
- Как сделать экструдер для пластика своими руками
- Levsha1988 › Блог › Экструдер филамента для 3Д принтера. Начало.
- Ручной сварочный экструдер. Свариваем пластмассу
- Конструкция и принцип работы
- Правила эксплуатации и выбор модели ручного сварочного экструдера
- Производители сварочных экструдеров
- Экструдер для работы с пластиком своими руками
- Как происходит процесс?
- Конструкция экструдера:
- Экструдер для 3D принтера своими руками
- Экструдер для глины своими руками
- Заключение
- Экструдер для переработки пластика своими руками
- Подпишитесь на автора
- Подпишитесь на автора
- Еще больше интересных постов
- Bestoбзор: новая декада — новые надежды!
- Подпишитесь на автора
- История про то как я купил мой первый принтер kingroon kp3-180
- Подпишитесь на автора
- Халявный пластик 4 (печатаем пэт бутылками)
- Подпишитесь на автора
- Комментарии
- Сварка пластика: выбор ручного сварочного экструдера
- Устройство и принцип действия ручного аппарата для сварки пластика
- Особенности аппарата
- Мощность
- Толщина соединяемых изделий
- Диаметр прутка
- Тип подаваемого материала
- Органы управления
- Производительность
- Производители
- Munsch
- Leister
- Stargun (Ritmo)
- Weldy
- Отечественное производство
- Самые удачные модели экструдеров
- RITMO STARGUN R-SB 50
- Leister Fusion 3C 123.866
- Munsch MAK-18-S-B
- Заключение
- Видео-обзор сварочного экструдера Leister Fusion 3C 123.866
- Конструкция и применение сварочного экструдера
- Принцип действия
- Конструкция
- Для каких материалов применим
- Самодельное устройство
Как сделать экструдер для пластика своими руками
Levsha1988 › Блог › Экструдер филамента для 3Д принтера. Начало.

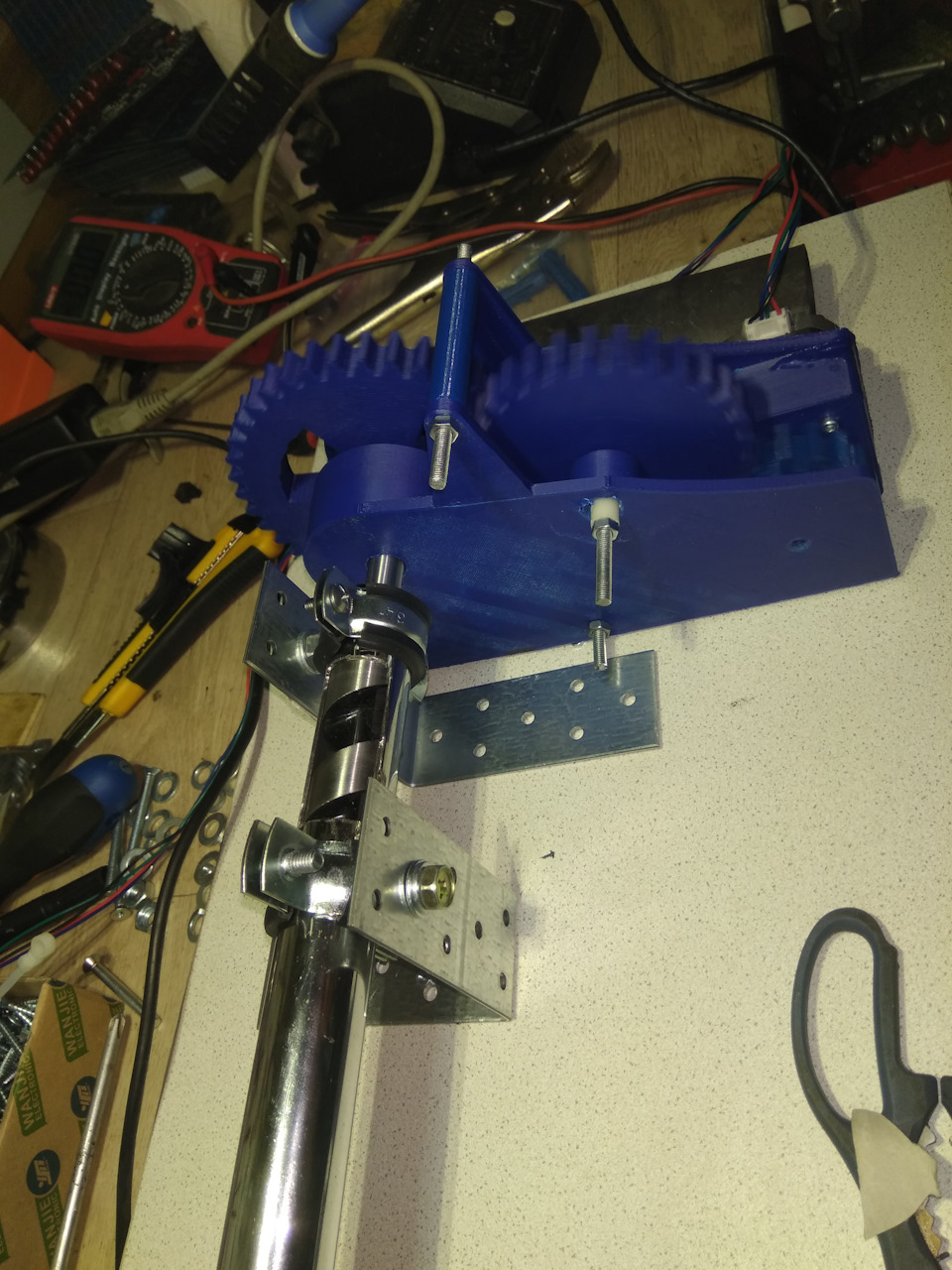
Решили мы собрать некий девайс, который из гранул пластика (пока АБС, т.к. другого найти сложно) при расплаве оных в шнеке будет выдавливаться в калиброванное сопло в диаметре 1.75 мм сверлом по дереву. Стандартная катушка филамента для 3Д принтера из магазина.
Именно этот некий проект был последней каплей покупки токарника.
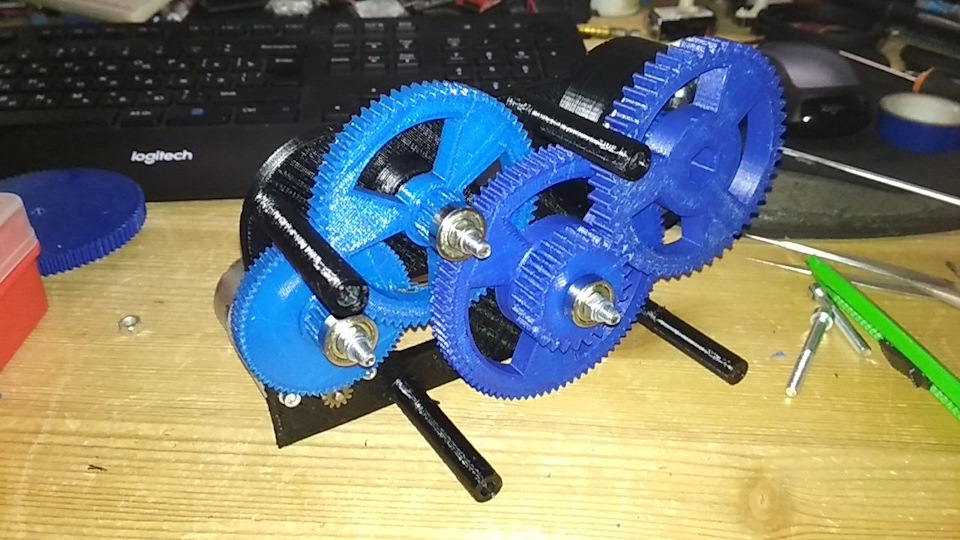
Началось все с малого: маленькая дрочепотка, похожая на флюненгехаймен была собрана из алюм. профиля 20х20, на 3Дпринтере были рассчитаны и распечатаны шестерни в редуктор для вращения шнека, на трубу была намотана грелка, при этом перематывалось все там раз 5, для оптимальной длины намотки катушки, диаметра нихрома, мощности и температуры разогрева.
Мозги сделали на дуйне (плата на ардуино. Мозги от 3Д принтера). Прикрутили на него 2 термодатчика, написали ПИД регулятор что бы правильно дрыгать грелкой (1 термо на конце, второй на самом нагревателе). Ну и экран с простяцкой менюшкой (температуру там подрегулировать и что б вообще видеть что такм как.).
Но когда пришло время опробовать выдавить пластик, наш редуктор послал нас в пешее эротическое, заклинив намертво из за очень вязкого расплавленного пластика между трубой и сверлом. В общем очень мало мощности. Далее купили редуктор стеклоподъемника для жигулей, довольно дорогой кстати. Момент у него вроде аж 6 Нм. Но… нет. Так же он заклинил, потом еще и задымился от перегрева, хотя начало было очень бодрое.


