
- Изготовление плазмореза из инвертора своими руками: инструкция, схемы, видео
- Схемы плазмореза на примере аппарата АПР-91
- Элементы самодельного аппарата для плазменной резки
- Конструкция плазменного резака и рекомендации по его изготовлению
- Особенности работы плазмореза
- Инструкция для изготовления самодельного плазмореза из сварочного трансформатора
- Внешний вид
- Принцип работы устройства
- Достоинства и недостатки плазменной резки
- Для чего нужен трансформатор
- Схема
- Принципиальная
- Управления
- Подключения
- Как изготовить плазменный резак
- Сменные насадки
- Выбор газа
- Как изготовить сварочный трансформатор
- Необходимые параметры
- Как рассчитать
- Изготовление трансформатора
- Другие комплектующие
- Компрессор
- Кабели и шланги
- Осциллятор
- Окончательная сборка
- Проверка
- Правила техники безопасности при работе плазморезом
- Средняя стоимость трансформаторного плазмореза, собранного своими руками
- Параметры плазменной резки различных металлов
Изготовление плазмореза из инвертора своими руками: инструкция, схемы, видео

Заводской аппарат для плазменной резки. Наша задача: сделать аналог своими руками
Сделать функциональный плазморез своими руками из серийного сварочного инвертора не так уж сложно, как это может показаться на первый взгляд. Для того чтобы решить эту задачу, необходимо подготовить все конструктивные элементы такого устройства:
- плазменный резак (его также называют плазмотроном);
- сварочный инвертор или трансформатор, который будет выступать в роли источника электрического тока;
- компрессор, при помощи которого будет создаваться струя воздуха, необходимая для формирования и охлаждения потока плазмы;
- кабели и шланги для объединения в одну систему всех конструктивных элементов аппарата.
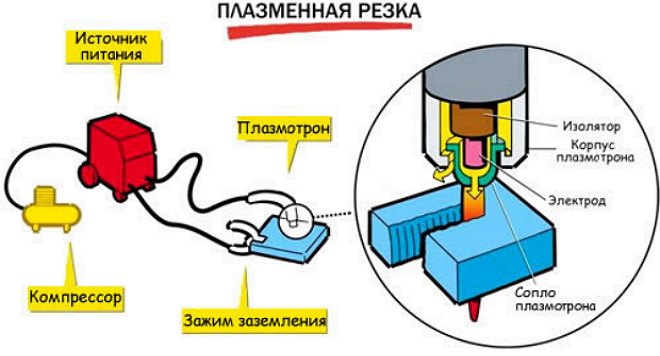
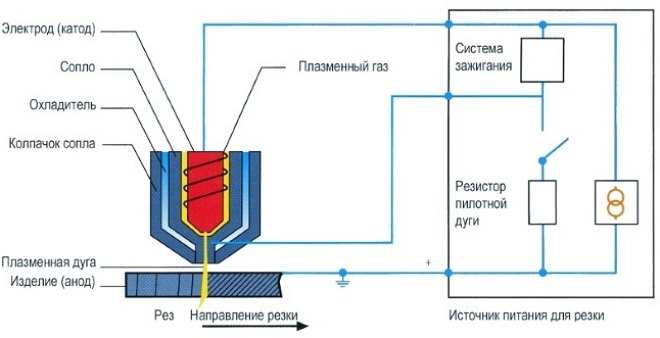
Общая схема работы плазменной резки
Плазморез, в том числе и самодельный, успешно используется для выполнения различных работ как в производственных, так и в домашних условиях. Незаменим такой аппарат в тех ситуациях, когда необходимо выполнить точный, тонкий и высококачественный рез заготовок из металла. Отдельные модели плазморезов по своим функциональным возможностям позволяют использовать их в качестве сварочного аппарата. Такая сварка выполняется в среде защитного газа аргона.

Газовый шланг и обратный кабель для плазменной резки
При выборе для комплектации самодельного плазмотрона источника питания важно обращать внимание на силу тока, которую такой источник сможет вырабатывать. Чаще всего для этого выбирают инвертор, обеспечивающий высокую стабильность процессу плазменной резки и позволяющий более экономно расходовать электроэнергию. Отличаясь от сварочного трансформатора компактными габаритами и легким весом, инвертор более удобен в использовании. Единственным минусом применения инверторных плазморезов является трудность раскроя с их помощью слишком толстых заготовок.

Горелка плазменного резака ABIPLAS и ее составные части
При сборке самодельного аппарата для выполнения плазменной резки можно использовать готовые схемы, которые несложно найти в интернете. В Сети, кроме того, есть видео по изготовлению плазмореза своими руками. Используя при сборке такого устройства готовую схему, очень важно строго ее придерживаться, а также обращать особенное внимание на соответствие конструктивных элементов друг другу.
Схемы плазмореза на примере аппарата АПР-91
В качестве донора при рассмотрении принципиальной электрической схемы мы будем использовать аппарат плазменной резки АПР-91.
