали, свитые из двойной или тройной проволочки платины толщиной 0,05 мм
Порядок сборки головки цилиндра следующий.
Конец спирали закрепляется медным клином в болте ударами по бородке молоточком. На болт надеваются слюдяные прокладки толщиной 0,3 мм. Со стороны полусферы в головку вставляется болт. В выточку головки закладываются слюдяные прокладки общей толщиной 0,5 мм. За-тем навертывается латунная гайка» которая затягивается круглогубцами до полной герметичности головки. Необходимо проверить, изолирован ли болт от головки. При этом запрессовывается втулка, закрепляется по месту второй конец калильной спирали. Это производится при помощи медного клина. Теперь можно приступить к проверке исправности калильного элемента. Проверка производится под напряжением от одной аккумуляторной банки, дающей напряжение 1,2 — 1,4 в. Из холоднокатаной медной фольги разных толщин изготовляется несколько прокладок соответственно 0,1, 0,2, 0,3 мм. При доводке двигателя выбирается лучшая.
Заготовка цилиндра делается из прутка диаметром 20 мм (рис. 2). Эта заготовка обтачивается на станке до диаметра 18 мм, сверлится сверлом диаметром 9,5 мм. и затем у нее протачиваются наружные размеры. При нарезке ребер желательно подпереть цилиндр задней бабкой и прорезать на обратном ходу. После этого у него протачивается внутренний диаметр до размера 9,8 мм. Отрезанный от заготовка, цилиндр проходит слесарную обработку: опиливается фланец крепления (можно на наждачном круге), засверливаются отверстия в головке и фланце, нарезается резьба для крепления головки цилиндра, распиливаются выхлопные окна и фрезеруются перепускные каналы. Головка цилиндра подвергается термообработке до R 45 — 47, Желательно шлифовать зеркало цилиндра до размера диаметра 10 ± 0,02 мм. Окончательно доводится размер диаметра чугунным притиром с пастой ГОИ (рис. 3, б).
Особое внимание нужно уделить обеспечению герметичности, для чего на плите следует притереть верхний фланец цилиндра. Прокладка под цилиндр вырезается из ватмана (рис. 2).
Поршень точится на токарном станке из стали У10 или У12 диаметром 12 мм. Заготовка обтачивается до диаметра 11 мм и просверливается до диаметра 7 мм, глубиной 10,5 мм. Поршень растачивается внутри по размерам, приведенным на чертеже. Затем протачивается наружный размер до диаметра 10,2 или 10,3 мм, после чего поршень отрезается от заготовки. После этого сверлится отверстие под поршневой палец сверлом диаметром 2,9 мм и зачищается хорошей разверткой ЗА на малом ходу, с маслом. Калится поршень до Rс 60—62, шлифуется снаружи до размера 10 ± 0,02 мм и притирается по цилиндру чугунным притиром (рис. 3, а). Необходимо также притереть отверстие под поршневой палец медной проволокой толщиной 3 мм.
Поршневой палец делается из заготовки стали У8 или У10 диаметром 4 или 5 мм. Заготовка торцуется и засверливается сверлом диаметром 1,9 мм, а затем протачивается снаружи до диаметра 3,2 мм и отрезается от заготовки. После этого деталь следует закалить до Rс = 60-62. Наконец она шлифуется и притирается по отверстию в поршне.
Контур шатуна размечается вдоль проката на прессованном дюралюминиевом профиле Д16Т. Затем засверливаются два отверстия сверлом диаметром 2,9 мм на расстоянии 18 мм. Производится слесарная обработка по чертежу, после чего отверстия разворачиваются разверткой ЗА3 (с маслом), а затем зачищаются. Необходимо следить, чтобы в них не попал абразив, вызывающий сильный износ поршневого пальца. Поверхность шатуна полируется гладким стальным каленым стержнем.
Для коленчатого вала вытачивается заготовка из стали 12XH3A или из 18ХНВА диаметром 14 мм, длиной 43 мм. В ней засверливаются центровые углубления: два — по оси заготовки и два — смещенные от оси на 5 мм. Сначала обрабатывается палец кривошипа в смещенных центрах, после чего в центрах на оси протачивается шейка и носок коленчатого вала. Затем нарезается резьба М4. После этого производится слесарная обработка. Деталь цементируется на глубину 0,5 мм, калится до Rc — 42- 45 и, наконец, шлифуется с притиркой трущихся поверхностей.