Намотка грелки еще пока вручную

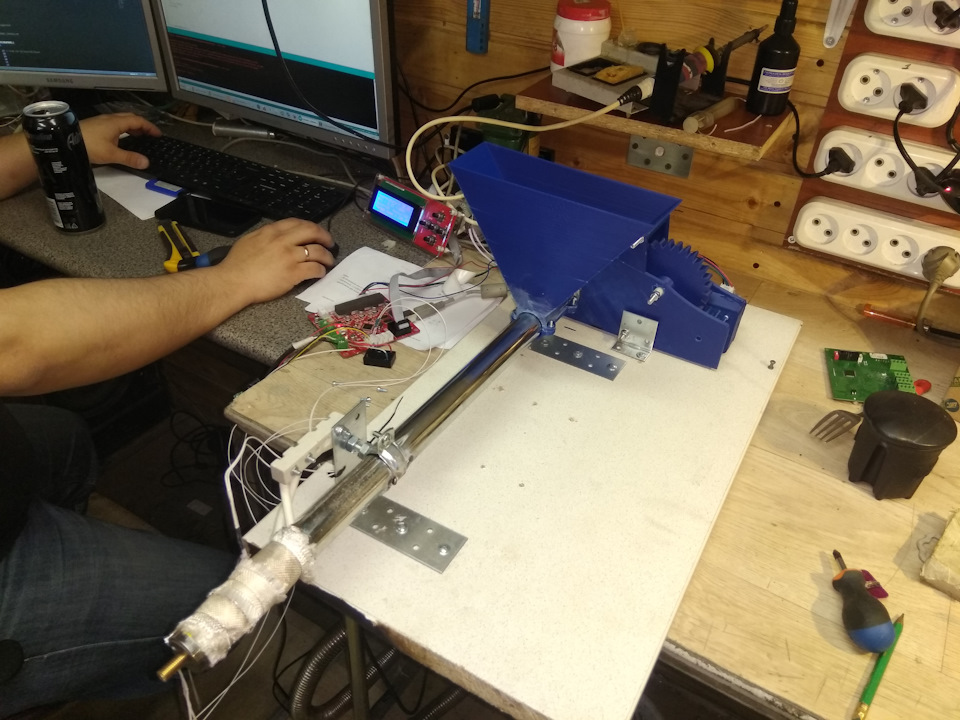
В общем психанули и купили на авито старый ГДРовский редуктор для коневеера (1982 год вроде). На валу 36 об.мин. Момент 80 Нм. Это реально жесткая штука. А немецкое качество позволило оставаться этому чугунному монстру внутри и снаружи как новому. Очень крутая штука. Сделана качественно.
Пора переходить на более взрослую и капитальную систему. Купили профиль, резанули, сварили каркас.
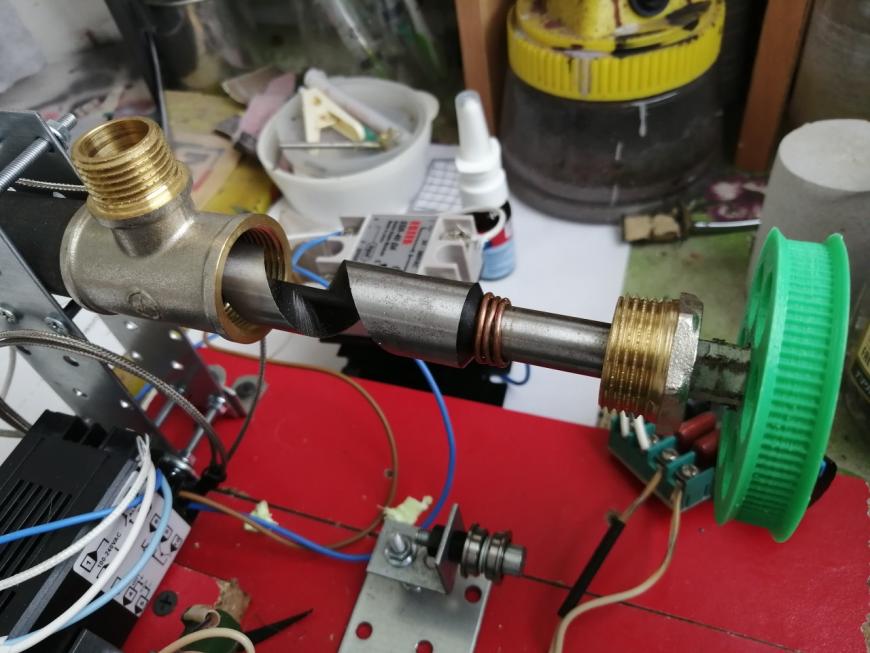
На станке проточили 2 здоровенные гайки на 30 для посадки подшипников. Была найдена в загашнике болванка, выточили вал. Все это приделали и получилась задуманная нами концепция самого аппарата. Привод ремнем ГРМ от жигулей. Направляющий ролик, тож ГРМ. Передаточное число на ремне 2:1. Но рулиться будет частотником, т.к. нужна регулировка оборотов, ибо даже при этом раскладе скорость мотора нада понижать раза в 4.
На автоподаче винтом на станке намотали грелку. Нихром 0.5 мм. Мощность 750 ватт. Шаг 1мм. Ну типа резьба, но не резьба. (как я вообще раньше что-либо рукожопил без токарника? Он одним своим видом показывает полезность, не говоря уж о том, когда его включить и начать работать. Любое, относительно круглое железное говно, которое лежало годами, зажав в патрон в один момент превращается в заготовку для переточки в охренительно полезную приблуду.)))
Мозги- та же дуйня на меге с 2 датчиками температуры на грелке. Но ПИД регулятор надо ковырять. Инерционность грелки (скорость перетекаемости тепла от центра грелки к соплу сильно заторможена, и если нагреть центр катушки скажем, до 400 градусов, дождаться пока на сопле будет 240 отрубить грелку, то темп с середины плавно перейдет на сопло.) А пластик греть до 300-400 это уже кощунство. Его оптимальная рабочая темп около 240. На видео пластик перегрет и он весь прыщавый и нифига не однородный.
Коммутация грелки — твердотельное реле с опторазвязкой на 5А.
Сопло считаю нужно сделать длинным из латунной шпильки. С равномерным отверстием длиной около 30-50 мм, и охлаждением (водянка или радиатор с обдувом), что бы на выходе сопла формировался калиброванный немного остывший филамент нужного диаметра.
Так же нужен термобарьер в середине шнека, в сторону воронки.
Пока вот так. Сегодня был первый запуск этого франкенштейна (за полчаса до закрытия гаражей). Ну и пара кривых видосов бонусом.
В общем получается довольно интересное неизведанное устройство. Будем рукожопить далее)
Производительность экструдера кстати получается очень на уровне.
Ручной сварочный экструдер. Свариваем пластмассу

В практике производственной деятельности небольших предприятий, занимающихся упаковкой различной продукции, а также при прокладке пластиковых труб необходим инструмент, при помощи которого можно было бы надёжно соединять между собой материалы, имеющие низкую температуру плавления. Класс таких материалов велик – это полиэтилен низкого давления (ПНД), полихлорвинил (ПВХ), полипропилен и т. д. Со всеми этими работами справляется ручной сварочный экструдер.
Конструкция и принцип работы
Ручной сварочный экструдер представляет собой термомеханической устройство, последовательно осуществляющее два процесса – нагрев легкоплавящегося пластика до вязкого состояния, и последующего выдавливания массы на поверхность в зоне стыка. Там ПНД, ПВХ и прочие легкоплавкие пластические массы застывают, образуя прочный сварочный шов.
Для компактности и удобства использования рассматриваемая техника обычно оформляется в виде пистолета с ручкой (в которой монтируется приводной электродвигатель) и верхней насадкой для нагрева рабочей смеси. Состоит сварочный экструдер из следующих узлов:
- Электромотора.
- Питателя.
- Экструзионной камеры.
- Дробильного шнекового устройства.
- Камеры для расплавления пластика.
- Термонагревателя.
- Сварочного сопла.
- Системы управления.

Для функционирования устройство предварительно заправляется присадочным прутком из того материала, которым будет выполняться сварка. Процесс происходит следующим образом. На верхней панели экструдера размещается приёмная втулка с отверстием, куда пропускается присадочный пруток. Заправка должна быть такой, чтобы свободный конец прутка попал в зону его захвата шнеком. При включении электродвигателя происходят два процесса: нагрев присадочного прутка концентрированной струёй горячего воздуха, и – спустя некоторое время, которое определяет датчик прибора – подача прутка в зону его измельчения.
Там вращающийся шнек выполняет дробление пластика прутка, превращая его в гранулированную массу. Последняя при нагреве плавится, и, перемещаясь далее, попадает в зону плавления. В этой зоне гранулят уже механически и гомогенно однороден. Под воздействием давления от шнека, он проходит в сварочную зону, поступает в сварочное сопло и в процессе прижима к поверхности свариваемых изделий выдавливается наружу однородной полосой, ширина которой зависит от конфигурации сопла. Поскольку внешняя температура намного меньше той, что создаётся термонагревателем, то материал присадочного прутка мгновенно застывает, образуя сварочный шов.

