
- Изготовление профилегиба своими руками — чертежи самодельного станка
- Для чего необходим профилегиб?
- Виды профилегибочных станков
- Два варианта простейших самодельных профилегибов
- Чертежи для изготовления самодельного гибочного устройства
- Изготовление профилегиба своими руками
- Разновидности профилегибов
- Электрический трубогиб
- Ручная конструкция
- Изготовление профильной продукции
- Этапы производства
- Делаем станок своими руками
- Виды профилегибочных станков и их устройства
- По типу привода
- По способу изгиба
- По месту расположения подвижного вала
- Виды профилегибов
- Способы сгибания
- Особенности конструирования станка
- Выбор конструктивов и материалов
- Принцип работы профилегиба
- Конструкция самодельного гибочного станка на чертеже
- Изготовление самодельных схем
- С учетом типажа своего изгибаемого профиля
- Какие нужны материалы и нюансы конструкций
Изготовление профилегиба своими руками — чертежи самодельного станка
Не каждый в состоянии приобрести себе заводской станок для гибки различных металлических профилей, да и потребность в нем может возникать редко. В таких ситуациях на помощь придет профилегиб – несложное ручное устройство, которое можно изготовить самостоятельно.
Один из вариантов исполнения профилегиба
Для чего необходим профилегиб?
Сделать профилегиб своими руками совсем несложно, а применять его еще проще. Как следует из его названия, он необходим для придания изогнутой формы металлическим профилям различного сечения. При помощи профилегиба можно выполнять следующие технологические операции:
- сгибание заготовок с цельным профилем квадратного или прямоугольного сечения;
- гибка различных видов сортового проката (швеллеры, двутавры, уголки);
- придание изогнутой формы трубам, изготовленным из различных металлов;
- выполнение гибки металлических прутков различного сечения.

Самодельный профилегиб с гидравлическим домкратом
Конструкция профилегибов разработана таким образом, что их рабочие органы – ролики – могут как воздействовать на отдельный участок заготовки, так и оказывать давление по всей ее длине. Благодаря особенностям своего устройства, профилегибочные станки эффективно выполняют гибку металлических профилей без их предварительного нагрева и позволяют получать контуры с различными углами изгиба – вплоть до 360°.
Профилегиб дает возможность получать металлические контуры с различающимися или одинаковыми углами изгиба, симметричной или ассиметричной конфигурации. Сделать изгиб металлической заготовки в горизонтальной или вертикальной плоскости с помощью такого приспособления можно за один прокат через его ролики.
Профилегиб позволяет получать гнутые металлические изделия следующих конфигураций:
- замкнутые и открытые;
- спиралевидные, выполненные из металлических профилей или труб;
- окружности различного диаметра.
Как электрические, так и ручные профилегибы активно используются для производства деталей и оборудования для энергетической, нефтеперерабатывающей, химической, мебельной, строительной и многих других отраслей промышленности. Широкое применение нашли такие приспособления и в небольших частных мастерских.
Виды профилегибочных станков
Профилегибы делятся на три основные категории.
Это наиболее мощные из профилегибов, используемые преимущественно для оснащения промышленных предприятий. Профилегибочный станок гидравлического типа относится к категории стационарного оборудования, с его помощью на производственных предприятиях можно эффективно и оперативно выполнять гибку профилей любого сечения в любых количествах. Гидравлический профилегиб имеет такие значимые преимущества, как простота эксплуатации и отсутствие необходимости в применении физической силы в процессе гибки. В качестве недостатка таких профилегибов можно отметить только то, что для их работы необходимо подключение к электрической сети.

Гидравлический профилегибочный станок — HPK 65
Хотя это оборудование и обладает меньшими размерами, чем гидравлическое, оно также относится к категории стационарного. Использование электрических профилегибов дает возможность изготавливать гнутые контуры, точно соответствующие чертежу, а также обеспечивать прочность готовых изделий в местах сгиба. Электрические профилегибы используются для оснащения небольших предприятий и мастерских (то есть там, где нет необходимости гнуть профили большого сечения). Существует также электромеханическое оборудование, которое работает в полуавтоматическом режиме под контролем оператора.

Самодельный профилегиб с электроприводом
Такое оборудование для гибки металлических профилей отличается небольшими габаритами, простотой эксплуатации и доступной ценой. Именно ручной профилегиб чаще всего можно встретить в частных мастерских или гаражах, где он применяется для того, чтобы при необходимости сделать гнутый профиль из металлического профиля или трубы небольшого сечения. Следует иметь в виду, что при использовании такого профилегиба практически невозможно проконтролировать и уж тем более получить изгиб, соответствующий чертежу. Кроме того, чтобы сделать изгиб профиля или трубы на ручном профилегибе, придется приложить значительные физические усилия. Однако все эти недостатки с лихвой окупаются доступной стоимостью ручного профилегиба, особенно если сравнивать ее с ценой гидравлических или электрических станков.