На заготовке, зажатой в кулачковый патрон диаметром 50 — 55 мм из Д16Т, протачивается носок картера и кривошипная камера с нарезанием резьбы под крышку, после чего носок картера отрезается от заготовки по размеру, указанному на чертеже. В картер запрессовывается бронзовая втулка, выточенная заранее по чертежу (рис. 5). После этого производится разметка расположения цилиндра и засверливаются центровые углубления по оси цилиндра для обработки места его крепления.
Зажав заготовку картера в центрах, обрабатываете прилив диаметром 10 мм для захвата цангой (рис. 5, г). Зажав заготовку в цанге, обрабатываете место крепления цилиндра по чертежу.
Затем производится фрезерная и слесарная обработка картера. Задняя крышка картера (рис. 5) с карбюратором вытачивается из заготовки Д16Т за два приема. Сначала производится торцевание, затем обработка по внешним размерам и разделка отверстия под ось. На длине 18 мм отрезается крышка от заготовки и производится разметка отверстия карбюратора, которое засверливается сверлом диаметром 3,9 мм и разделывается разверткой 4А3. Деталь зажимается в центре, и производится токарная обработка корпуса карбюратора. После этого происходит слесарная обработка детали по чертежу (рис. 3).
Жиклер и гайка иглы вытачиваются из латуни Л59 или Л62 по чертежу (рис. 3).
Игла карбюратора изготовляется на токарном станке из проволоки ОВС, предварительно нормализованной (прогревается до 200 — 240°С в течение 20 — 30 мин.). Упорная шайба и кок (рис. 3) вытачиваются из Д16Т по чертежу. Крепежные винты подбираются по месту и диаметрам, указанным на чертежах. Размеры и материалы прокладок и шайб указаны на чертежах.
Ось изготовляется из проволоки ОВС диаметром 2,5 мм и шлифуется до чертежных размеров.
Золотниковая шайба (рис. 3) делается из 1,5 мм текстолита или гетинакса. На токарном станке вытачивается круглая заготовка, затем производится ее слесарная обработка по размер рам, указанным на чертеже, и притирается рабочая поверхность.
Сборка двигателя
Сборка двигателя производится в следующей последовательности:
- 1) запрессовывается ось золотника;
- 2) надевается золотник, смазанный маслом;
- 3) вставляется в картер коленчатый вал, смазанный маслом;
- 4) соединяется шатун с поршнем поршневым пальцем, нижняя головка надевается на палец кривошипа коленчатого вала;
- 5) ввертывается в картер крышка с прокладкой и золотником;
- 6) прокладывается прокладка под цилиндр, смазываются поршень и цилиндр маслом, надевается цилиндр на поршень;
- 7) завертываются крепежные винты М2 длиной 5 мм;
- 8) проверяется легкость вращения коленчатого вала;
- 9) надевается упорная прокладка, упорная шайба, винт и кок, снова проверяется легкость вращения коленчатого вала;
- 10) устанавливается жиклер и гайка с иглой на карбюратор;
- 11) ставится на место головка с прокладками, и двигатель устанавливается на стенд; подсоединяется резиновой трубкой бачок с горючим;
- 12) подсоединив аккумулятор на массу и гайку головки цилиндра, проверните за винт вал двигателя; закрыв карбюратор пальцем, попытайтесь запустить двигатель, резко нажимая указательным пальцем на винт.
Применяется аккумулятор кадмиево-никелевый, марки КН-10 — 2 банки на 2,4 в.
Регулировка оборотов производится иглой карбюратора. Как только режим двигателя станет устойчивым, отсоедините провода от мотора. Необходимо перед эксплуатацией двигатель обкатать в течение 30 -35 мин.
Самодельные микродвигатели для моделей «воздушного боя».