В менее компактных, но более производительных моделях экструдеров, нагрев присадочного прутка выполняется при помощи внешнего термонагревателя, а воздух туда подаётся от небольшого компрессора. Конструктивные различия могут иметься и в способе нагрева присадочного материала: иногда нагрев производится кольцевыми нагревательными элементами, коаксиально размещёнными в корпусе термонагревателя.
Система управления ручным сварочным экструдером выполняет следующие функции:
- Предварительную установку температуры нагрева, которая определяется температурой плавления пластика (как известно, ПНД плавится при 120…130ºС, ПВХ – при 150…220ºС, а полипропилен – при 170…190ºС).
- Включение термонагревателя;
- Запуск привода шнекового измельчителя;
- Блокировку «холодного старта», когда шнек может перемещать ещё неоднородный присадочный материал;
- Отключение термонагревателя при ещё вращающемся шнеке, что исключает прилипание остатков гранулята в сварочной камере.
Правила эксплуатации и выбор модели ручного сварочного экструдера
Перед использованием требуется выполнить ряд условий, обычных для пластика: очистить поверхность соединяемых изделий от внешних загрязнений и не допускать работу с влажным материалом.
Успех работы зависит также от разницы в значениях температур плавления соединяемых материалов, если они обладают различным химическим составом. Например, ПНД с полипропиленом можно сваривать рассматриваемым способом, поскольку диапазоны температур их плавления полностью, либо частично перекрываются. Наоборот, сварка ПНД с ПВХ, и, тем более – с полипропиленом, проблематична или вовсе невозможна. В таких случаях сварочный экструдер можно применять лишь для соединения изделий, изготовленных из одинаковых материалов.
Компактность ручного сварочного экструдера позволяет его эффективное использование даже без прекращения работы соединяемых устройств. В частности, при сварке полипропиленовых труб необязательно отключать подачу воды по ним.

Предварительно выполняется ряд обязательных проверок (особенно, если экструдером ранее не пользовались):
- Проверка прямолинейности подачи присадочного прутка во втулке экструдера: при высокой шероховатости образующей пруток может перемещаться не по прямой, а по винтовой линии, что ухудшит условия работы шнекового дробильного устройства и приведёт к образованию неоднородного по размерам гранулята.
- Контрольная проверка эффективности температуры нагрева прутка до состояния его вязкотекучести: материал от разных производителей может иметь различный диапазон температур плавления.
- Проверка надёжности прижима сварочного сопла к соединяемым поверхностям, особенно, если они обладают сложной конфигурацией. Многие модели ручных сварочных экструдеров с этой целью комплектуются сменными насадками.
- Проверка возможности расплавления соединяемых материалов теплом от термонагревателя, без подачи присадочного прутка. Выполняется при отсутствии точных сведений о материале соединяемых таким способом изделий.

Выбор подходящей модели ручного экструдера производится по следующим параметрам:
- По производительности в единицу времени;
- По удобству управления параметрами процесса;
- По толщине свариваемых изделий;
- По комплектации устройства сменными приспособлениями
- По диапазону диаметров прутка.
Следует отметить, что большинство торговых марок предназначено для работ с присадочным материалом от конкретного производителя (часто того же, который занимается и выпуском экструдеров).
Теоретически возможен вариант изготовления бытового сварочного экструдера своими руками. Для этого к обычному промышленному фену присоединяют шнековый привод (например, для измельчения кормов), и оформляют оба узла в компактном виде. Вместо шнека иногда устанавливают более доступный плунжерный привод, однако такой вариант малонадёжен: всё зависит от гомогенности материала исходного прутка. Электродвигатель для привода подбирают коллекторного типа, который лучше переносит постоянные изменения в значениях крутящего момента.
Производители сварочных экструдеров
Наибольшей популярностью в данном сегменте рынка пользуются следующие устройства:
- От торговой марки Munsch (Германия). Потребительские преимущества – удобство крепления всех узлов (что повышает ремонтопригодность), нетребовательность к размерам присадочного материала, наличие функции раздельного нагрева (полезно при использовании экструдера вне помещений в холодное время года), удобный набор сменных насадок, совершенная система управления и контроля. Плюс — традиционно высокое немецкое качество изготовления и сборки.
- От торговой марки Leister (Швейцария). Производитель выпускает широкую линейку типоразмеров сварочных экструдеров: от небольших, производительностью до 0,8…1,2 кг/ч, до профессиональных, рассчитанных на переработку до 6 кг/ч. Устройства оснащаются современной системой управления и мониторинга за ходом сварки, эргономичны в употреблении. Качество также находится на высоком уровне. Есть специальная линейка аппаратов для сварки линолеума.

- От торговой марки Dohle (Германия). Фирма известна как производитель строительных фенов, однако в последнее время активно позиционирует себя и в качестве изготовителя ручных сварочных экструдеров. В отличие от вышеперечисленных брендов, использует для привода покупные электродвигатели. Выпускает самый малогабаритный экструдер производительностью всего 0,5 кг/ч, который комплектуется шлангом и встроенным мини-компрессором.
- От торговой марки Stargun (Италия). При малом диапазоне моделей экструдеры этой фирмы отличаются мощностью привода, и рассчитаны на использование преимущественно в профессиональных условиях. Изюминкой аппаратов является возможность локальной подсветки зоны сваривания.
- Отечественные экструдеры типа РСЭ. Оснащаются приводом подачи присадочного материала, включают в себя большинство тех же опций, что уже были перечислены выше.
Цены на экструдеры зависят от их функциональности и производительности. В среднем стоимость отечественных устройств составляет от 30000 до 55000 руб., импортных – от 50000 руб. и более.
Экструдер для работы с пластиком своими руками
 Экструзия считается распространенным методом получения полуфабрикатов или полимерных товаров. Такой процесс создают в пищевой промышленности или в производстве комбикорма. Расплав полимера вытаскивают с помощью головки экструдера в формующую головку со специальным профилем.
Экструзия считается распространенным методом получения полуфабрикатов или полимерных товаров. Такой процесс создают в пищевой промышленности или в производстве комбикорма. Расплав полимера вытаскивают с помощью головки экструдера в формующую головку со специальным профилем.
Как происходит процесс?
Большинство полимеров могут проходить через экструзии: термопласты, эластомеры и прочие материалы. Технология сварочного экструдера используется уже много лет. Во время обработки специальной техникой есть несколько разных характеристик: состав сырья, процент влажности и природа. Во время работы может меняться давление и температура. Где можно применять сварочный экструдер?
- Переработка кормов.
- Создание пластика и полиэтилена.
- Создание труб.
- Пищевое производство.
Конструкция экструдера:
 Головка механизма состоит из корпуса и инструмента с отверстием. Корпус присоединяется к экструдеру. Отверстие бывает сужающимся к центру или в виде круглого канала. Должен присутствовать раздатчик в виде спирали.
Головка механизма состоит из корпуса и инструмента с отверстием. Корпус присоединяется к экструдеру. Отверстие бывает сужающимся к центру или в виде круглого канала. Должен присутствовать раздатчик в виде спирали.- Корона способствует улучшению адгезии поверхностных материалов.
- Активаторы делятся на разные типы, они отличаются по мощности, ширине, фиксации.
- Горячий нож довольно прост в использовании, но с ним нужно уметь работать и выбирать правильное направление. Эта деталь увеличивает выход продукции в несколько раз. Такой нож применяется в экономических целях.
- Шнек – не самая важная деталь, может не присутствовать в оборудовании, создан для улучшения производительности и гомогенизации расплава используемого материала полимеров.
- Специальный узел тиснения создается для придания пленке жесткости и прекрасного товарного вида.
- Узел для вращения головки размещает неровные пленки, улучшает качество рулона.
- Фальцовочное устройство для оборудования и техники.
- Тянущее устройство.
- Намотчик и обдувочное кольцо.
 Головка механизма состоит из корпуса и инструмента с отверстием. Корпус присоединяется к экструдеру. Отверстие бывает сужающимся к центру или в виде круглого канала. Должен присутствовать раздатчик в виде спирали.
Головка механизма состоит из корпуса и инструмента с отверстием. Корпус присоединяется к экструдеру. Отверстие бывает сужающимся к центру или в виде круглого канала. Должен присутствовать раздатчик в виде спирали.Экструдер для 3D принтера своими руками
Особенностью ручного 3D принтера является работа на основе нитевидного пластика разных видов, чаще всего используется ABS и PLA. Устройство такого экструдера состоит из двух блоков, первый отвечает за подачу филамента, второй представляет собой сопло с нагревателем, которое охлаждает устройство.
 Как сделать самодельный 3D экструдер принтера? Вначале нужно подобрать шаговый двигатель или вместо этого использовать моторы от старых сканеров. Чтобы закрепить двигатель, вам потребуется корпус, специальный ролик и хот-энд. Корпус можно сделать из разных материалов. Специальный ролик регулируется с помощью пружины, ведь толщина прутка редко бывает идеальной. Материал соединяется с подающим механизмом, но сцепление не должно быть слишком крепким, иначе куски пластика начнут отламываться.
Как сделать самодельный 3D экструдер принтера? Вначале нужно подобрать шаговый двигатель или вместо этого использовать моторы от старых сканеров. Чтобы закрепить двигатель, вам потребуется корпус, специальный ролик и хот-энд. Корпус можно сделать из разных материалов. Специальный ролик регулируется с помощью пружины, ведь толщина прутка редко бывает идеальной. Материал соединяется с подающим механизмом, но сцепление не должно быть слишком крепким, иначе куски пластика начнут отламываться.
Деталь под названием хот-энд можно купить, но цена достаточно высока, выгоднее будет скачать чертежи и сделать его своими руками. Радиатор изготавливают из алюминия, чтобы убрать тепло от ствола хот-энда. Это помогает убрать преждевременное нагревание материала.
Самое лучшее решение — это светодиодный радиатор, охлаждение применяется с помощью вентилятора. Ствол хот-энда создают из металлической трубки, который создан для соединения радиатора и нагревателя. Тонкий кусок трубки — это термобарьер, который справляется с уничтожением тепла в верхней части экструдера.
Нагреватель в 3D экструдере своими руками делается из алюминиевой пластины. Сначала в ней сверлят отверстие для крепления ствола хот-энда, потом создается отверстие для болта, резистора и терморезистора. Пластину нагревают с помощью резистора, а терморезистор регулирует температуру. Сопло создают из глухой гайки с овальным концом.
При выборе гайки лучше брать латунную или медную, их очень легко обрабатывать. В тисках закрепляется болт, потом на него накручивается гайка, ну и последний этап – это создание отверстия в центре. Вот таким способом и создается самодельный экструдер для 3D принтера.
Если вы не совсем понимаете, как сделать такой устройство для 3D принтера, то стоит ознакомиться с видео и чертежами для упрощения своей работы.
Экструдер для глины своими руками
Такое оборудование предназначено для лепки. С помощью таких ручных экструдеров можно работать с глиной и пластилином. Основной конструкцией для этого экструдера, считается пластиковая бутылка прозрачного цвета. Перед работой ее нужно вымыть и высушить. Из крышки нужно вытащить пластину с помощью иголки или булавки.
Далее нужно создать отверстие, из которого будет выдавливаться материал. Диаметр должен совпадать с линиями. Подравняйте края отверстия и возьмите диск из металла, к которому прикрепите ручку. Готово, теперь у вас получится экструдер для глины. Все очень легко и даже не нужен чертеж.
Заключение
Экструдер считается очень полезным, ведь благодаря такому инструменту можно создать много материалов, которые используются в жизненно важных сферах. Устройство 3D принтера делает самые качественные детали, и очень выгодно сделать его самим, на этом можно прилично заработать.При создании такого инструмента для 3D принтера не забывайте ознакомиться со схемой.
Экструдер для переработки пластика своими руками
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Нужны советы по созданию экструдера, для переработки пластика
Печатаю много такого