Универсальный ручной профилегибочный станок ПГ-4
Два варианта простейших самодельных профилегибов
Ручное приспособление для сгибания металлических профилей различного сечения, как уже было сказано выше, легко сделать своими руками. Профилегиб может оказаться полезным во многих бытовых ситуациях. Самодельное устройство, с помощью которого можно гнуть профили небольшого сечения, поможет вам самостоятельно изготовить или отремонтировать конструкции, в которых используются изогнутые под разными углами трубы или профили.
Прежде чем приступить к изготовлению, необходимо точно определиться с конструкцией самодельного профилегиба и выполнить хотя бы простейший чертеж. На этом этапе могут помочь многочисленные фото и видео подобных приспособлений, которые можно найти в интернете.
Начнем с самых простых конструкций, простота которых автоматически означает, что функционал таких устройств будет весьма ограниченным. Но в ряде случаев возможностей таких приспособлений вполне хватит, а простота и дешевизна их производства позволят в сжатые сроки приступить к работе.
Для того чтобы сделать приспособление для гибки труб диаметром до 20 мм, вам не придется даже смотреть обучающее видео. Такой профилегиб имеет очень простую конструкцию, состоящую из бетонного основания и зафиксированных в ней стальных штырей, между которыми и производится гибка.
Профилегиб: вид сбоку
Прежде всего, необходимо утрамбовать участок грунта небольшого размера, засыпать его щебнем и выровнять. Затем этот участок надо залить бетонным раствором, который готовится из смеси песка и цемента (в соотношении 4:1). Прежде чем вы начнете заливать бетонный раствор, на подготовленном основании необходимо укрепить несколько отрезков швеллеров или труб диаметром не меньше 70 мм. При этом зафиксировать их необходимо так, чтобы с поверхностью основания они составляли угол 90°, а между выставленными металлическими отрезками было выдержано расстояние порядка 4–5 см.
Неказистая на вид, но вполне работоспособная самоделка
После того как будет залит бетонный раствор, надо выдержать определенное время. Через 2–3 дня таким самодельным трубогибом уже можно пользоваться. Сгибаемую трубу или профиль помещают между выступающими над бетонным основанием штырями и загибают на требуемый угол. Что удобно, такой трубогиб, сделанный своими руками, можно успешно использовать для сгибания изделий из нержавеющей стали.
Если же вам надо сгибать трубы с диаметром более 20 мм, то самодельное приспособление для этого будет выглядеть несколько сложнее. Чтобы сделать такой трубогиб, вам также необходимо залить бетонное основание и зафиксировать в нем два металлических прутка круглого сечения. Штыри в данном случае будут служить осями для размещения на них роликов, размеры желобков которых должны соответствовать диаметру сгибаемой трубы. Используют такой профилегиб следующим образом: трубу заводят между роликами и один ее конец надежно фиксируют. Второй конец посредством металлического троса крепят к ручной или электрической лебедке, которая и создает необходимое усилие для выполнения изгиба.