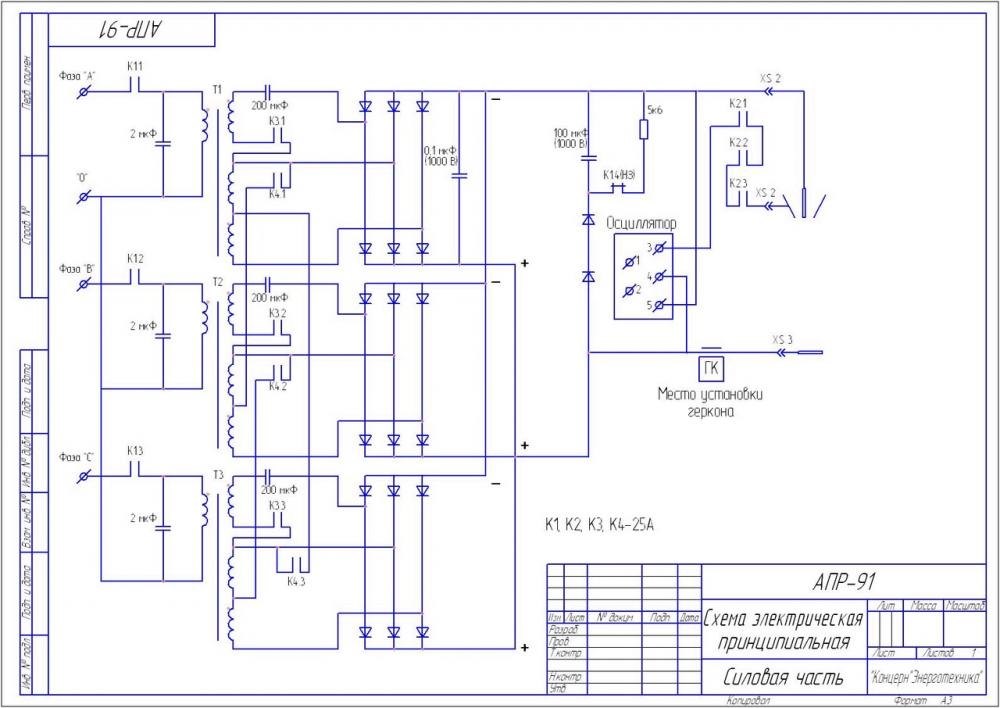
Схема силовой части (нажмите для увеличения)
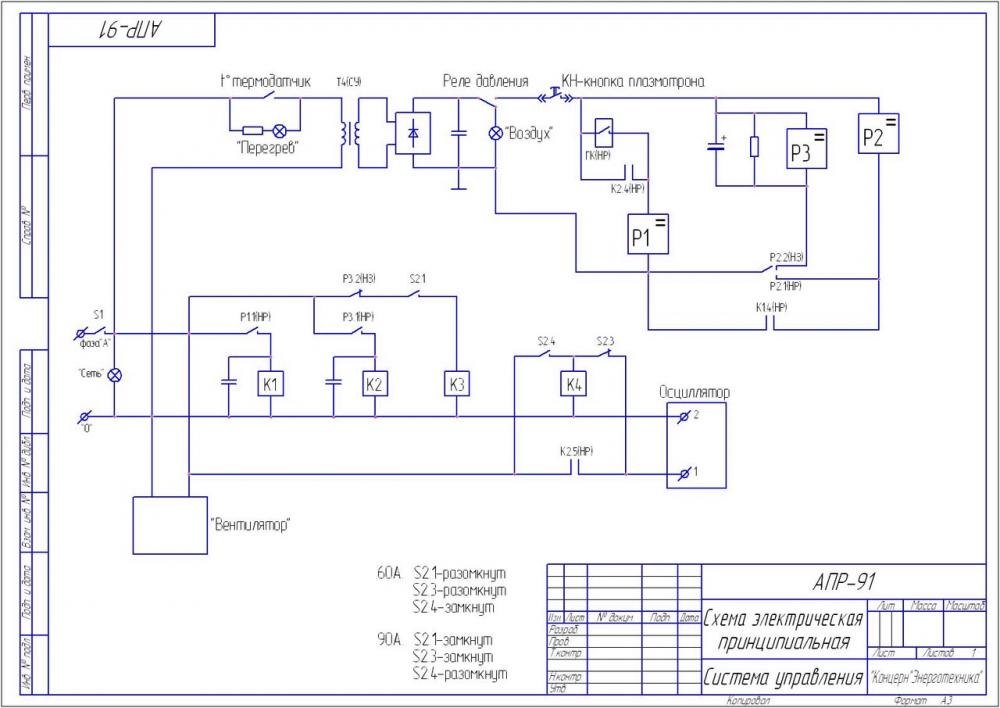
Схема управления плазмореза (нажмите для увеличения)
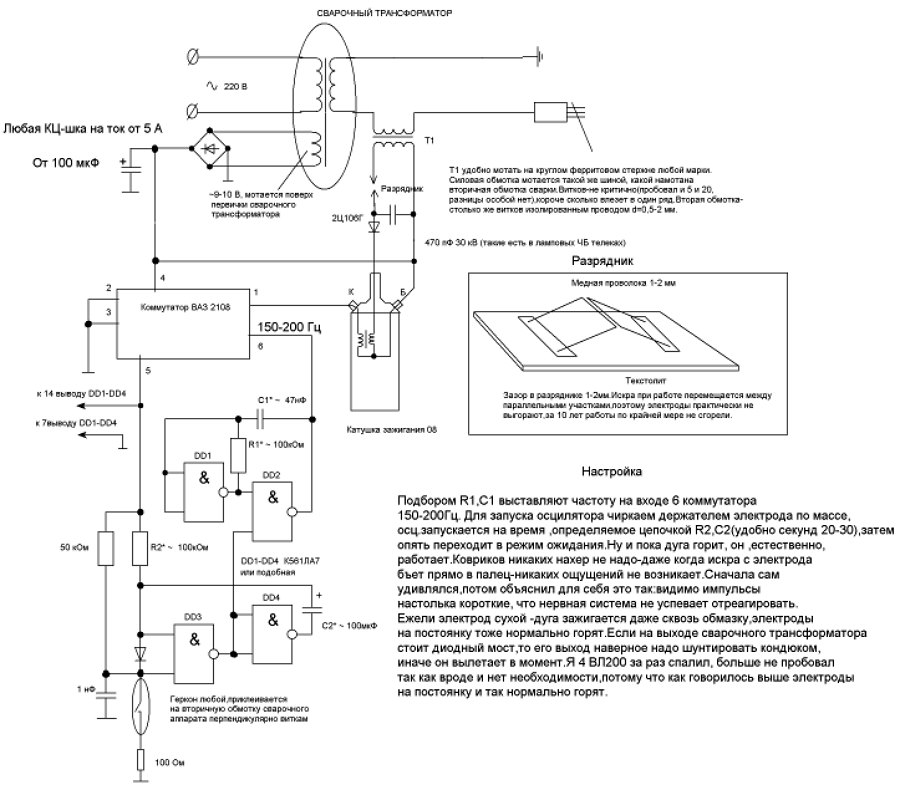
Схема осциллятора (нажмите для увеличения)
Элементы самодельного аппарата для плазменной резки
Первое, что необходимо найти для изготовления самодельного плазмореза, – это источник питания, в котором будет формироваться электрический ток с требуемыми характеристиками. Чаще всего в этом качестве используются инверторные сварочные аппараты, что объясняется рядом их преимуществ. Благодаря своим техническим характеристикам такое оборудование обеспечивает высокую стабильность формируемого напряжения, что положительно сказывается на качестве выполнения резки. Работать с инверторами значительно удобнее, что объясняется не только их компактными габаритами и незначительным весом, но и простотой настройки и эксплуатации.
Принцип работы плазмореза
Благодаря компактности и небольшому весу плазморезы на основе инверторов можно использовать при выполнении работ даже в самых труднодоступных местах, что исключено для громоздких и тяжелых сварочных трансформаторов. Огромным преимуществом инверторных источников питания является и то, что они обладают высоким КПД. Это делает их очень экономичными в плане потребления электроэнергии устройствами.