(отечественная техника тоже есть не волнуйтесь)
Остается брак и поддержки , хотелось бы и их пустить в дело !
Начну с того что имею на данный момент:
— Доступа к сварочному аппарату у меня нет , использую то что можно купить в магазине и на Алиэкспрес
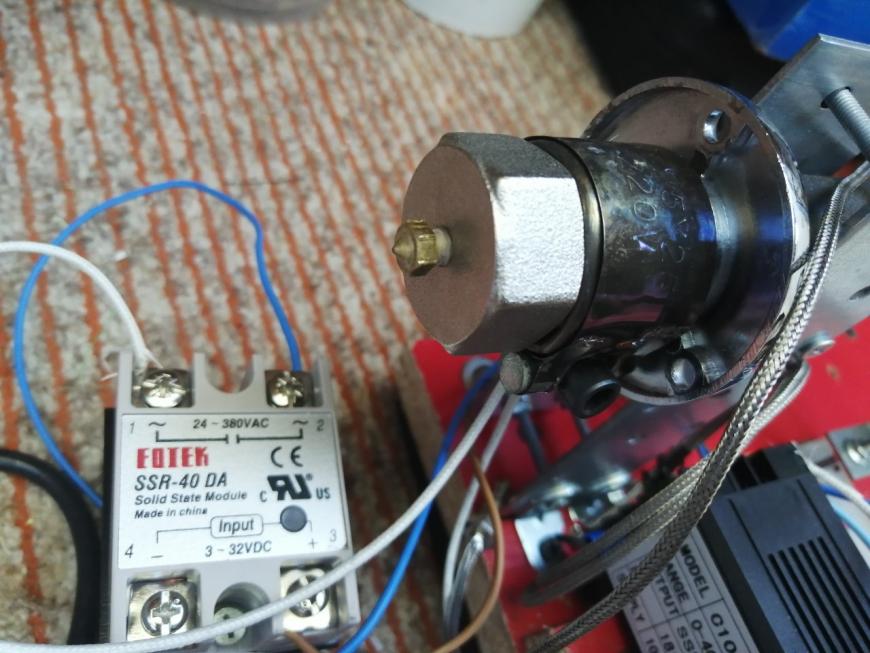
1) кусок трубы с резьбой + нагревательный элемент + заглушка (в заглушке резьба под сопло от 3д принтера с отверстием 1,7 мм) для универсальности процесса



