Как я восстанавливал советский мопед Карпаты (фото до и после)
Делюсь своим опытом восстановления Карпат.
В 2010 году купил этот мопед в совершенно непотребном состоянии, зато всего за тысячу рублей. Дедушка продавал его вместе с орехами, которые собрал у себя в деревне. Видно не от счастья пришлось продать «друга».
На такой шаг решился из-за того, что в гараже у меня без дела валялся рабочий комплектный мотор. Сначала речь о полном восстановлении даже и не шла – просто захотелось самому поставить двигатель, чтобы мопед поехал. Но после установки двигателя, взыграл азарт – решил проверить, а смогу ли привести мопед в такой вид, чтобы продать его в 5-6 раз дороже, чем я его купил.
Первым делом заменил подножку – на нее все жалуются с тех пор, как мопед сошел в 1991 году с конвейера Львовского мотозавода . Ума не приложу, зачем было делать столь короткую подставку, с которой ноги постоянно «улетают». Купил на рынке б/у подножку от Дельты за 338, в итоге Карпаты стали намного удобнее.
Следующий шаг – замена рамы
Дело в том, что прежние хозяева Карпат не раз переваривали детали, да еще и умудрились порядком искривить ее. Исправлять смысла не было.
Купил через сайт объявлений другую раму за 620 руб. – в целом она была приличнее моей, только верхние крепления двигателя были оторваны (болезнь всех карпатовских рам). Проблема была решена с помощью двух утолщенных пластинок и двух болтов М6.
Все лето искал разные запчасти (что-то друзья бесплатно отдавали, а какие-то брал как можно дешевле на рынке). К примеру, были куплены амортизаторы, боковой пластик и глушитель. От первоначальной ходовой части остались лишь вилка, переднее колесо, фара, руль, бак и маятник. Все остальное менял.
Сидение в целом оказалось в сносном состоянии. Была только парочка разрывов, но на них хорошо легли заплатки из дерматина (для этого пришлось немного освоить навыки швеи-мотористки, зато не пришлось покупать новое седло).
Остался последний штрих – покраска Карпат
Красил эмалью Mobihel – цвет взял № 813594 «Красный рубин» – мне он показался самым подходящим для этого мопеда. Сохла поверхность три дня.
Купил Карпаты за 1000 рублей в состоянии «хлам». Восстанавливал 7 месяцев. Продал после за 5200 руб.
В целом, кажется, что задачу выполнил – сумел сбыть в 5 раз дороже, чем приобрел.
Но загвоздка в том, что на детали и расходные материалы отдал примерно 6400 рублей (и это я не тратился на мотор, так как он у меня был, а то бы пришлось еще сверху докладывать 3500-4000 руб.).
В итоге я оказался в минусе. Но так как вся затея была не для получения прибыли, а чтобы набить руку на восстановлении мопедов, то в целом доволен.
Сейчас купил себе б/у Кавасаки и восстанавливаю его. Стоит делиться потом результатом, – напишите в комментариях, будет ли вам интересен мой рассказ об этом?
И, кстати, кто-нибудь, еще занимался восстановлением мопедов? Во сколько у вас это обошлось? Пишите в комментариях и подписывайтесь!
Источник
Мопед карпаты тюнинг своими руками
ФОРСИРОВКА МОТОРА «КАРПАТ»
Владимир Войтенко хорошо знаком читателям «Мото» по серии материалов о тюнинге «Пилота» (№№ 1, 7, 8 за 2000 г. и 1 и А за 2001). Он раньше заводских специалистов построил 60- и 80-кубовые версии двигателя, «задрал» обороты до 15 000, сделал для мокика перевернутую вилку, «прогрессию», дисковые тормоза. А на доводке моторов Владимир набил руку еще 13 лет назад, когда к нему в гараж притащили раздолбанные «Карпаты».
Откровенно говоря, когда рассмотрел этот мотор получше, пришел в уныние: для 60-х годов, когда его скопировали с «Явы-552», он был современным, но сейчас. Всего две передачи, сцепление — на коленвалу, сам вал слабый, примитивная продувка. Казалось, форсировать такой мотор невозможно. Но другого в стране не сыскать, и я принялся лепить из V-50 конфетку.
Первый объект для доработки — коленвал. Конструкция его не выдерживает и малейшей критики, качество изготовления «не лезет ни в какие ворота». Опыт «общения» с картингами подсказывал, что у обычных моторов с хорошей (не заводской) поршневой вал рассыпался через месяц, а то и раньше. Слабое место — нижний шатунный подшипник, избавиться от него можно только тогда, когда сам изготовишь и установишь новый шатун (рис. 1). Как заготовку использовал болванку из стали 45, отфрезеровал ее с припуском. Закалку провел так: положил заготовку в печь, нагрел до 800-850 градусов и оставил на ночь остывать прямо в печке. Наутро две плоскости отшлифовал и отполировал.
Расточил на фрезерном станке верхнюю и нижнюю головки под втулки подшипников (стенка у нижней обоймы 2 мм, у верхней — 1 мм). При расточке предусмотрел натяг верхней обоймы 0,06 мм, нижней -0,08. Вулканитовым кругом прорезал в верхней головке паз под смазку, два паза в нижней — по бокам и потом еще по два — с торцов.