Простой ручной профилегиб для сгибания профтруб на угол 90°
Существует еще один вариант несложного устройства, которое позволит вручную сгибать профильные трубы на угол 90°. Его конструкция вполне понятна по фото, стоит лишь отметить, что невысокая борозда на сгибе значительно упростит работу и уменьшит необходимое усилие, которое нужно будет прикладывать при сгибании профильных труб.
Чертежи для изготовления самодельного гибочного устройства
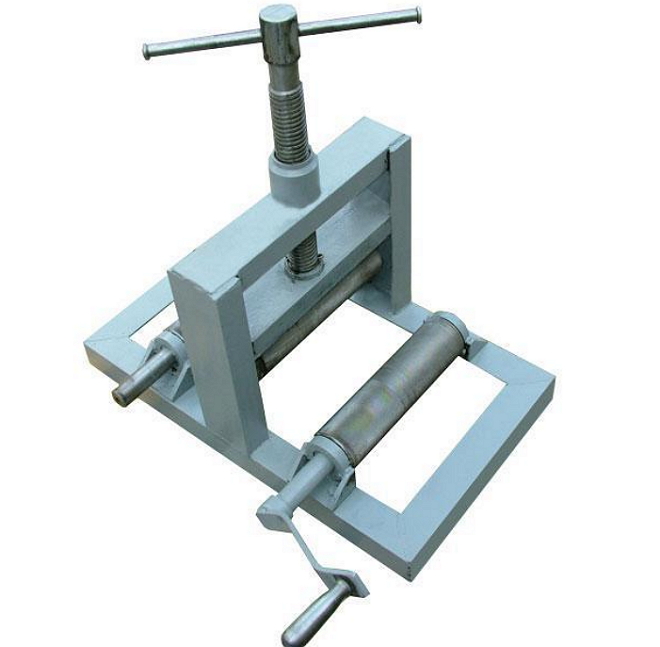
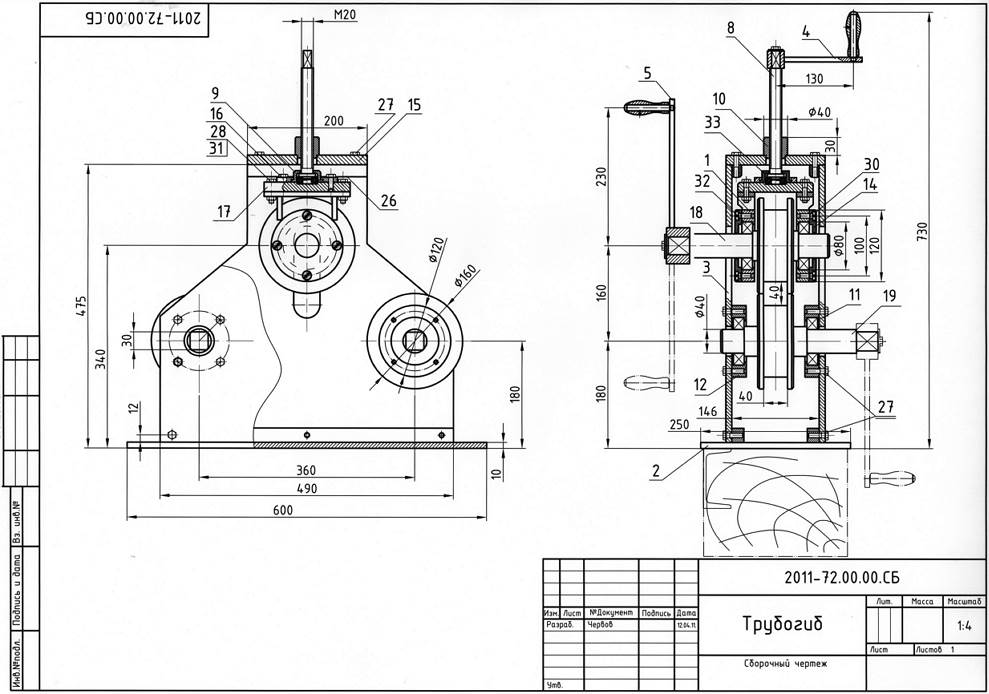
Для того чтобы сделать качественный и работоспособный трубогиб, лучше всего использовать чертеж (его можно как начертить, так и найти в интернете). В качестве примера рассмотрим схему одного из таких приспособлений, которое можно сделать своими руками для гибки труб квадратного или прямоугольного сечения.
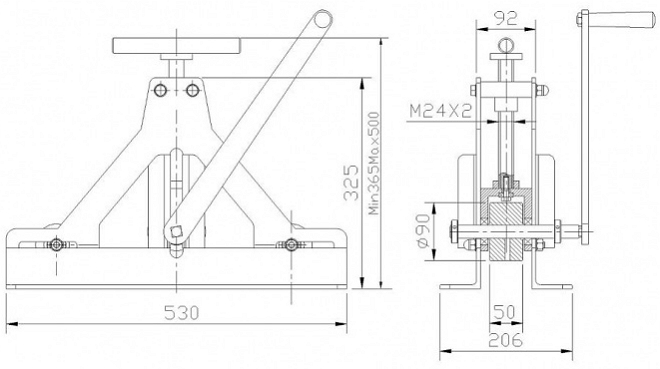
Чертеж ручного профилегиба с тремя роликами
Упрощенный самодельный вариант приведенного выше чертежа
Основными элементами такого устройства являются три ролика, два из которых используются в качестве опор, а третий является рабочим валом. Чтобы облегчить гибку трубы, рабочий ролик профилегиба деформирует ее постепенно, пока не будет получен изгиб с требуемыми параметрами. Постепенное воздействие на сгибаемую трубу обеспечивается тем, что рабочий вал обладает некоторым свободным ходом, который ограничивается специальными направляющими.
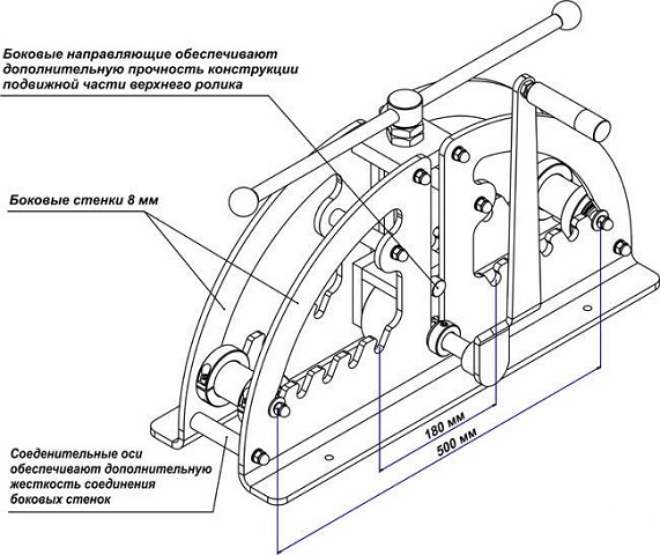
Схема профилегиба в заводском исполнении, который можно взять за основу для самодельного устройства

Внешний вид готового заводского профилегиба
Конструкция такого самодельного трубогиба включает в себя следующие элементы:
- пластины толщиной 5–8 мм;
- массивную несущую пластину;
- четыре уголка длиной 30 см, с размером полок 5 см;
- вспомогательные ролики.
На массивную пластину приваривают два уголка, которые будут выполнять роль направляющих, и при помощи болтов фиксируют вспомогательные ролики. К нижней части основания для придания ему большей жесткости приваривают два уголка. К верхним торцам направляющих уголков приваривают пластину с отверстием, диаметр которого должен быть больше, чем сечение винта, используемого для оказания требуемого давления на сгибаемую трубу.
Чертеж еще одного варианта профилегиба (нажмите, чтобы увеличить)

Вариант с основанием из швеллеров
В завершение остается выполнить монтаж рабочего винта, нижняя часть которого жестко соединена с рабочим роликом, формирующим требуемый изгиб трубы. Для того чтобы обрабатываемая труба перемещалась по вспомогательным роликам, можно использовать ручной (при помощи специальной рукоятки) или электрический привод.
Когда профилегиб будет собран по чертежу, можно сделать пробную гибку, чтобы отрегулировать работу всех его элементов, и уже после этого использовать его по прямому назначению.
Источник
Изготовление профилегиба своими руками