В отдельных случаях источником питания для плазмореза может служить сварочный трансформатор, но его использование чревато значительным потреблением электроэнергии. Следует также учитывать и то, что любой сварочный трансформатор отличается большими габаритами и значительной массой.
Основным элементом аппарата, предназначенного для раскроя металла при помощи струи плазмы, является плазменный резак. Именно данный элемент оборудования обеспечивает качество резки, а также эффективность ее выполнения.

Форма и размер плазменной струи зависит от диаметра сопла
Для формирования воздушного потока, который будет преобразовываться в высокотемпературную струю плазмы, в конструкции плазмореза используется специальный компрессор. Электрический ток от инвертора и воздушный поток от компрессора подаются к плазменному резаку при помощи кабель-шлангового пакета.
Центральным рабочим элементом плазмореза является плазмотрон, конструкция которого состоит из следующих элементов:
- сопла;
- канала, по которому подается воздушная струя;
- электрода;
- изолятора, который одновременно выполняет функцию охлаждения.
Конструкция плазменного резака и рекомендации по его изготовлению
Первое, что необходимо сделать перед изготовлением плазмотрона, – это подобрать для него соответствующий электрод. Наиболее распространенными материалами, из которых делают электроды для выполнения плазменной резки, являются бериллий, торий, цирконий и гафний. На поверхности данных материалов при нагревании формируются тугоплавкие оксидные пленки, которые препятствуют активному разрушению электродов.