Нагреватель (в комплекте 2 , но 1 я угробил )
Заказал еще такой вариант
Мозги нагрева + термопара + реле
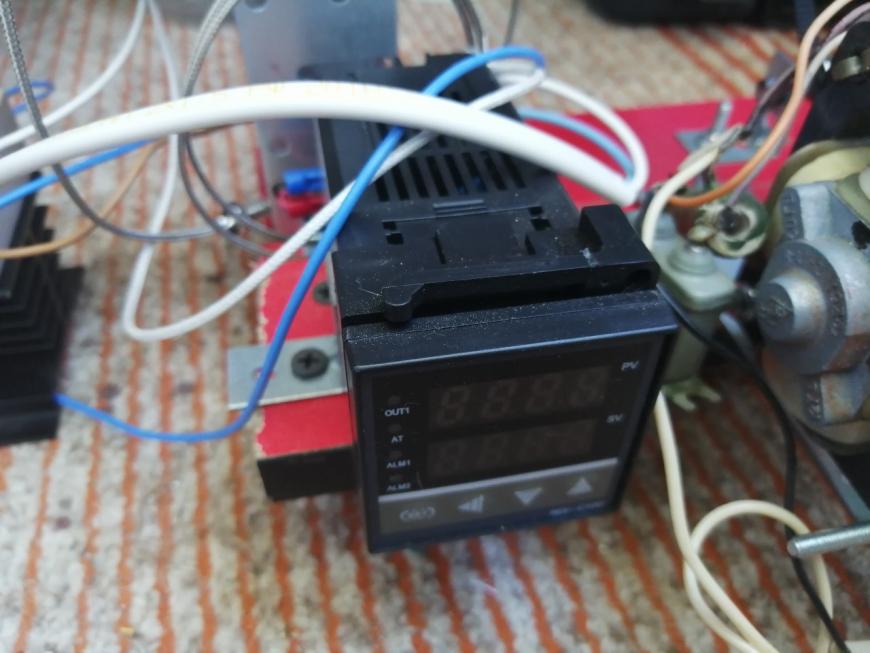
— В ходе экспериментов оказалось что 1 нагревательный элемент мало , 2 много . Во общем минимум 2 , иначе провернуть шнек (сверло ) становиться тяжело во всех смыслах.
выход пластика нормальный, шнек крутил руками, качество пластика . ну неплохое , ожидал хрупкость и ломкость , но получилось что то похожее на PLA , хотя перерабатывал ABS.
А теперь к главному
По задумке вращать шнек должен двигатель (от старого патифона) но силы ему явно не хватает
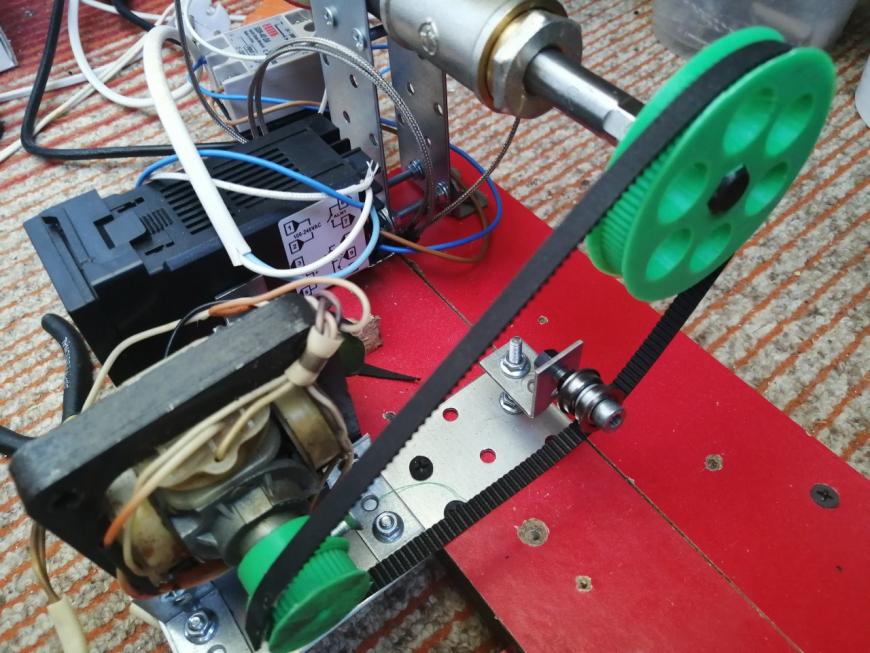
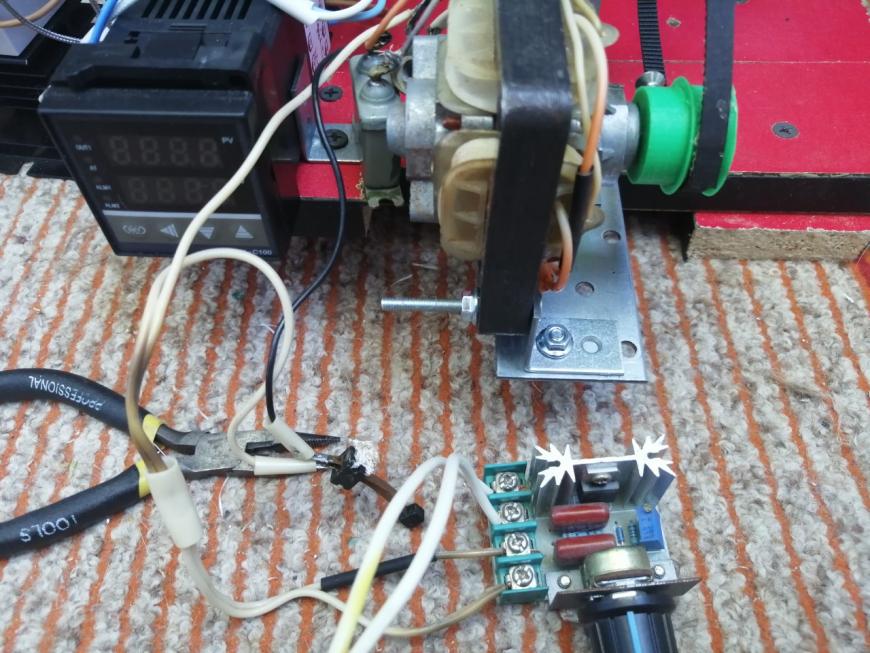
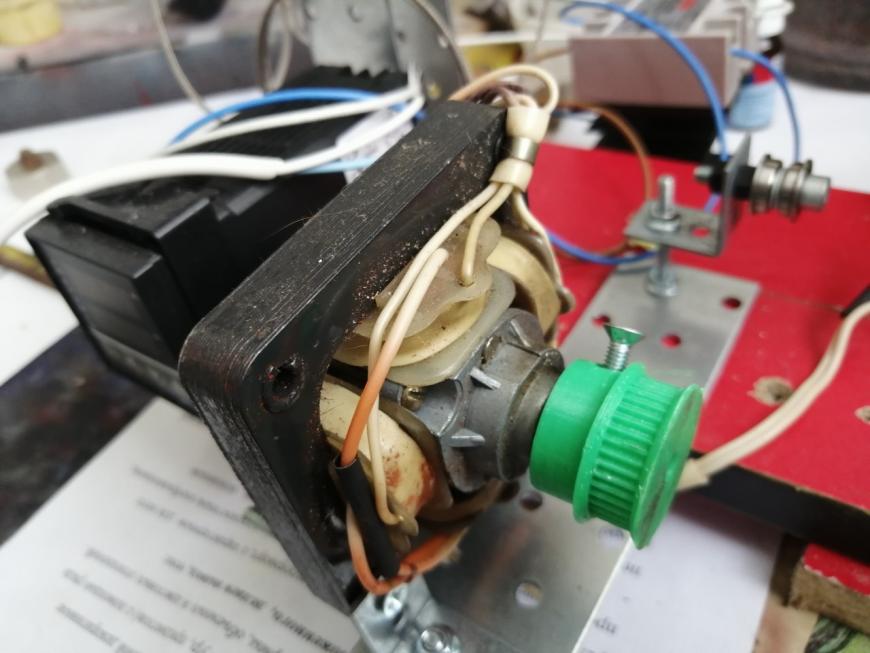
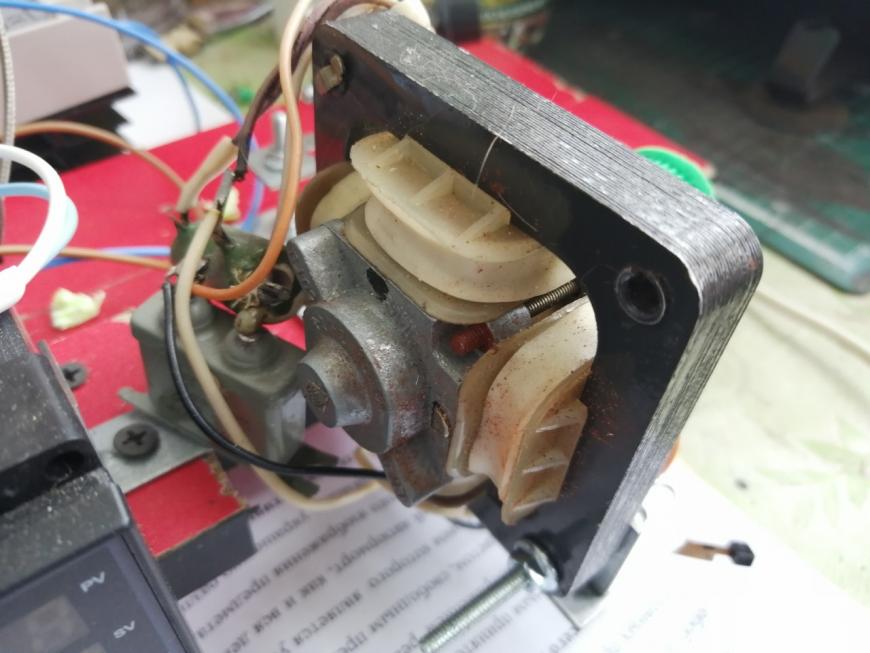
+ перегрев шнека диформирует АБС колесо по которому идет ремневая передача (хотя от этой идеи я пожалуй откажусь , все очень не надежно)
В общем Вопросы следующие :
Стоит ли использовать шаговый двигатель? и какой ? (вместо того что я вам показал)
Как и чем его питать и регулировать обороты ?
В электронике я почти 0 , нужны готовые решения (типо с алика )
Буду рад если поделитесь опытом и идеями !
( Об узлах контроля и протяжки прутка пока не будем, не хочу загадывать далеко )
(если что моя группа https://vk.com/public_model_hends)
Еще несколько фото


Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Еще больше интересных постов
Bestoбзор: новая декада — новые надежды!
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Вот и пришел декабрь, а вместе с ним ожидание Нового года, запах хвои и мандарин, вера в чудеса и предвкушение.
История про то как я купил мой первый принтер kingroon kp3-180
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Халявный пластик 4 (печатаем пэт бутылками)
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
С хорошими и радостными новостями.
Но прежде хочу ещё раз поблагодарить всех кто читаем мои блоги и.
Комментарии
Зачем латунь на входе она имеет место быть только на выходе. Очень большой коэффициент теплопередачи. У загрузки сталь или нержавейка.бункер должен быть максимально теплоизолирован.
с 1мм сопла выходит 2-3 мм нормально, 1,7 будет лишка, однако. шаговый двигатель с редуктором покупай не меньше нема23, но у народа и от автомобильных ‘дворников’ работает неплохо. ИМХО
у народа и от автомобильных ‘дворников’ работает неплохо
‘Движок от патефона’ не пойдёт — он асинхронный. Такому для регулирования нужно частотник.
К тому же у него и мощность всего 1 ватт и то после выхода на рабочие обороты.
Читал как-то про устройство термопластавтоматов. В них очень важна длина материального цилиндра, где происходит размягчение, размешивание и плавление пластика.Помню, что меньше 20 см от бункера до сопла считалось неэффективным решением. Причем внешний подогрев в меньшей степени влиял на расплав, чем трение массы.
Еще очень важно расстояние от шнека до стенок цилиндра — оно должно быть меньше миллиметра, лучше 0,1-0,5 мм. Шнек должен быть с меньшими бороздками, чем у вашего сверла. Там даже была высчитанная физиками зависимость между этим пространством, длиной шнека, глубиной бороздок, крутящим моментом ШД, усилием смыкания плит пресс-форм, объемом впрыска и т.п.
Кроме того, поверхность и шнека, и внутренних стенок цилиндра должны быть полированными, лучше азотированными. Тогда у расплавленной массы не будет дополнительного препятствия. Если все эти условия обеспечить, думаю, ваш движок (вы не сообщили, какой у него крутящий момент) смог бы больше.
Ага, все перечисленное страждущим доступно прям дома ‘на плите’
И выбор бороздок и полировка с азотированием.
Будет куда стремиться. Можно, наверное, и чеснокодавилку переделать в ручной механический 3д принтер. Но, если обзавестись экструдером, будет легче. Если добавить ШД и драйверы — еще проще. Ну и т.д.
Если группа единомышленников, печатающих много, скинется, то может построить для себя правильный экструдер. Самое главное и дорогое в нем — материальная пара — цилиндр и шнек (обогреватели, ПИД-регулятор, ШД, БП — ерунда). Его можно заказать в Китае, на алибабе. Обойдется вскладчину недорого, зато гнать прутик будет неустанно, обеспечит всех дешевым материалом, причем любым пластиком.
Пост писал мекбой.
Ну с али дак с али)
https://ru.aliexpress.com/item/32812851763.html?spm=a2g0s.8937460.0.0.4c0b2e0eZtGYgv
Да, штука. 40 тыщ рублей. По сути это где-то 40 кг PLA пластика. У меня с 30-ти кг филамента накопилось где-то 5 кг всяких поддержек и неудачных кусков. Чтобы такой экструдер окупился, мне надо будет испечатать около 200 кг филамента.
Не канает. это я его несколько лет ‘окупать’ буду. Одно наверное верно: скорее всего этот экструдер даст более качественный пруток, чем самодельный. Но самодельный выйдет существенно дешевле, даже с затратами времени.
Теоретически чуть быстрей т.к. пластик можно будет покупать в виде гранул.
Я бы считал по-другому. Покупка прутка — 1400 р, пластик в гранулах — около 150 р, вместе с расходами на э/э — максимум 200 р. Аппарат окупит себя меньше, чем через 35 кг.
Если филамент получится реально качественным, найдутся охочие купить его у вас за меньшую цену, чем у производителей. Скажем, за очень скромные 600 р. Ваш доход — 400. Продадите в месяц 8-10 кг. — окупите станок за год. Дальше — только прибыль.
Да в том-то и дело, что уже есть хороший заводской пруток (где нет пузырьков воздуха и диаметр контролируется по лазерному датчику) с ценой 600-900р в зависимости от материала. Тот же FDplast — отличный филамент, им и пользуюсь.
А этот станок с Али еще хер знает как сделан внутри: вполне возможно что там контроль толщины прутка основан чисто на скорости подачи материала. А значит и диаметр плавать будет, и воздух в прутке может попадаться. Переводить гранулят на такой пруток это прям кощунство.
Просто накопилось много всяких отходов 3D печати и их некуда пристроить. Просто видимо уйдет в помойку. А был бы экструдер — можно было бы хоть как-то переработать. Ну и ради ‘поржать’ — пустить в переработку например PET бутылки и всякие там пластиковые отходы (корпуса например от РЭА всякие старые — тот же ABS).
Но как тут уже описали: прибору нужен оператор и присмотр. А это человеко-часы, которые тоже стоят денег. Так что. видимо придется ‘забить’ на переработку и тупо выкинуть отходы в помойку.
Страница Вконтакте интересная, подписался. А там может и по экструдеру мысли появятся. Спасибо.
Есть претензии, но главное что человек что то делает.
Вот поэтому я и написал сюда, я понимаю что мой экструдер мягко говоря не очень . А советы и замечания очень важны в таком деле !
Делал я свой экструдер. Он работал, но прикинув затраты по времени и геморой я все таки продал и просто покупаю пластик.
А теперь более по существу.
Экструдер я собрал со всеми токарными работами и запчастями примерно за 10к.
Использовал двигатель от дворников корейца, по мощности он был 60-90 ват в зависимости от скорости, он дико грелся от такой нагрузки и постоянной работы. (Радиаторы и постоянный обдув необходим был)
Блоки питания от АТХ, нагреватели из нихрома намотанные, электроника самодельная.
Пластик АБС я купил за 5к за 25 кг, получается 200р кг. (Пусть будут это отходы, тогда не считать эту стоимость. Тогда нужен измельчитель для пластика, долго детальки не порежешь)
Чтобы сделать 1кг прутка уходило больше часа. Я свое время считаю, которое мне придется провести в окрестностях экструдера, за ним все равно необходим присмотр.
И получается цена выходит самодельного прутка не такая уж и дешевая.
Сейчас тот же пет можно купить рублей за 600-700 кг. И я с такими ценами потерял интерес делать пруток самостоятельно.
А теперь что по косякам:
1. 1,7 это очень много, необходимо в районе 1-1,2 все в зависимости от потока.
2. Очень короткая нагревательная часть без теплового барьера с бункером. Или удлинять нагревательную часть или текстолитовую прокладку ставить.
3. Двигатель нужно хотябы ват от 200 для нормальной стабильной работы, чтобы обороты не плавали.
4. Обороты на шнеке должны быть начиная от 90-120 об/мин, чтобы не ждать вечность пока сделается хотя бы 100 гр.
капну и я свою капельку ))
1. шнек (вся конструкции) должна быть в 3-4 раза длиннее — во-первых всё, что писал avex, а во-вторых не будет перегреваться.
2. должны быть подшипники — вместо вашей проволочки — упорный, а максимально близко к концу сверла — радиальный. или радиально-упорный, тогда первый упорный не нужен. естесственно — обеспечить жёсткий упор.
3. нагревателя лучше два. причём второй расположить примерно на 2/3 рабочей длины шнека. питать отдельно и температуру подбирать примерно в половину от температуры первого.
4. термобарьер. деревянный (дуб, бук) брусок. ставится в разрыв трубы.
5. у патЕфонов был пружинный двигатель. конструкция двигателя электропроигрывателя разрешает только одно рабочее положение — горизонтальное, осью вверх. регулировать скорость обычным диммером невозможно. да и частотником затруднительно: двигатель с конденсатором.
6. шаговый двигатель можно использовать — лучше с редуктором. в этом случае для управления всей конструкцией вполне подходит плата от принтера с прошивкой Марлин (слегка модифицированной для постоянного вращения двигателя). да, немного избыточно, зато — без возни и ‘с али’
7. качество пластика зависит (в том числе) от условий его нагрева. именно поэтому делают зону нагрева достаточно длинной — чтобы пластик успел выйти на режим и хорошенько перемешаться. ну и — аксиома — качество вторичного пластика всегда хуже.
8. сопло. для отличной экструзии и чёткого попадания в размер нити сопло должно быть таким:
.
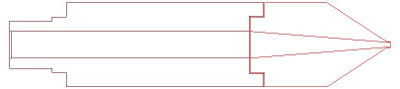
степень удлинения 10-15 рабочих диаметров. т.е. длина конусной части сопла = (диаметр отверстия) * 15
почитайте про экструдер Лимана — одна из самых простых и удачных конструкций, при этом максимально ориентирована на покупные детали.