Разновидности профилегибов
 Конструкции для деформации профилей имеют несколько классификаций. Они могут отличаться друг от друга по степени мобильности, типу привода и передаточного механизма. По типу привода изделие может быть: гидравлическим; ручным; электрическим.
Конструкции для деформации профилей имеют несколько классификаций. Они могут отличаться друг от друга по степени мобильности, типу привода и передаточного механизма. По типу привода изделие может быть: гидравлическим; ручным; электрическим.
Прибор гидравлического типа больше всего распространен в промышленных сферах, он способен быстро и качественно обрабатывать конструкции разных размеров. Также он актуален при работе с канализацией или трубопроводом. Гидравлические трубогибы бывают как заводскими, так и самодельными. Однако если вы собираетесь их делать своими руками, нужно иметь достаточный опыт работы с промышленным оборудованием.
Электрический трубогиб
 Такая конструкция не очень габаритная и тяжелая, но должна устанавливаться стационарно. Благодаря им можно проделывать качественные и точные работы. Профилегибы такого типа могут быть как целиком электрическими, так и частично механическими. Второй вариант будет стоить дешевле, но управление им будет частично ручным. А приборы с автоматикой для долгой автономной работы обойдутся намного дороже.
Такая конструкция не очень габаритная и тяжелая, но должна устанавливаться стационарно. Благодаря им можно проделывать качественные и точные работы. Профилегибы такого типа могут быть как целиком электрическими, так и частично механическими. Второй вариант будет стоить дешевле, но управление им будет частично ручным. А приборы с автоматикой для долгой автономной работы обойдутся намного дороже.
Их используют в промышленных целях и чаще приобретают в готовом виде. Но некоторые изготавливают электрические конструкции самостоятельно на основе листовых металлов и обрезков судовой корпусной стали. Корпус делается с помощью фрезерного станка, для шкивов используется старый корабельный вал.
Для привода берется электрический мотор с мощностью в 1500 Вт. Оптимальные показатели скорости и крутящего момента достигаются благодаря подбору шестерен. Прокат профиля упрощается за счет того, что двигатель имеет два направления движения.
Однако такая конструкция очень сложная. Наиболее простой метод механизации ручного профилегиба — это подключить его к рабочему валу перфоратора или же дрели с регулятором оборотов.
Ручная конструкция
Ручной трубогиб наиболее распространен среди тех, кто занимается гибкой труб для частных целей. Это изделие имеет такие преимущества:
- низкую цену. Готовое изделие очень простое и недорогое в производстве;
- мобильность или малый вес;
- поломки случаются очень редко — в устройстве отсутствует электроника, поэтому снижается риск поломок;
- возможность собрать изделие своими руками из подручных средств.
Ручные трубогибы для профилей — самые распространенные. Однако и они имеют свои минусы:
- точность работы не будет высокой, поскольку отсутствует аппаратное управление;
- потребуется прилагать физические усилия;
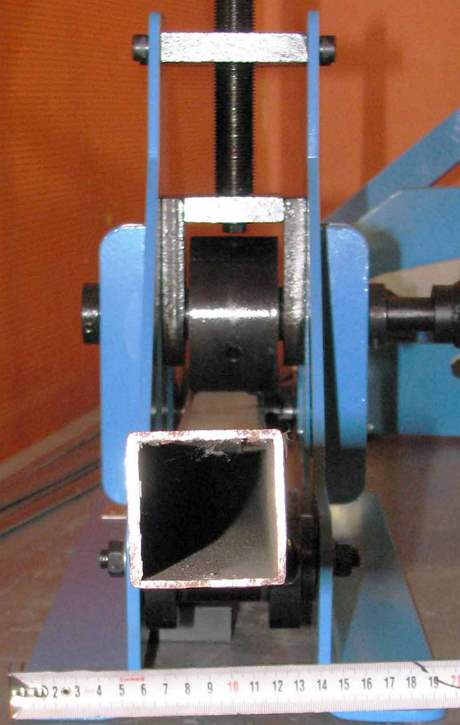
- невозможность обрабатывать крупные детали, поскольку максимально допустимый размер деталей для гибки составляет 4 на 4 см;
- чтобы результат был точнее, требуется потратить больше времени.
Обычно для домашних нужд такого прибора вполне достаточно. Однако если объем будет большим, а сами заготовки очень крупными, то лучше отдать предпочтение гидравлическим и электронным устройствам.
Изготовление профильной продукции
Исходным сырьем служит углеродистая или слаболегированная сталь – так называемые черные трубы. Так как изделия в основном применяется в составе каркасов, то собственной устойчивости металла к коррозии обычно достаточно.

Если часть конструкции или вся целиком будет подвергаться действию погодных факторов, то предпочтительнее использовать трубопровод из нержавеющей стали, несмотря на более высокую его стоимость. Также более устойчивы к коррозии изделия, покрытые слоем цинка, или хромированные. Изготовление последних чаще предназначается для интерьерных конструкций, где важна декоративность.

Этапы производства
Заготовкой для изготовления служит круглая труба, полученная электросварочным путем или волочением. Это зависит от назначения изделия. Трубопровод, полученный волочением, отличается более высокой прочностью и стойкостью к нагрузкам, так как в нем отсутствуют сварочные швы. Изготовление его более трудоемкое и дорогое, но и качество продукции выше.