Сменные насадки для плазмотрона
Некоторые из вышеперечисленных материалов при нагревании могут выделять опасные для здоровья человека соединения, что следует обязательно учитывать, выбирая тип электрода. Так, при использовании бериллия формируются радиоактивные оксиды, а испарения тория при их соединении с кислородом образуют опасные токсичные вещества. Совершенно безопасным материалом, из которого делают электроды для плазмотрона, является гафний.
За формирование струи плазмы, благодаря которой и выполняется резка, отвечает сопло. Его изготовлению следует уделить серьезное внимание, так как от характеристик данного элемента зависит качество рабочего потока.

Строение сопла плазменной горелки
Наиболее оптимальным является сопло, диаметр которого составляет 30 мм. От длины данного элемента зависит аккуратность и качество исполнения реза. Однако слишком длинным сопло также не стоит делать, поскольку это способствует слишком быстрому его разрушению.
Как уже говорилось выше, в конструкции плазмореза обязательно присутствует компрессор, формирующий и подающий к соплу воздушный поток. Последний необходим не только для формирования струи высокотемпературной плазмы, но и для охлаждения элементов аппарата. Использование сжатого воздуха в качестве рабочей и охлаждающей среды, а также инвертора, формирующего рабочий ток силой 200 А, позволяет эффективно разрезать металлические детали, толщина которых не превышает 50 мм.
Выбор газа для плазменной резки металла
Для того чтобы приготовить аппарат для плазменной резки к работе, необходимо соединить плазмотрон с инвертором и воздушным компрессором. Для решения такой задачи используется кабель-шланговый пакет, который применяют следующим образом.
- Кабелем, по которому будет подаваться электрический ток, соединяются инвертор и электрод плазмореза.
- Шлангом для подачи сжатого воздуха соединяют выход компрессора и плазмотрон, в котором из поступающего воздушного потока будет формироваться струя плазмы.
Особенности работы плазмореза
Чтобы сделать плазморез, используя для его изготовления инвертор, необходимо разобраться в том, как такой аппарат работает.
После включения инвертора электрический ток от него начинает поступать на электрод, что приводит к зажиганию электрической дуги. Температура дуги, горящей между рабочим электродом и металлическим наконечником сопла, составляет порядка 6000–8000 градусов. После зажигания дуги в камеру сопла подается сжатый воздух, который проходит строго через электрический разряд. Электрическая дуга нагревает и ионизирует проходящий через нее воздушный поток. В результате его объем увеличивается в сотни раз, и он становится способным проводить электрический ток.
При помощи сопла плазмореза из токопроводящего воздушного потока формируется уже струя плазмы, температура которой активно повышается и может доходить до 25–30 тысяч градусов. Скорость плазменного потока, за счет которого и осуществляется резка деталей из металла, на выходе из сопла составляет порядка 2–3 метров в секунду. В тот момент, когда струя плазмы соприкасается с поверхностью металлической детали, электрический ток от электрода начинает поступать по ней, а первоначальная дуга гаснет. Новая дуга, которая горит между электродом и обрабатываемой деталью, называется режущей.
Характерной особенностью плазменной резки является то, что обрабатываемый металл плавится только в том месте, где на него воздействует плазменный поток. Именно поэтому очень важно сделать так, чтобы пятно воздействия плазмы находилось строго по центру рабочего электрода. Если пренебречь этим требованием, то можно столкнуться с тем, что будет нарушен воздушно-плазменный поток, а значит, ухудшится качество выполнения реза. Для того чтобы соблюсти эти важные требования, используют специальный (тангенциальный) принцип подачи воздуха в сопло.
Необходимо также следить за тем, чтобы не образовалось сразу два плазменных потока вместо одного. Возникновение такой ситуации, к которой приводит несоблюдение режимов и правил выполнения технологического процесса, может спровоцировать выход инвертора из строя.
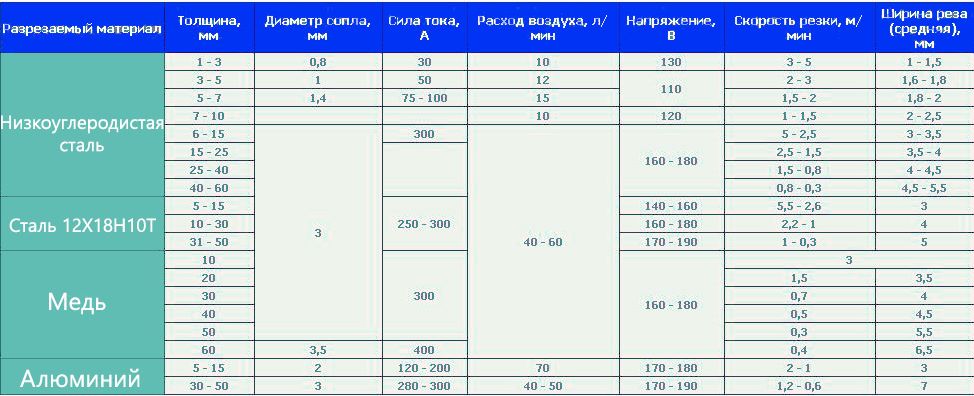
Параметры плазменной резки различных металлов (нажмите для увеличения)
Важным параметром плазменной резки является скорость воздушного потока, которая не должна быть слишком большой. Хорошее качество реза и быстроту его выполнения обеспечивает скорость воздушной струи, равная 800 м/сек. При этом сила тока, поступающего от инверторного аппарата, не должна превышать 250 А. Выполняя работу на таких режимах, следует учитывать тот факт, что в этом случае увеличится расход воздуха, используемого для формирования плазменного потока.