баловство всё это.
Если нужно печатать то проще купить готовый пластик.
Другое дело если есть забота об экологии и перерабатывать хотя бы пет бутылки, тогда это немного другой проект нацеленый на другой результат.
В австралии вроде-бы народ этим занимался, они сейчас перерабатывают 3 тонны в месяц.
Другой вопрос сколько на этом можно сэкономить? лишние 10 тыс рублей за год , при этом убить недели своего времени?
Сварка пластика: выбор ручного сварочного экструдера
Двадцать первый век без сомнения можно назвать веком пластика. Из него изготавливается всё больше технических деталей и предметов обихода. Разработаны полимерные материалы твёрдые, как камень, крепкие, как сталь. Ну а в коррозионной стойкости и химической инертности пластику просто нет равных. Кроме того, он лёгкий, не бьётся и может принять практически любую форму и свойства.
Использование полимерных материалов во всех областях промышленности и бытовых условиях делает актуальным ремонт пластиковых изделий, а также соединение деталей. Как и в случае с металлом, эти работы получили название сварочных. В основе схожий принцип: материал разогревается и подаётся на соединяемые поверхности.
Правда, низкая температура плавление поливинилхлорида, полиэтилена и полистирола позволяет не так сильно разогревать предварительно заготовки, с которыми ведётся работа, в отличие от сварки металлов. Не получится и использовать для разогрева высокое напряжение: пластик является диэлектриком и не проводит электрический ток. На помощь приходит ручной сварочный экструдер.
Устройство и принцип действия ручного аппарата для сварки пластика
Агрегат для сварки изделий из пластика чаще всего выполняется с рукояткой пистолетного типа, как и многие другие инструменты, например, электродрель.
В конструкцию любого экструдера входят следующие элементы:
- Электропривод. Эту функцию выполняет мощный электромотор, который устанавливается в задней части прибора. Питание производится от сети 220 вольт.
- Электронагреватель с вентилятором. Здесь снова же с помощью электричества формируется поток горячего воздуха, предназначенный для приведения заготовок в размягчённое состояние.
- Камера подачи материала. Имеет трубчатую форму, внутри полая, но по центру её проходит ось шнекового винта, как в мясорубке. При вращении он не только измельчает материал, подаваемый в камеру, но и продвигает его к выходу, формируя необходимое давление.
- Экструзионная камера. Здесь измельчённый и расплавленный пластик скапливается и под давлением начинает выходить из отверстия в конце камеры.
- ТЭН. Создаёт нагревательную рубашку вокруг камеры подачи и экструзии, обеспечивая нагрев и расплавление пластика.
- Сварочный башмак. Это насадка, надевающаяся на подающее сопло экструзионной камеры. Благодаря башмаку разогретая пластиковая масса имеет определённую форму. Это позволяет работать с разной конфигурацией сварочных швов.
- Блок регулировок. Имеет органы управления для изменения параметров нагрева и скорости вращения шнека.
Принцип действия ручного сварочного экструдера принципиально выглядит следующим образом: подаваемый внутрь аппарата присадочный пруток или гранулы пластика в загрузочной камере начинают размягчаться и становятся вязкими.
Шнековый винт измельчает и продвигает пластик, пока тот не накопится в экструзионной камере. Оттуда тот выдавливается под давлением, как с помощью кондитерского шприца выдавливают крем. Одновременно горячий воздух, подаваемый на заготовки из сопла, разогревает их до состояния склеивания с выходящей массой.
Особенности аппарата
Параметры устройств обусловливают их сферу применения.
Мощность
Один из главных параметров в любом инструменте. Определяет как работу привода шнекового винта, осуществляющего измельчение и подачу пластика, так и работу нагревательного элемента. Непосредственно от мощности зависит производительность экструдера, то есть насколько быстро он может работать с максимальной длиной сварочного шва. Как и любой предмет с электрическим нагревом, ручной экструдер должен иметь довольно большую мощность для комфортной и быстрой работы. У большинства представленных на рынке устройств она находится в пределах от 1600 до 3600 Ватт. Чем больше этот параметр, тем больше пластика он может расплавить и подать через башмак на свариваемые заготовки.
Толщина соединяемых изделий
Определяет, с какими заготовками может допускается работа аппарата. Линейно зависит от мощности — чем она выше, тем толще можно брать детали на сварку. Параметр актуален для производства и ремонта, так как далеко не у всех есть необходимость производить сварку толстых листов. Нижний порог обычно начинается от 1,5 мм. Соединить можно и более тонкие листы, однако в этом случае заготовка может деформироваться под влиянием мощного разогрева. Верхний предел у мощных устройств может достигать 40 мм. При большей толщине прочность сварочного шва резко падает, так как прогреть и расплавить такую заготовку на всю глубину уже проблематично.
Диаметр прутка
Для моделей с подачей именно пластикового стержня вводится параметр допустимого диаметра. У профессиональных моделей он составляет 5 — 6 мм, в противном случае обеспечить необходимую производительность килограмм пластика в час не удастся. Компактные модели для меньшей толщины изделий и пруток используют 3 мм.
Тип подаваемого материала
Материал может быть в двух вариантах исполнения — пластиковый присадочный пруток либо гранулят.
Первый вариант оказался удобнее и получил значительно большее распространение, чем второй по нескольким причинам:
- Пруток, смотанный в бухты, удобнее транспортировать. В случае повреждения транспортировочной упаковки материал не получает критических повреждений. А вот гранулят при разрыве мешка высыпался, и никто его уже не собирал.
- Пруток, заведённый в приёмную камеру, может подаваться до тех пор, пока не размотается бухта. Нужно лишь слегка высвобождать несколько витков для последующей работы. Гранулят засыпается в специальный бункер. Для того, чтобы заполнить, его нужно снять. Бункер открытого типа неудобен в работе, материал из него может высыпаться. Но даже в этом случае для снаряжения экструдера нужно либо оторваться от работы, либо иметь в штате помощника-ассистента.
Органы управления
Простые модели экструдеров оснащены всего лишь парой механических переключателей — рукояток с делениями. С помощью них можно отрегулировать температуру подаваемой пластиковой массы и скорость её подачи. Продвинутый профессиональный инструмент комплектуется электронными системами. Здесь за регулировку отвечает электронный блок, а информация выводится на жидкокристаллический дисплей. Как вишенка на торте — оснащённость датчиками окружающей температуры для минимизации перепада на выходе пластиковой массы.
Производительность
Поскольку далеко не все операторы могут напрямую безошибочно связать мощность и объём работы, который позволяет выполнить инструмент, вводится понятие производительности в единицу времени. Эта характеристика показывает, сколько расплавленной пластиковой массы может произвести аппарат в час. Соответственно, чем больше показатель, тем более пригоден прибор для профессионального использования при больших объёмах работы. Измеряется в килограммах в час, может варьироваться в пределах от 0,5 до 3 кг/ч.
Производители
В отличие от такого распространённого инструмента, как дрели, болгарки и перфораторы, ручные сварочные экструдеры характеризуются весьма узкой специализацией. Массовый спрос на них практически отсутствует, зато те специалисты, которые приобретают данный аппарат хорошо разбираются в характеристиках и готовы выложить за профессиональный инструмент не одну сотню тысяч рублей. Правда, и риск высок.
К примеру, экструдер приобретается для сращивания пластиковых элементов бассейна. Стоимость личного плавательного водоёма весьма высока, а если представить, что резервуара клиентов начали давать течь из-за сварки некачественным аппаратом… Это не пару саморезов закрутить. Убыток от рекламаций способен поставить на прибыльном бизнесе крест. Поэтому и покупают дорогой фирменный прибор, чтобы не запятнать репутацию.
Так складывается ситуация на рынке оборудования. Ручной экструдер практически невозможно найти в обычном строительном магазине. Его реализуют либо специализированные организации под заказ, либо через интернет на профильных сайтах. И цена у такого устройства стартует от 50 тысяч рублей. Мощные экземпляры стоят уже значительно дороже: 200 — 500 тысяч.