Волочением чаще всего получают тонкостенные трубы большого диаметра. Сварочный шов в этом случае сильно снижает показатели.
Производство включает следующие этапы.
- Нарезается по размерам штрипс – лист металла соответствующей ширины.
- Штрипс сворачивается в заготовку с открытым швом – продольным, вдоль изделия, или спиральным. Последний вариант обеспечивает большую надежность.
- Шов заваривается. Используется индукционная сварка, в среде инертного газа и так далее.
- Изделие охлаждается. Шов обязательно проверяется, так как от его качества зависит прочность будущего трубопровода.
Заготовки, полученные методом волочения более надежные. В этом случае первый этап изготовления выглядит иначе: заготовка несколько раз протягивается через волочильное кольцо, чтобы сформировать изделие нужного диаметра.

- Заготовка круглого сечения подается на формовочные вальцы. Под давлением вальцов изделие принимает требуемую форму и размеры.
- Продукт проходит термическую обработку – прогревание и охлаждение по разработанному температурному графику. Таким способом снимается напряжение, возникающее при изготовлении методом холодной деформации.
На видео представлено цикл производства профильного металлопроката.
Делаем станок своими руками
Выбрав понравившийся самодельный станок по фото, добиться желаемого результата вряд ли удастся. Вам обязательно потребуется подробный чертеж будущего профилегиба. Это позволит соблюдать точные размеры при изготовлении станка.
Мы приведем пример популярной модели, на основе которой часто домашние умельцы создают профилегиб своими руками. Если цена заводского профилегиба составляет от 4 тысяч рублей и выше, то самодельный может обойтись чуть ли не бесплатно. Все зависит от наличия у вас необходимых деталей для станка.
- Подготовьте необходимую площадку для изготовления станка.
- Основание для профилегиба может быть выполнено из металла или дерева. Болгаркой требуется вырезать соответствующие чертежу компоненты основания.
- Если вы профессиональный токарь, сделать валы вы сможете своими руками. При отсутствии навыков и самого токарного станка, обратитесь к специалистам. Учтите, что размер вала напрямую связан с типами звездочек и подшипников будущего профилегиба.
- В ограничительных кольцах для валов необходимо дрелью сделать отверстия и пазы согласно чертежам.
- Изготовьте каркас, предназначенный для прижимного вала. Его обычно фиксируют на полке по средствам шпонки.
- Установите каркас основы вашего станка.
- Далее следует монтировать опорные валы. После чего можно организовать портальную конструкцию верхнего вала.
- Движимые компоненты профилегиба соединяются с помощью цепи.
- Завершает сборку монтаж ручки, которая будет вращаться при ручном способе сгибания. Либо соединяется ручка с двигателем, если вы используете соответствующий привод.
- Остается только закрепить гидравлический домкрат, и конструкция готова.
Помимо инструкции, рекомендуем ознакомиться с наглядными видео уроками. Опираясь на них, вам будет проще разобраться в чертежах, особенностях работы профилегиба. Плюс это поможет определиться с типом станка, который идеально подойдет для выполнения запланированных работ.
Весомый аргумент в пользу самодельного профилегиба — это возможность адаптировать агрегат под ваши конкретные потребности, виды работ и антропометрические данные. Кому-то удобнее работать левой рукой, кому-то правой. Это редко учитывается при изготовлении заводских профилегибов.
Помимо экономии и комфорта, самодельные профилегибы легко модернизируются. Сделав обычный станок с ручным приводом, со временем его можно оснастить электрическим движком или гидравлическим приводом. Все зависит от ваших потребностей и возможностей.
Самодельные автомобили, трактора, вездеходы и квадроциклы

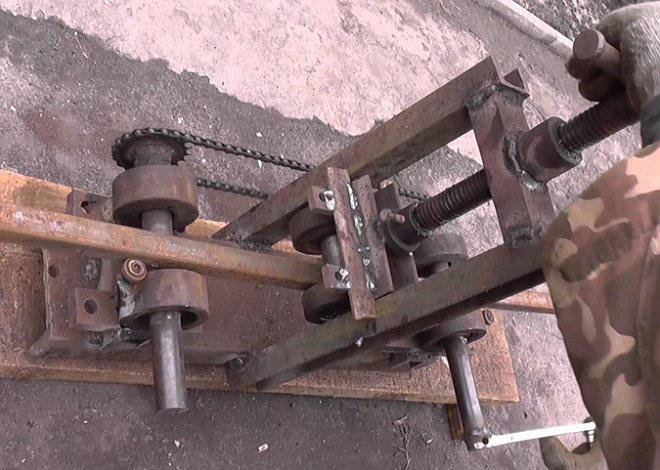
Доброго времени суток! Разрешите представить мой самодельный профилегиб, сделанный своими руками.
Сделал станок практически на коленке, гнет максимум 60-й профиль! Недавно делал себе теплицу, гнул на ребро 6 метровый профиль 20*40*2 мм. Крутил перфоратором. Профилегиб отлично себя показал!









Процесс сборки не фотографировал, конструкция и так проста и понятна. Крутилку разработал так, что можно и ручкой, и перфоратором, и дрелью (и не боится легкого изгиба при кручении, соосности ручки и вала). Время будет, и дополнительно съемное крепление для мотора сделаю!
Вес станка примерно 15 кг, основание сделано из 120-го швеллера (верх, низ, и середка). Конструкция разборная, что удобно для транспортировки. Поставил заменяемые разборные подшипники.

Вот профилегиб уже после покраски.



Установлен гидравлический домкрат.