Самостоятельно сделать плазморез несложно, если изучить необходимый теоретический материал, просмотреть обучающее видео и правильно подобрать все необходимые элементы. При наличии в домашней мастерской такого аппарата, собранного на основе серийного инвертора, может качественно выполняться не только резка, но и плазменная сварка своими руками.
Если в вашем распоряжении нет инвертора, можно собрать плазморез и на основе сварочного трансформатора, но тогда придется смириться с его большими габаритами. Кроме того, плазморез, изготовленный на основе трансформатора, будет обладать не очень хорошей мобильностью, так как переносить его с места на место затруднительно.
Источник
Инструкция для изготовления самодельного плазмореза из сварочного трансформатора
Для резки листового металла используются различные механические приспособления, а также электросварка или газовый резак. Но кроме этих методов есть эффективный способ резки металла – плазменный резак. Установка заводского производства стоит достаточно дорого, но ее можно заменить самодельным плазморезом из сварочного трансформатора.
Внешний вид
Установка плазменной резки состоит из следующих частей:
- плазменный резак или плазмотрон, создающий поток плазмы;
- сварочный трансформатор, питающий плазмотрон;
- осциллятор или блок поджига дуги, подающий высокое напряжение в момент начала реза для формирования потока плазмы;
- компрессор для создания потока воздуха через плазмотрон;
- кабеля, соединяющие сварочный аппарат, плазменную горелку и разрезаемую деталь;
- шланги, по которым подается воздух или другой газ и, при необходимости, охлаждающая жидкость.
Плазменная головка внешне напоминает горелку для сварочного полуавтомата. К ней также подключаются кабеля и шланги, но из сопла вместо проволоки выходит поток плазмы, разогретой до 8000°С.
Принцип работы устройства
Установка плазменной резки представляет из себя своего рода гибрид электросварки и газового резака – металл плавится электричеством, а расплав выдувается потоком газа.
Основной частью этого аппарата является плазмотрон. Внутри него находится медный электрод со стержнем из тугоплавкого металла – бериллия, тория, циркония или гафния. На конце головки находится сопло, формирующее поток плазмы. Сопло отделено от электрода изолятором. Рез производится обратной полярностью – электрод является анодом, а сопло и разрезаемый металл катодом.
Работает установка следующим образом:
- при включении агрегата на электрод и сопло подается напряжение от сварочного трансформатора;
- при помощи осциллятора между этими элементами возникает вспомогательная электрическая дуга, ограниченная добавочным сопротивлением;
- эта дуга разогревает газ, подаваемый в плазмотрон до 8000°С, что превращает его в плазму и увеличивает давление внутри головки;
- потоком воздуха или другого газа поток плазмы выдувается из сопла;
- при выходе из него плазма сжимается в узкий пучок, скорость которого может достигать 1500м/с, а температура 30000°С;
- при соприкосновении плазмы и разрезаемой детали ток начинает идти через массу трансформатора;
- токовое реле, установленное последовательно с деталью, отключает осциллятор и вспомогательную дугу.
Толщина разрезаемого металла зависит от силы тока сварочного трансформатора.
Информация! При токе более 100А плазмотрон и подходящий к нему кабель нуждаются в охлаждении проточной водой или другой охлаждающей жидкостью.
Достоинства и недостатки плазменной резки
Резка металла плазмой имеет преимущества перед другими способами:
- возможность реза любых металлов и сплавов;
- высокая скорость обработки;
- чистая линия разреза без наплывов и потеков материала;
- обработка производится без прогрева разрезаемых деталей;
- не используются огнеопасные материалы, такие, как баллоны с кислородом и природным газом.
Недостатками плазменной резки являются:
- сложность и высокая цена установки;
- для каждого оператора с плазмотроном необходим отдельный трансформатор и пульт управления;
- угол реза не более 50°;
- большой шум при работе.
Для чего нужен трансформатор
Источником питания плазменной дуги служит трансформатор с выпрямителем. От его мощности зависит сила тока и скорость реза металла, а от выходного напряжения толщина разрезаемого материала.
Подключить установку плазменной резки можно не только к специальному трансформатору, но и к сварочному аппарату, обладающему необходимыми характеристиками.
Обойтись без такого устройства нельзя по нескольким причинам:
- Трансформатор по самому принципу своей работы ограничивает ток во вторичной обмотке. При питании плазмотрона прямо от сети аппарат будет работать в режиме КЗ, поэтому ток реза и потребляемая мощность превысят любые допустимые величины.