Приветствую!! Представляю для обзора очередные самоделки бойцовых двс. В 70е-80е годы почти в каждом городе , где были авиамодельные клубы, были команды класса -» воздушный бой » . И моделисты из этих команд пытались изготавливать собственные микро двс , у кого то они получались удачными—и попадали к моделистам других городов, у кого то -не очень, и эксплуатировались только одним клубом. С каждым годом двс улучшались и изменялись. Устаревшие двс шли на обучение на обучение новичков, после выработки ресурса — попадали в коробки с двс хламом)) А уже из коробок— попадали в коллекции. Так самоделки попадают ко мне.
Два самодельных двс объединил в одну статью из-за расположения выхлопа — вверх. Первый двс был изготовлен Валерием Бусаровым- в 79-80г —в московской обл. Второй более ранний — середина 70х., горьковская обл— Арзамас 16 (Саров) , на двс есть инициалы М С М.
Калильные двс имеют рабочий объём 2,47 кб. см.. Ход поршня 14 мм, диаметр поршня 15.. У первого двс продувка трёхканальная Шнюрле. У второго- изначально была двухканальная Шнюрле, но позднее в картере был выфрезерован средний- доп канал. Пары-» чёрные «.
Первый двс более современный — вал 7 мм с внутренней резьбой м5 под кок. Длина двс без кока 62 мм. У второго двс- вал 5 мм. Длина двс без кока- 77 мм. Валы вращаются в подшипниках качения.
Первый двс имеет заднюю стенку , вкручивающуюся в картер по резьбе. В стенку установлен штуцер отбора давления в бак. У второго двс задняя стенка крепится четырьмя болтами.
Двс — В. Бусарова : голова крепится 4мя болтами, но как видно на первых местах крепления была сорвана резьба , пришлось делать новые отверстия с резьбой. Можно было перерезать на м 3,5-но наверно не нашлось метчика и плашки. Двс выполнен аккуратно. В инете попадаются фото двс из этой серии, т.е было изготовлено минимум 10 шт. Можно предположить-пользовался спросом у моделистов «воздушного боя «. Этот двс без отверстия для крепления тросиком к картеру- т.е. был положен в коробку до изменения в правилах по Т.Б..
В заднюю стенку двс из горьковской области запрессована стальная отполированная пластина, зафиксирована накаткой ). Гильза или вся пара возможно заменена при изготовлении третьего канала в картере. В отличии от первого двс- на этом отсутствует штуцер давления.
Подвесной мотор для модели лодки своими руками
Тема раздела Судомодели. Общий в категории Судомодели; Были во времена моего детства подвесные моторчики. Как сейчас помню — ценой 3 руб 40 коп. Куда делись ? Нигде .
Опции темы
Подвесной мотор для модели лодки своими руками
Были во времена моего детства подвесные моторчики. Как сейчас помню — ценой 3 руб 40 коп. Куда делись ? Нигде нет. Даже на алиэкспресс у китайцев. Надо делать самому. Ничего по моему сложного. За 6 час сотворил раму и испытал. Все крутится.

На eBay на любой цвет и вкус, да и Graupner вроде до сих пор выпускает.
Но тема, интересная, подпишусь
Интересный опыт, вполне можно было выложить в теме «Судомодельный кружок. Всё о нём любимом». А вот в этой теме, так же строят неплохие подвесные моторы. Лодки в Нашей мастерской.
Мне кажется тут моторы покупные. Только модернизируют вручную. Или я не прав ? Еще раз пролез по алиэкпресс — ну нет и все. Попробую поискать еще по наводке.
Пытался выложить видео испытаний рамы мотора — не получилось. Не принимает ни формат wav, ни avi, ни mpeg4. на загрузке доходит до 42 мп и все исчезает . Что делать ?
Ну не знаю, по моему, просто качественная работа умельца.
Нет, точно покупные. Все идеального размера и винты. Ну да ладно. К своим баранам. Сделал корпус для мотора ( разборный ). Не судите строго, я не профессионал. Неказистый получился моторчик. Но главное похож на настоящий. С винтом проблемка — надо делать больше на пару миллиметров диаметр. Покопаюсь в ютубе — может найду как из подручных материалов делать. Но пока работает. Это радует. Теперь что — делать лодку ?