Станок показал себя в работе отлично, рекомендую к изготовлению, очень нужная вещь для домашней мастерской.
 Для равномерной гибки металлического проката с различным профилем сечения применяют профилегиб – станок с устройством из комплекта вальцов. От обычного трубогиба профилегибочный станок отличает возможность делать арочные заготовки из фасонного погонажа металлических профилей, например, тавра, двутавра, швеллера, уголка и других форм. Помимо этого, торцевая поверхность прижимающих вальцов отличается характерным сечением, которое применяется только для определенного вида проката.
Для равномерной гибки металлического проката с различным профилем сечения применяют профилегиб – станок с устройством из комплекта вальцов. От обычного трубогиба профилегибочный станок отличает возможность делать арочные заготовки из фасонного погонажа металлических профилей, например, тавра, двутавра, швеллера, уголка и других форм. Помимо этого, торцевая поверхность прижимающих вальцов отличается характерным сечением, которое применяется только для определенного вида проката.
Виды профилегибочных станков и их устройства
Профильные трубы имеют различную толщину стен и диаметр, поэтому трубогибы требуются разные. Механизмы для гибки профтруб имеют конструктивные отличия от стандартных трубогибов для круглых труб. Ведь профили обладают большой устойчивостью к изгибанию, а также радиус сгиба у них обычно больше.
 Станок для гибки профильной трубы
Станок для гибки профильной трубы
Основные виды трубогибов для профильного изделия:
- по типу привода;
- по методу изгиба;
- по месту расположения подвижного валика.
По типу привода
От угла загиба, а так же материала профтрубы и требуемой точности, зависит выбор гибочного станка, которые бывают:
- Гидравлическими — предназначены для изгиба трёхдюймовых элементов. Они обладают высоким уровнем производительности, точности и скорости. Встречаются ручного и автоматического типа. Это самый мощный профилегиб, способный изогнуть любую трубу. В него входит — швеллер (широкие и узкие отрезки, по три каждого вида), петлевой замок, ролики — 3 шт. (размещённые на подшипниковых узлах), передающая ручка с втулкой, машинный домкрат.
- Электрическими — рекомендованы для гибки профильной трубы большого диаметра. Используются чаще для магистральных трубопроводов. Аппарат состоит из:
- рамки из швеллеров;
- прокатных валов из металла— 2 шт;
- трёх шестерёнок;
- металлической цепи;
- редуктора, электрического двигателя с механическим приводом.
- Ручными — они работают за счёт физической силы человека. Предназначены для профиля малого диаметра. Инструмент работает по типу прокатного станка. Основные детали в большинстве своём металлические:
- опорный каток;
- ролики;
- элементы шасси;
- винт регулировки;
- подающая рукоятка.
По способу изгиба
Одну и туже деталь можно изогнуть разными способами, с использованием трубогибов различного типа:
- сегментных — популярность их в том, что деталь, возможно, протаскивать, для получения нескольких поворотных фрагментов;
- арбалетных — суть работы в натягивание металла и сгибание его в одной месте;
- пружинных — предназначенных для пластиковых изделий.
По месту расположения подвижного вала
Подвижной валик может находится в середине, или по бокам (справа или слева):
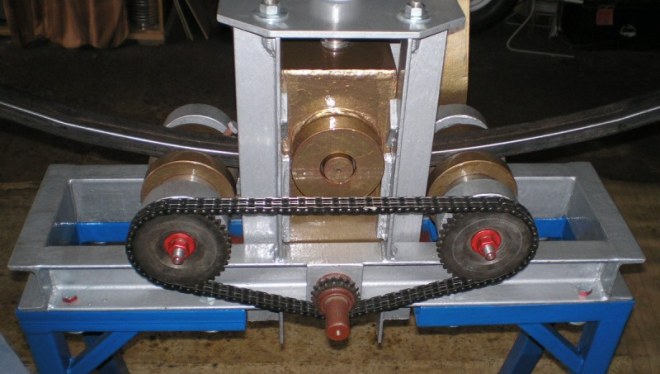
- Конструкция, в которой подвижной ролик находится в середине, а крайние валики фиксируются к его корпусу. Они слегка приподняты над основой. Средний ролик устанавливается на специально смонтированном П-образном постаменте, посредине которого крепится крупный прижимной винт. С нижнего края, к винту приваривается прижимной ролик. В процессе вращения этого винта, происходит опускание или поднимание профиля, что приводит его к изгибу. К одному неподвижному ролику следует приварить ручку, с её помощью профиль перемещается по станку. Чтобы облегчить процесс прокатки, неподвижные валы объединяются цепью.
- С подвижным валом с краю — он размещается справа или слева. Вращается вместе с частью основы, которая соединена со станиной металлическими петлями. На угол изгиба влияет уровень подъёма стола, высота которого меняется домкратом. Конструкция вращается за счёт центрального ролика, к которому приваривается ручка. Чтобы уменьшить прикладываемые усилия, устройство можно снабдить цепью.
Подводя итог, скажем, что наиболее подходящий вид трубогиба, для придания нужного загиба профильной трубе, при монтаже теплицы или некой конструкции на придомовом участке — с ручным приводом. Ведь размер профильной заготовки и объёмы работ небольшие.