- Сварочный аппарат при работе выполняет роль разделительного трансформатора. При подключении плазмотрона без него горелка и деталь окажутся под напряжением, что опасно для жизни людей.
Схема
Как любая электроустановка, агрегат плазменной резки собирается согласно электросхемам.
Принципиальная
На этой схеме указаны все элементы установки независимо от их расположения. Основной целью этого чертежа является показать связи между деталями и упростить понимание работы установки.
На принципиальной схеме аппарата изображены следующие элементы:
- питающий трансформатор с выпрямителем;
- осциллятор;
- токовое реле;
- резистор, ограничивающий ток вспомогательной дуги;
- контактор, отключающий эту дугу;
- пускатель, включающий аппарат;
- кнопка включения реза;
- компрессор с аппаратурой управления.
Информация! Силовые цепи могут изображаться толстыми линиями.
Управления
В схеме управления показаны все кнопки и регуляторы, которые находятся на пульту или непосредственно на плазмотроне:
- кнопки включения компрессора;
- регулятор давления воздуха;
- при наличии охлаждающей жидкости кнопки и регуляторы ее потоком;
- амперметр;
- вольтметр;
- датчики протока воды и воздуха;
- кнопка управления резом (может находиться на рукоятке плазмотрона).

Информация! Все эти элементы изображены так же на принципиальной схеме.
Подключения
На схеме подключения указаны кабеля и шланги, соединяющие все элементы между собой. На ней указывается сечение и длина проводов, а также место подключения.

Как изготовить плазменный резак
Рабочим инструментом установки плазменной резки является резак, или плазмотрон. Он создает поток воздуха, превращенный в плазму, разогретую до 30000°С, которая разрезает металл.
Изготовить его можно самостоятельно. Желательно в качестве образца использовать готовую конструкцию. Состоит плазмотрон из нескольких основных элементов:
- Центральный держатель со сменным электродом. При токе реза до 100А и толщине металла до 50 мм держатель изготавливается из медного прута, в более мощных аппаратах внутри есть каналы для водяного охлаждения. Для поджига дуги расстояние между электродом и соплом должно быть 2 мм, поэтому для регулировки плазмотрона центральный стержень делается подвижным.
- Изолятор между центральным электродом и наружным корпусом. Часть изолятора, ближняя к соплу, изнашивается и изготавливается сменной из фторопласта.
- Наружный корпус со сменным соплом. Плазма образуется в камере между электродом и соплом. При изготовлении устройства с водяным охлаждением внутри стенок находятся каналы для охлаждающей жидкости.
- Сменные насадки, кабеля – силовой и для вспомогательной дуги, шланги.
Информация! В устройствах с водяным охлаждением силовой кабель без изоляции и находится внутри шланга, подающего воду к горелке.
Один из способов изготовить такое устройство – это сделать его из горелки для аргонно-дуговой сварки. В ней есть большинство необходимых элементов:
- вольфрамовый электрод Ø4мм с возможностью регулировки положения;
- клемма и кабель для подачи к нему тока для сварки;
- направляющие каналы и шланг для подвода газа к соплу.
Для доработки необходимо:
- снять тонкостенное латунное сопло;
- накрутить вместо него изолирующую прокладку из фторопласта цилиндрической формы с резьбой снаружи и внутри цилиндра;
- сверху на прокладку накрутить латунный корпус с креплением для медного сопла;
- к корпусу припаять или прижать хомутом кабель для вспомогательной дуги;
- в рукоятке установить микровыключатель, включающий режим реза.
Сменные насадки
Сменными элементами, которые изнашиваются во время работы, являются электроды и сопла:
- Электрод изготавливается из меди со вставкой из тугоплавкого металла – бериллия, тория, циркония и гафния. Вставка находится в центре, напротив отверстия сопла. Вспомогательная кратковременная дуга появляется между краем электрода и соплом, рабочая постоянная между вставкой и деталью, поэтому вставка, является самым изнашивающимся элементом и заменяется вместе с электродом.
- Сопло формирует плазменную струю, образованную электродом. Оптимальный размер сопла 30мм, в центре находится отверстие Ø2мм. Во время работы плазма, проходящая через него, увеличивает диаметр канала, что делает поток газа шире, а рез менее аккуратным. Поэтому сопло, как и электрод, следует периодически менять.