В верхней головке вместо родной бронзовой втулки установил игольчатый подшипник от «Запорожца» (с алюминиевым сепаратором) В то время ничего другого найти не мог. Палец оставил «родной» — диаметром 12 мм. Нижний сепаратор изготовил из дюраля В-95, центровался он по пальцу. Под иголки отфрезеровал 12 пазов.
Забегая вперед, скажу, что с таким коленвалом снял все проблемы с долговечностью: вал пережил четыре поршня.
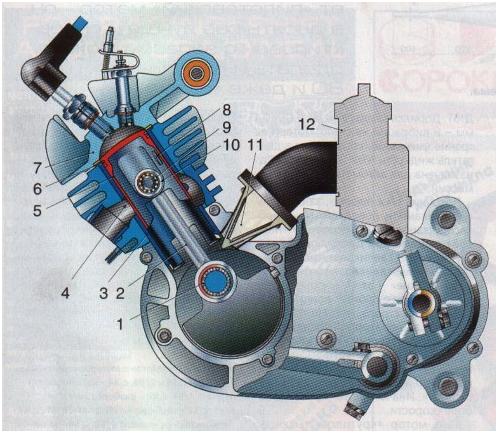
Вторым объектом для серьезном доработки стал картер. Улучшить наполнение, а значит, повысить мощность способен лепестковый клапан на впуске. Для советского мотопрома это было внове, ни один завод его не применял. Корпус клапана сделал из двух половинок и вварил в картер; потом профрезеровал и зачистил по плоскостям. Отфрезеровал и подогнал по месту двускатный домик, а две пластинки вырезал из стеклотекстолита — с запасом в пару миллиметров. Затем грубой шкуркой подогнал габаритные размеры пластин (по домику), начисто заполировал мелкой шкуркой и снял фаски.
Цилиндр (гильзу и рубашку) вначале оставил «родной», лишь заглушил отверстие под карбюратор — ведь впуск теперь идет в картер через «лепесток». В «родной» рубашке охлаждения отфрезеровал площадку параллельно оси цилиндра и сделал накладку под два дополнительных продувочных канала. Мотор стал работать поживее, но хотелось большего. «Развернуться» не давали убогие штатные окна — пришлось делать новую гильзу.
Из чугуна СЧ 21-40 выточил заготовку <предусмотрел натяг в рубашке охлаждения 0,2 мм), в этой гильзе поменял фазы (рис. 2), сделал два дополнительных продувочных окна, выпускное окно - с перемычкой, причем его площадь стала примерно вполовину большей, чем у стандартного.
Естественно, потребовалась и новая выпускная труба, ее размеры — как у «кольцевого» «полтинника» «Симсон» (рис. 3). Материал для трубы -сталь 20. Головку цилиндра подрезал на 1,5 мм — и степень сжатия возросла до 11,5-12. Это под 93-й бензин (лучшего в то время не было).
Пока возился, ломал голову: а что делать с поршнем? «Родной» не годится, делать целиком новый — опыта было маловато. И тут очень кстати подвернулись отливки с какого-то киевского авиационного завода. На первую отливку поставил миллиметровые кольца, на вторую — 0,8 мм. Кольца точил из каленой (до HRc 32) болванки стали 40Х, потом шлифовал.
В поршне сделал два окна под продувку (рис. 4). Эллипсность поршня задал 0,15 мм, зазор по юбке — 0,03 мм, над верхним компрессионным кольцом — 0,25 мм. С такими размерами прихваты в принципе исключались. Впрочем, не на «все сто»: масла в то время — сплошная гадость.
Стопорные кольца под палец сначала оставил «родные», но их пару раз «выплевывало». Правда, удачно — задиры не образовывались. Не искушая более судьбу, сделал более жесткими стопоры из проволоки диаметром 1.2 мм (диаметр «родной» проволоки 0,9 мм) и без усиков. После этого о кольцах можно было забыть.
И последняя доработка, связанная с мотором, — трансмиссия. От сцепления на коленвалу — со связанными с ним вибрациями и потерями на трение в масляной ванне — никуда не денешься. Приходилось «делать хорошую мину при плохой игре». Заводское клепаное крепление корзины к шестерне проварил намертво аргоновой сваркой. Ачтобы при сварке детали не «отпустило», окунул часть шестерни в банку с водой.
1 — шатунный подшипник с самодельным сепаратором;
2 — самодельный шатун;
3 — самодельная гильза;
4 — измененные выпускные и продувочные каналы;
5 — доработанный тюнинговый поршень;
6 — самодельные «узкие» кольца;
7 — головка с уменьшенной камерой сгорания;
8 — окна в поршне;
9 — игольчатый подшипник верхней головки шатуна;
10 — усиленное стопорное кольцо поршневого пальца;
11 — лепестковый клапан;
12 — карбюратор с увеличенным диффузором.