Виды профилегибов
Фото профилегиба, сделанного своими руками
Листая чертежи станков, можно встретить устройство с разными параметрами, техническими характеристиками. Потому, выбирая чертеж, подумайте над тем, какие именно профильные трубы вам предстоит гнуть. От этого напрямую зависит особенность будущей конструкции, выполненной своими руками.
Устройство для сгибания профильных труб различают по способу их размещения.
- Стационарные профилегибы. Это крупное устройство, предназначенное скорее для промышленных целей, нежели бытовых нужд. Потому встречаются они в хозяйстве редко. Для такого станка характерна высокая производительность. Перед размещением оборудованием, стационарный профилегиб требует организации фундамента или сварного короба.
- Переносные профилегибы. Среднее по размерам устройство, используемое на небольших предприятиях или в мастерских. Для установки станка потребуется основание или каркас из прочного металла. Сделать подобный самодельный профилегиб возможно, если опираться на соответствующие чертежи.
- Ручные профилегибы. Носимое устройство, используемое при гибке тонких профилей, основное предназначение которых — декорирование. Устройство устанавливается на любую ровную поверхность. Предварительной подготовки или усиления основание станка не требует. Этапы профилегибочного процесса осуществляются вручную.
Чертеж устройства профилегиба
Также профилегибы различают по типу используемого привода.
- Ручной. Сгибание изделий осуществляется за счет усилий, приложенных мышцами пользователя. Минус такого привода в том, что невозможно контролировать радиус кривизны, а также создавать на одной заготовке множество изгибов;
- Гидравлический. Усилие на заготовку подает гидродомкрат. Если вы хотите сделать устройство своими руками, возьмите подходящие вам чертежи и следуйте инструкции. Гидравлические профилегибы являются наиболее распространенными среди самодельных устройств;
- Электрический. Сгибательный процесс осуществляется за счет работы электромотора. Минус станка в том, что он потребует подключения к электросети и будет от нее зависим. А это дополнительные затраты за электричество. Зато к такому типу станка подключаются электронные контроллеры, определяющие точность сгибания заготовки.
Дополнительно устройство профилегиба следует разделить на:
- Роликовое. Здесь нужный изгиб станком задается за счет проката, который устанавливается между 2 рядами специальных роликов;
- Плитное. Сгибание станком осуществляется на штырях, вмонтированных в бетонное основание. Очень легко изготовить, но потребует внушительных физических усилий. Согнуть толстые профили будет практически невозможно.
Способы сгибания
Перед тем как сделать профилегиб и выбрать чертеж станка, вам следует определить, какой способ сгибания заготовок вы хотите использовать. Выделяют четыре разновидности.
- По шаблону. Обычно это деревянный шаблон с упорами по краям станка. Профильная труба заводится на конструкцию и сгибается вручную. Имея под рукой подобный чертеж, изготовить устройство для гибки по шаблонам не сложно. Единственный минус — невозможно контролировать диаметр при сгибании. Чтобы усилие распределялось равномерно, а сама труба не деформировалась, рекомендуется перед сгибанием заполнить трубу песком.
- Выдавливание. Это безматричная прессовка, при которой используют один пуансон. Вместо матрицы применяют поворотные башмаки или ролики. За счет этого сгибание получается более точным. Но работать нужно постепенно, не делая резких движений.
- Прессовка. Здесь можно задействовать тиски, шкив и тормозные барабаны. Чтобы сделать подобный станок, на губы тисков нужно установить матрицу и пуансон.
- Прокатка. На таком станке заготовка проходит между роликов, установленных в два ряда. Удобные в эксплуатации агрегаты, позволяющие добиться нужной кривизны профиля.
Особенности конструирования станка
- В качестве оснований или каркасов используйте металлические пластины и уголки, имеющие большое сечение. Это самая простая конструкция. Направляющими являются уголки. Их сваривают с пластиной. Можно использовать деревянные основания, но не следует забывать, что они не выдержат сильного механического воздействия.
- Дополнительно ролики, применяющиеся для фиксации заготовки, закрепляются болтами через отверстия, которые сформированы в уголках. Болты позволяют проводить быструю регулировку расстояния между роликами, легко меняя радиус кривизны.
- Увеличение жесткости и прочности основания в нижней части требует установки дополнительных уголков. К ним крепятся составляющие, которые позволяют фиксировать станок на основании.
- Верхние направляющие посредством сварки соединяются с пластиной, имеющей диаметр отверстия больше диаметра винта, который передает усилия.
- Соединение винта и рабочего ролика должно быть достаточно крепким.
- Привод передает усилия и чем больше длина рукоятки, тем больше будет передаваемое усилие.
- Ролики изготавливают из трубы определенного диаметра. Можно использовать деревянные ролики, но они обладают невысокой нагрузкой.

Выбор конструктивов и материалов
Материалы подбирают с учетом из работоспособности. Для основания берут балки, которые не выгнуты, ржавчина на них может занимать площадь не более 10%. Чтобы работу не пришлось прерывать на поиски недостающих материалов, готовят элементы заранее:










- подшипниковые узлы с запрессованными катающимися роликами;
- швеллер, его нужно брать № 100 или 80;
- монолитные валы из стали, диаметр которых не меньше 80 мм;
- прут из металла диаметром 12 мм;
- стальная полоса по толщине 5 мм и больше;
- велосипедная цепь или цепь ГРМ от «жигулевской» шестеренки;
- граверные и простые гайки, шайбы, болты М20, длина последних 60 мм.
Принцип работы профилегиба
Работа заключается в механическом воздействии на металл для его холодной деформации. Разные станки воздействуют на профиль при помощи определенной направленности механического усилия:
- Вал для прижимания заготовки движется по направлению сверху вниз. Такое воздействие заложено в основе работы многих гибочных станков, применение силы домкрата в большинстве случаев не требуется.
- Прижимной вал профилегиба работает по направлению снизу вверх, и сила давления действует так же. Этот простой принцип работы применяется в устройствах с применением гидравлического домкрата. Характерно движение серединного вала, а самые боковые валы остаются стационарно неподвижными.
Работа профилегибочного станка по обоим принципам сама по себе является эффективной.
Конструкция самодельного гибочного станка на чертеже
Для изготовления профилегиба своими руками чертежи просто необходимы. Сборка станины и расположение валов нельзя сделать самому «на глазок», так как гибка профиля отличается тем, что нужно выдерживать размер, радиус. В неправильном расположении узлов кроется опасность выпуска бракованных арочных конструкций, которые придется еще раз пропускать через вальцы для исправления.
Помимо неправильного радиуса, есть опасность скручивания профиля, если продвижение заготовки не выровнено в одной плоскости. Как изготовить чертежи можно посмотреть на видео, но актуальным такое копирование будет только в случае:
- если чертежи предназначаются именно для гнутья того вида профиля, что требуется гнуть на самодельном станке, причем даже материал должен совпадать;
- если предлагаемая схема в интернете или другом информационном поле технически совершенна и будет работать, для этого следует досконально разобраться в конструкции или показать чертеж ручного профилегиба специалисту;
- если искомый чертеж содержит описание технологического процесса сборки, а изображения на чертеже имеют все размеры, сечения, диаметры, информацию о расположении узлов и деталей;
- если детали, заготовки и узлы чертежа имеются в свободной продаже, и не возникнет сложностей с их изготовлением или поиском аналогов для самодельного станка.
Изготовление самодельных схем
 Чаще всего те мастера, которые изготавливают гибочный станок для профиля своими руками, стараются разработать свои чертежи для работы. При черчении узлов, деталей учитывают вышеизложенные принципы составления схем, а для основы берут готовую конструкцию. При этом проектируют детали и заготовки, которые легко доступны в продаже и без проблем изготавливаются своими руками.
Чаще всего те мастера, которые изготавливают гибочный станок для профиля своими руками, стараются разработать свои чертежи для работы. При черчении узлов, деталей учитывают вышеизложенные принципы составления схем, а для основы берут готовую конструкцию. При этом проектируют детали и заготовки, которые легко доступны в продаже и без проблем изготавливаются своими руками.
Вальцы или ролики, пропускающие профиль, должны иметь торцевые поверхности, повторяющие сечение профиля, который будет допущен к обработке гнутьем. Для некоторых профилей, например, уголок или усеченный тавр учитывается направление требуемого изгиба, например, в сторону полки или по внутреннему ребру жесткости. Некоторые специалисты при изгибании полого профиля наполняют его сыпучим материалом, песком, концы при этом закрывают заглушками. Эта процедура помогает избежать сминания или разрыва сечения при прохождении через вальцы.
С учетом типажа своего изгибаемого профиля
Рабочие поверхности вальцов, через которые проходит заготовка профиля в процессе изгибания, выполняются своими руками в полном соответствии с сечением проката. Для сложных конфигураций желательно повторить все мельчайшие элементы конструкционных особенностей. Выработаны стандартные формы торцевых поверхностей роликов для:
- трубы круглого или овального сечения, арматуры, прута – в форме желоба по диаметру профиля или круглой канавки по форме изделия;
- квадратной или прямоугольной трубы — в виде правильного сечения соответствующей формы с размерами по внешним габаритам проката;
- уголка для гибки по наружной стороне (когда снаружи арки окажется внутренняя сторона уголка) – торец вальца делается плоским, предусмотрен удерживающий кант в виде борта;
- в предыдущем случае изгибающий и прижимающий элементы должны работать в паре, так, что борт первого четко прижимал металлическую полку к боковой поверхности другого;
- уголка, если гибка осуществляется по внутренней поверхности, тогда удерживающий борт располагается на опорном ролике, а изгибающий имеет плоский торец;
- швеллера, который гнется так же, как и уголок, для него применяется похожая система;
- двутавра – по принципу гладкой торцевой поверхности вальцов, и поперечным сечением, равным по размеру внутреннему габариту профиля, чтобы ролик при пропуске профиля проходил внутри проката.
Какие нужны материалы и нюансы конструкций
Чтобы соорудить своими руками простейший профилегиб, потребуется:
- простой домкрат;
- полка и профиль из металла;
- высокопрочные пружины и 3 вала;
- приводная цепь.
Чтобы простейший вид конструкции служил надежно, важно сконструировать прочный каркас. Его скрепляют сваркой или болтами
Затем, в соответствии с разработанным чертежем, устанавливают валы и оси кручения. От дистанции, на которой расположили оси простейшего устройства для сгибания, будет зависеть радиус загиба профтрубы.
Простейший станок для изгиба квадратных трубопрокатных материалов приводиться в действие посредством цепной передачи. Чтобы укомплектовать передачу данного профилегиба, используются три шестерни. Непосредственно цепь на станок, выполненный собственноручно, рекомендуют взять из ненужного авто или мотоцикла.
Механизм для изгиба профтрубы приводит в движение ручка. Ее для изгиба профиля соединяют с одним из валов. Так же она на профилегибе создает необходимое крутящее усилие механизма.
Источник