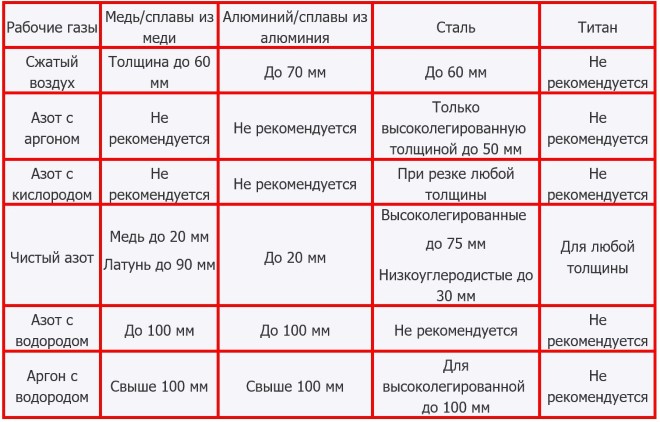
Выбор газа
Несмотря на то, что любой металл можно разрезать потоком воздуха, создаваемым компрессором, для каждого из металлов есть оптимальный состав газа:
- медь, латунь и титана – азот;
- алюминий – смесь азота с водородом;
- высоколегированная сталь – аргон.
Как изготовить сварочный трансформатор
Источником питания плазмы является сварочный трансформатор. Как и некоторые другие элементы его можно изготовить самостоятельно.
Необходимые параметры
Трансформатор для плазменной резки отличается от обычного сварочника напряжением холостого хода и составляет 220-250В. Это необходимо для создания и поддержания дуги между электродом и разрезаемой деталью. Мощность и ток вторичной обмотки зависят от предполагаемой толщины металла:
- 20А, 2,5кВт – 6 мм;
- 50А, 6кВт – 12 мм;
- 80А, 10кВт – 18-25 мм.
Источник питания необходим с “мягкой” характеристикой, напряжение при работе составляет 70В. Для работы вспомогательной дуги достаточен ток 5А. Он ограничивается сопротивлением 30-50Ом, изготовленным из толстой нихромовой проволоки.
Информация! Использовать обычный или инверторный сварочник не получится. У этих аппаратов недостаточное напряжение ХХ.
Как рассчитать
Расчет питающего трансформатора сводится к определению необходимых сечений магнитопровода, первичной и вторичной обмотки и числа витков.
Для аппарата, предназначенного для разрезания металла до 12 мм при токе 50А, напряжении холостого хода 200В и напряжении сети 220В эти параметры составляют:
- сечение магнитопровода – 107 мм²
- первичная обмотка – 225 витков медным проводом Ø4,7 мм;
- вторичная обмотка – 205 витков медной проводом Ø5,04 мм².
Изготовление трансформатора
В связи с тем, что трансформатор должен иметь “мягкую” характеристику, катушки располагаются отдельно друг от друга. При использовании О-образного сердечника они находятся на разных стержнях, на Ш-образном магнитопроводе обмотки располагаются вдоль средней части.
Намотка катушек производится по расчетным параметрам на каркасах их электротехнического картона. Готовые обмотки обматываются стеклолентой или киперной лентой и покрываются краской.
После намотки обмоток и сборки магнитопровода на трансформатор крепится и подключается диодный мост из 4 диодов с радиаторами, собранный на текстолитовой площадке. Собранный трансформатор помещается в корпус, а вывода обмоток и диодного моста подключаются к клеммам на передней панели. Подключение выполняется согласно принципиальной схеме, учитывая наличие амперметров, вольтметров, пускателей и других деталей.
Осциллятор, подключенный последовательно со сварочником, имеет высокое выходное напряжение высокой частоты. Поэтому диоды в выпрямителе необходимо использовать высокочастотные или установить отдельный диодный мост, специально для вспомогательной дуги.
Другие комплектующие
Кроме плазмотрона и трансформатора в агрегате плазменной резки есть и другие элементы.
Компрессор
Самый распространенный рабочий газ – это сжатый воздух. Его можно использовать при резке почти всех металлов и сплавов. Источником сжатого воздуха является компрессор. Его можно использовать любой конструкции, минимальная производительность зависит от толщины металла:
- 16 мм – 140л/мин;
- 20 мм – 170л/мин
- 30 мм – 190л/мин.
Для более стабильной работы необходим ресивер емкостью от 50 литров, давление создаваемое компрессором должно быть более 4,5Бар.
Кабели и шланги
Для работы плазмореза с воздушным охлаждением кабель-шланговый пакет состоит из следующих элементов:
- Силовой кабель. Его сечение зависит от номинальной мощности устройства. При токе 50А, достаточным для резки металла толщиной 10 мм и проводе в виниловой изоляции оно составляет 6мм². При использовании кабеля в жаропрочной изоляци сечение соответственно уменьшается. Этих кабелей необходимо 2 – один в кабель-шланговом пакете для электрода и второй для массы.
- Провод для вспомогательной дуги. Сечение достаточно 1,5 мм². По допустимому нагреву кабель допускается более тонкий, но он имеет недостаточную механическую прочность.
- Шланг для подачи воздуха. Внутренний диаметр 10 мм.
- Провода для подключения микровыключателя.
Осциллятор
Это прибор, увеличивающий напряжение ХХ сварочного трансформатора до величины, обеспечивающий появление электрической дуги без предварительного контакта электрода и массы.