Все моторы за исключением чёрного сделаны вручную включая винты. Из покупного только движок да и тот получил апгрейд
Ну что сказать ? Значит мастер — не ровня мне, что мастерит на колене

Посмотрел ссылку. Посмеялся. 110 $ за подобие. Видно что соединение винта с мотором посредством гибкого соединителя. Да и пользоваться е-беем стремно — нет никакой гарантии. Я все таки попытаюсь загрузить свое видео испытаний своего моторчика. Тяга примерно полкило — кило. Нет не получилось . На 37 процентах загрузки файла все срезалось. Публикую ссылку с ютуба, где зафиксировал это испытание.
Согласен что гибкое соединение внушает некоторые опасения в модели которая ходит по воде на удалении от берега и где бывает глубоко. Я тоже за повторение оригинала.
Но например Эдуарду при создании копии, а как я понимаю он делал по чертежам с оригинала не удалось добиться надежности присущей оригиналу. Хотя если мы говорим о модели для полки чего как я понимаю тут 99%, то любой вариант сойдёт.
Тем не менее ваши пробы пера тоже интересны с точки зрения изучения стороннего опыта.
С интересом слежу за развитием темы.
В принципе мотор создал. Правда насколько хватит полимерных китайских шестеренок не знаю. Поэтому сделал корпус разборным. Но уже опыт есть. Если этот первый мотор сделал практически на коленке, то уж деловой какой либо буду делать конечно со всеми втулками пр. усилениями. Радует одно, что по сравнению с е-беем мне это обошлось в 210 руб за электромотор, 97 руб за шестеренки ( выписал из Китая), итого 307 руб + пара дней на сборку и день на регулировку. Получил моральное и материальное удовлетворение. Для модели полки ? Ну не знаю. Я вообще то не «полочник». Лодку под него когда нибудь сделаю. Тяга у него хорошая. Но надо подумать , что за лодку. Без прибамбасов я не могу. А что за прибамбасы . Возможно лодка будет рыбацкой типа «Прогресс» с рыбаком на управлении. И рыбак должен будет управлять лодкой, а не тяги с серво. Тут надо поломать голову как самого рыбака сотворить, чтобы он как живой двигал руками. Хм. Заманчиво. Буду думать. Рыбак. да.
Ютуб в помощь. Там много таких моделей. С прибамбасами.
Побольше бы таких моделей на этом форуме и в реальных покатушках.
Не в гордыню будет сказано, но оказалось что американцы следят за моими изысканиями. Прикол: американский клуб судомоделистов «Адмирал» из Сент Луиса запросил у меня информацию, как работает система запала на моем ракетном катере «China Cat» ? Там я пускал друг за другом четыре ракеты из четырех ракетных шахт. Правда вышли только три. И тут я понял — они действительно тупы, если до такого не могли «дотупить». Или у них так далеко ушло, что они без микросхем не представляют судомоделизм. Выходит, что чем проще — тем лучше ? По идее так то оно так. Но хорошую модель для соревнований на простоте не слепишь. Хорошо, что я не спортсмен. Хоть полету фантазии можно дать свободу. Пришлось разжевать им и в рот положить и группу контактов, и нихромовую нить, и китайские водометы и пр. Но как то так получается, что ждать от меня скорых новостей по лодке не придется. Это отдаленная перспектива. По ходу на очереди гусеничная установка «Солнцепек» с китайскими ракетками или «Метеор» или «Ариель». А это я буду озвучивать в ветке «авто».
Ба. Прошуровал ютуб. НЕТ МОДЕЛЕЙ С ПОДВЕСНЫМИ МОТОРАМИ ! Это что за фигня ?
Последний раз редактировалось Kurtdania; 14.09.2018 в 23:04 .
Удалили что ли все или вам недоступен просмотр.
Вообще нет ничего. Кроме той мастерской с пацаном. Тк что надо восполнять пробел !Если найдете модели с подвесными моторами — дайте знать..
Какой у вас алгоритм поиска?
Ищите по словам «outboard motor rc boat», например:
Поддержу предыдущего автора, только запросы надо конкретизировать.
Куда ставят подвесные моторы? На надувнушки и на лодки с надувными бортами но жестким днищем.
Ещё надо стоит оценивать где наиболее развит моделизм. Это Германия. В итоге имеет следующие виды запросов:
Источник