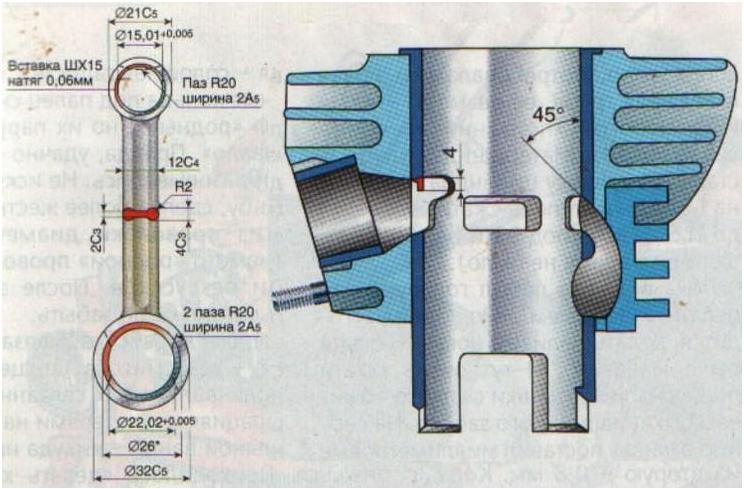
Рис. 1. Самодельный шатун имеет повышенную прочность, улучшенную смазку; в верхней головке установлен игольчатый подшипник с сепаратором.
Рис. 2. Доработанный цилиндр с новой гильзой, увеличенными окнами и двумя дополнительными продувочными каналами.
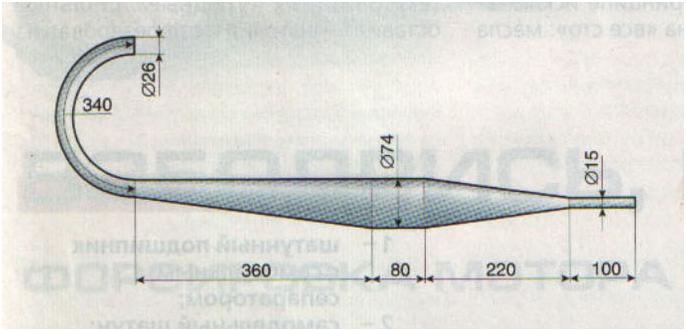
Рис 3. Настроенная выпускная система.
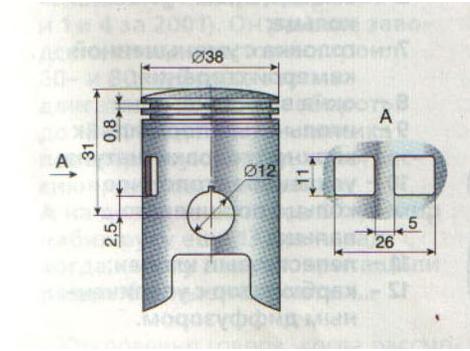
Рис. 4. Поршень облегчен, кольца — высотой 0,8 мм, два продувочных окна улучшают теплоотвод и смазку пальца.
Диски сцепления — те, что вместо текстолитовых («родные» стальные оставил) — выточил и отфрезеровал из Д16Т. Добился зазора в пазах 0,05-0,1 мм — и вибраций не стало. Потери на трение уменьшил, когда залил в двигатель жидкость АТФ-220 — она предназначена для автоматических трансмиссий.
Покончив с «железом», занялся регулировками и доводкой. Не колеблясь, установил карбюратор от «Явы-638» с диаметром диффузора 28 мм. Он, конечно, великоват, но все же лучше, чем «ленкарзовский» К-62 («пакковские» — от «Минска» — тогда еще не пошли в производство). Вообще-то, если строго, под «полтинник» нужен карбюратор с диффузором 21 мм. Но я и «явский» отрегулировал. Правда, заслонку открывать на полную можно было только после того, как мотор раскрутится хотя бы до «середины». Иначе следует провал в наборе скорости.
Зато мотор «крутился» тысяч до 7,5-8 — больше не позволяет штатное «карпзтовское» электронное зажигание. Оптимальный угол опережения зажигания вывел опытным путем — 3 мм.
Теперь можно выезжать на дорогу. Стоила ли овчинка выделки? В то время — да! Мокик разгонялся до 80 км/ч, тащил на себе троих. За сезон отъездил 5 тысяч км, после чего заменил поршень. Не то, чтобы износ его был критический, — просто оставались запасные отливки, да и наступила зима и руки требовалось чем-то занять.
Вместе с тем ездить было страшно — из-за ходовой: она буквально разваливалась на части. Однажды на скорости хорошо придавил передний тормоз — он заблокировался, вилку начало наматывать на барабан. Словом, с моим лицом приключилась «асфальтовая болезнь». В другой раз разлетелся на куски задний барабан.
Источник
Дырчик.SU
| Текущее время: 26 сен 2021, 05:17 |
Часовой пояс: UTC + 4 часа
Форсировка V-50
| Страница 1 из 1 | [ Сообщений: 7 ] |
|
| Автор | Сообщение | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Pekar | | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Зарегистрирован: 24 дек 2012, 01:41 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||