Munsch
Германия. Вроде настоящая, без китайской сборки. Качественная надёжная сборка и материалы. Высокая ремонтопригодность, что немаловажно для аппарата такого класса — после поломки его не выкинешь, будет жалко потраченных денег. Впрочем, поломке ещё надо случиться, ведь всё продумано до мелочей. Большинство инструментов имеют раздельный нагрев массы и заготовки, что позволяет работать на улице при низких температурах.
Leister
Швейцария. Где находится производство, компания не афиширует, а пользователи доверяют ей, пока их устраивает высокое качество инструмента. Известная марка в России, есть несколько линеек разной мощности. «Фишкой» Ляйстера является продвинутая система интеллектуального управления процессом экструзии. Информация выводится на дисплей, пользователь имеет доступ к большому числу точных настроек.

Stargun (Ritmo)
Италия. Достойный конкурент приведённых выше аппаратов. Большинство изделий характеризуются высокой мощностью (минимальная производительность 2 кг/час). Имеет компактные размеры и различные удобства вроде эргономичных рукояток, выверенного центра тяжести и подсветки зоны сваривания.
Weldy
Дочерний бренд Leister. Видя, что многие хотят подешевле, швейцарцы организовали сборку в Китае, немного снизили качество и ощутимо сбросили цену. Впрочем, бояться инструмент, как кота в мешке, не стоит: даже китайская сборка всё равно опережает российскую, тем более что контроль качества всё же не пропускает откровенно ущербные аппараты на рынок.
Отечественное производство
Маркируется РСЭ, то есть просто аббревиатурой, за которой идёт расшифровка мощности и других параметров. Иногда могут брендироваться именем собственным, например, Урал-1. Собирается на отечественных заводах или на китайских по заказу из Москвы. По обещанию некоторых производителей, окупает себя после первого выполненного заказа.
Хотите инструмент по цене работы на нём — тогда вам сюда. Серьёзно, есть поклонники и этого оборудования. Чаще всего это мастера, которые и сами экструдер собрать могут. Покупают изделие российской марки как конструктор, из которого можно «сварганить» что-то под свои нужды.
Самые удачные модели экструдеров
RITMO STARGUN R-SB 50

- Мощность 4 кВт.
- Производительность 5 кг/ч.
- Диаметр прутка 4 -5 мм.
- Толщина свариваемых.
поверхностей 15 — 40 мм. - Средняя цена 450 000 р.
Мощная высокопроизводительная модель, обеспечивает выход пластиковой массы до 5 кг-час. Относительно компактные размеры при большой мощности позволяют использовать экструдер в ограниченном пространстве, например, в системах вентиляции, внутри ёмкостей и трубопроводов. Контроллер температуры раздельный, что позволяет отдельно регулировать жар из сопла разогрева и экструзионную массу. Производителем заявлен расход воздуха 350 л/мин. Такой мощный горячий поток способен разогреть толстостенные конструкции до 40 мм толщиной.
Leister Fusion 3C 123.866

- Мощность 2,8 кВТ.
- Производительность 1,8 — 3,6 кг/ч.
- Диаметр прутка 4 — 5 мм.
- Толщина свариваемых.
поверхностей 3 — 20 мм. - Средняя цена 280 000 р.
Компактный и высокопроизводительный экструдер средней мощности. Универсальный аппарат благодаря широкому диапазону регулировок. Производитель обращает внимание на наличие контроллера скорости вращения шнека, сопряжённого с температурой. Это даёт возможность плавно регулировать количество подаваемого материала. В результате становится возможной работа как с тонкими материалами, так и с толстостенными элементами вроде бочек и бассейнов.
Munsch MAK-18-S-B

- Мощность 2300 Вт.
- Производительность до 2,5 кг/ч.
- Диаметр прутка 3 — 4 мм.
- Толщина свариваемых.
поверхностей 4 — 15 мм. - Средняя цена 240 000 р.
Одно из самых бюджетных решений среди экструдеров Мюнш. Мощность невелика для профессионального аппарата, поэтому он предназначен для тонких и лёгких работ. Зато сварочный шов получается идеальным. Модель почти не содержит различных «примочек», нагрев прутка и выходящего воздуха совмещён. Это ограничивает сферу применения тёплыми цехами. Зато качество изготовления и надёжность позволяют не жаловаться на инструмент.
Заключение
Хороший сварочный экструдер не может стоит дёшево — это главное правило данного сегмента инструмента. Высокая цена будет означать хорошие показатели мощности, надёжную работу всех узлов и агрегатов.
Читайте также другие полезные статьи:
Видео-обзор сварочного экструдера Leister Fusion 3C 123.866
Конструкция и применение сварочного экструдера
Слово «экструдер» в буквальном смысле означает «выталкиватель». Так называют группу аппаратов, предназначенных для выдавливания на поверхность различных полужидких масс, в том числе полимерных (пластиковых), резиновых и прочих. Экструдер для резиновой массы иногда называется также шприц-машиной.
Принцип действия
Сварочный экструдер — специализированный аппарат для так называемой экструзионной сварки, которая применяется для соединения полимерных материалов различных классов — полиэтилена высокой (ПВД) и низкой (ПНД) плотности, полипропилена, поливинилхлорида (ПВХ) и других наиболее часто применяемых в быту и промышленности пластиков.

Экструзионная сварка — это процесс соединения полимерных материалов с помощью расплавленной до консистенции густой сметаны массы из материала, однородного со свариваемыми или схожего с ними по физико-химическим свойствам.
В отличие от более известной сварки металлов, соединение деталей из пластмассы экструзией не подразумевает расплавления кромок соединяемых деталей, хотя нагрев до определенной степени все равно происходит.
Шов образуется при отвердевании и схватывании с кромками полурасплавленной экструдированной массы. При этом достигается высокая прочность сварного соединения — до 0,8 от прочности основного материала.
Сварка пластика экструдером наиболее часто применяется в сантехнике — для соединения водопроводных труб, в строительстве, при различных работах, целью которых является изготовление любых пластиковых конструкций — баков, понтонов, теплиц.
 Изготовление экструдируемой массы осуществляется либо из полимерных гранул — исходного материала для создания любых пластиков, либо из так называемых присадочных прутков, которые перемалываются до гранулированного состояния внутри самого экструдера.
Изготовление экструдируемой массы осуществляется либо из полимерных гранул — исходного материала для создания любых пластиков, либо из так называемых присадочных прутков, которые перемалываются до гранулированного состояния внутри самого экструдера.
В роли прутка в некоторых (не во всех) моделях может выступать узкий отрезок того же материала, который планируется сварить. Например, при сварке изделия из полипропиленовых листов можно применять в качестве прутка ненужный отрезок полипропилена, но не другого пластика.
Большинство сварочных экструдеров западного производства предназначены для использования с присадочным материалом от того же производителя. Отечественные разработки менее требовательны к присадке. Ручной сварочный экструдер в обиходе часто называют экструзионным пистолетом.
Конструкция
Любой сварочный экструдер — это сдвоенное устройство. Один из его узлов — мощный нагреватель с реле температуры, который предназначен для расплавления пластика. Другой является собственно выдавливающим устройством, снабженным шнековым механизмом, который подает расплав через сопло-насадку.

В зависимости от типа питания (пруток или гранулы) в составе экструдера может присутствовать измельчитель (дробилка). Твердый материал нагревается до нужного состояния дольше, и для его подачи нужна конструкция более сложного типа, чем традиционный недорогой и простой в эксплуатации шнек. Таким образом, менее сложные и менее дорогие экструдеры в большинстве своем сконструированы под питание гранулами.
В общем случае конструкция типового экструдера содержит, кроме вышеназванных, следующие узлы и элементы:
- асинхронный электродвигатель;
- «обойму» для питания;
- экструзионную камеру;
- камеру для расплавления;
- ТЭН;
- насадку-сопло (у хороших моделей — комплект из нескольких насадок);
- прямую и боковую рукоятки;
- блок управления с термостатом.
В зависимости от типа питания сварочного экструдера подаваемая присадка либо сразу попадает в камеру расплавления (сыпучие гранулы), либо поступает в экструзионную камеру, где подвергается предварительному нагреву, измельчению, и только после расплаву. Расплавленная масса через сопло подается на сварочный шов, где застывает за считаные секунды.
Для каких материалов применим
Качественный сварочный экструдер должен иметь блок регулировки с механическим, сенсорным или кнопочным управлением, которое позволит менять температуру нагрева смеси.
Дело в том, что разные пластики плавятся при различной температуре. Наименьшая она у ПНД — 120-130 °C (в зависимости от марки), наивысшая — у поливинилхлорида — до 220 °C. Остальные популярные промышленные полимеры имеют температуру плавления в пределах 170-200 °C.
Экструзионной сварке можно подвергать только пластики из группы термопластов. Материалы из группы реактопластов расплавлению с последующим восстановлением не подвергаются, при высокой температуре они просто начинают гореть.
Самодельное устройство
 Сварочный экструдер относится к сложным механизмам для профессионального использования. Его цена начинается от 30 тысяч рублей за самую простую модель, и может доходить до ста тысяч и более за мощную и высокопроизводительную. Отечественные разработки также представлены на рынке, они на 10-20% дешевле импортных, но все равно стоят достаточно дорого.
Сварочный экструдер относится к сложным механизмам для профессионального использования. Его цена начинается от 30 тысяч рублей за самую простую модель, и может доходить до ста тысяч и более за мощную и высокопроизводительную. Отечественные разработки также представлены на рынке, они на 10-20% дешевле импортных, но все равно стоят достаточно дорого.
Поэтому при возникновении разовой необходимости сварить, к примеру, две водопроводных трубы (их обычный материал изготовления — полипропилен) проще воспользоваться экструдером, сделанным своими руками. Самый простой вариант конструкции представляет собой мощный строительный фен, снабженный насадкой для прутка — либо самодельной, из жести, либо промышленного изготовления.
Подача прутка в этом случае будет производиться вручную. Мощности фена хватит для его расплавления, но качество шва, конечно, будет ниже, чем у промышленных моделей.
Если позволяют возможности, фен можно соединить со шнековым или плунжерным приводом для подачи питания. В этом случае, если смонтировать приемную камеру, можно будет использовать гранулированное сырье.
Двигатель для привода рекомендуется коллекторный, так как работа экструдера подразумевает постоянное изменение крутящего момента. Двигатели других типов хуже выдерживают такой режим работы.
Источник