Осцилляторы, используемые в агрегатах плазменной резки, подключаются последовательно с трансформатором и добавляют к постоянному напряжению 220В переменное, частотой до 250кГц и напряжением до 6кВ.
Сам по себе этот прибор не выдает ток, опасный для здоровья людей и, тем более, не способен создать дугу для сварки или резки металла. Основное предназначение этого устройства в создании искры между электродами. Эта искра является проводником и “прокладывает путь” для сварочного выпрямителя.
Совет! Вместо осциллятора допускается использование электронного зажигания автомобиля.
Окончательная сборка
Сборка самодельного агрегата плазменной резки заключается в соединении всех элементов кабелями и шлангами:
- кабеля для электрода, массы и вспомогательной дуги подключаются к соответствующим клеммам на сварочном трансформаторе;
- воздушный шланг присоединяется к ресиверу компрессора;
- провода, идущие к микровыключателю на рукоятке, подключаются к схеме управления.
Проверка
Для проверки собранного устройства необходимо произвести пробный рез металла:
- подать питание на трансформатор;
- через 10 минут отключить и проверить обмотки на нагрев;
- если они холодные, снова подать питание;
- включить компрессор;
- после заполнения ресивера открыть воздушный кран и направить поток воздуха через плазмотрон;
- нажатием кнопки микровыключателя зажечь вспомогательную дугу;
- при ее наличии произвести пробный рез металла.
После завершения испытаний отключить аппарат от сети и снова проверить все элементы на нагрев.
Правила техники безопасности при работе плазморезом
Процесс плазменной резки при несоблюдении правили работы является опасным для здоровья и жизни людей. Основными вредными факторами являются:
- Брызги расплавленного металла. Во время реза поток плазмы расплавляет металл и выдувает его из разрезаемой детали. Попадание расплавленных капель на горючие вещества приводит к их возгоранию, а попадание на кожу вызывает сильные ожоги, вплоть до IV степени (обугливание). Для защиты необходимо направлять поток плазмы в сторону от людей и горючих материалов.
- Вредные газы и пыль. Во время реза металл на только расплавляется, но и горит. Образующийся при этом дым вреден для здоровья. Кроме того горят загрязнения на поверхности деталей. Поэтому рабочее место необходимо оборудовать вытяжной вентиляцией и работать в респираторе.
- Яркий свет. Во время работы электросварки и резки плазмой, образованной электрической дугой, кроме видимого света появляется ультрафиолет. Этот вид излучения приводит к ожогам сетчатки глаз. Для защиты рабочее место огораживается переносными щитами, а резчик должен пользоваться защитным щитком.
- Температура. После завершения работы края детали некоторое время остаются нагретыми до высокой температуры и прикосновение к ним может привести к ожогам. Для того, чтобы избежать подобных травм к разрезанным деталям можно прикасаться только в защитных рукавицах или через некоторое время, достаточное для остывания кромок.
Средняя стоимость трансформаторного плазмореза, собранного своими руками
Стоимость самодельного плазмореза зависит от цены комплектующих. В идеале такой аппарат собирается из различного старого хлама и запчастей, имеющихся в мастерской.
В любом случае следует ориентироваться на цену магазинного плазмореза, которая зависит от толщины разрезаемого металла, наличия дополнительных аксессуаров, фирмы производителя и других факторов.
Средняя стоимость подобных устройств зависит от толщины разрезаемого металла:
- до 30 мм – 150–300 тыс. руб.;
- 25 мм – 81–220 тыс. руб.;
- 17 мм – 45–270 тыс. руб.;
- 12 мм – 32–230 тыс. руб.;
- 10 мм – 25–20 тыс. руб.;
- 6 мм – 15–20 тыс. руб.
Совет! У разных производителей различная цена на комплектующие, поэтому один из способов сэкономить — это приобрести все детали по-отдельности и собрать аппарат самостоятельно из готовых элементов.
Параметры плазменной резки различных металлов
Несмотря на то, что все материалы можно резать в одном режиме, для улучшения качества обработки различные металлы и сплавы требуют разных режимов реза, газа и настройки оборудования:
- Углеродистая сталь – воздух, азот, кислород. Диаметр сопла 3 мм, скорость реза 0,3-5,5 мм/мин.
- Нержавеющая сталь – воздух, азот, водородно-аргонная смесь. Диаметр сопла 3 мм, скорость реза 0,3-5,5 мм/мин.
- Алюминий – азот, водородно-аргонная смесь. Диаметр сопла 2-3 мм, скорость реза 0,1-1,6 мм/мин.
- Медь и сплавы – воздух свыше 40 мм, азот – 5-15 мм. Диаметр сопла 3-3,5 мм, скорость реза 0,4-3 мм/мин
Информация! Скорость реза зависит от тока установки и толщины детали. При этом важно, чтобы конец дуги “не отставал” от ее начала.
Плазменная резка металла — это современный способ обработки. Наличие такого аппарата, сделанного из сварочного трансформатора, в мастерской расширяет возможности мастера.
Источник



