
- Как сделать простейший двигатель внутреннего сгорания своими руками?
- Принцип действия ДВС
- Как сделать простейший двигатель внутреннего сгорания?
- Как сделать маленький двигатель внутреннего сгорания из подручных средств?
- Бестактный ДВС замкнутого типа
- Проект длиной в 8 лет — знал бы, ни за что не ввязался: свой 2-тактный мотор
- Введение
- Разработка моделей
Как сделать простейший двигатель внутреннего сгорания своими руками?
В древние времена люди использовали животных для приведения в действие простейших механизмов. Позже для плавания на парусных суднах и для того чтобы заставить вращаться ветряные мельницы, делающие из зерна муку, стала использоваться сила ветра. Затем люди научились использовать силу течения речной воды для того, чтобы заставить вращаться водяные колёса, перекачивающие и поднимающие воду или приводящие в действие разнообразные механизмы.
Тепловые двигатели появились в далёком прошлом, в том числе и двигатель Стирлинга. Сегодня технологии значительно усложнились. Так, например, человечество изобрело двигатель внутреннего сгорания, который является довольно сложным механизмом. На основе ДВС в настоящее время работает большинство современных автомобилей и другой необходимой для человека техники. Функция, которую выполняет тепловое расширение внутри двигателя внутреннего сгорания, очень сложна, но без неё работа ДВС невозможна.
В механическом устройстве, называемом двигателем внутреннего сгорания, энергия сгорающего топлива преобразуется в механическую. Для того чтобы сделать двигатель внутреннего сгорания своими руками, необходимо знать основные принципы его действия.
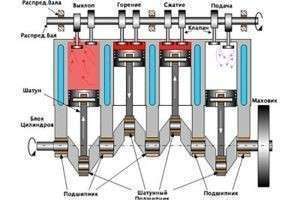
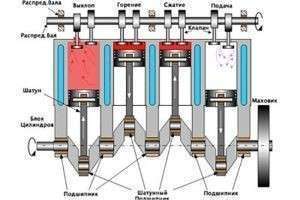
Принцип действия ДВС
На сегодняшний день существуют разные виды двигателей, но для моделизма чаще всего используются:
- Поршневые двигатели дизельного типа.
- Двигатели, зажигаемые путём накала или искры.
Дизельные двигатели отличаются от искровых или калильных тем, что в первых возгорание горючего происходит при сильном сжатии газа в процессе движения поршня в цилиндре. А последние два типа двигателей требуют для возгорания уже сжатой смеси дополнительной энергии, для чего необходимо заранее нагреть калильную свечу или произвести искровой разряд.
Поршневые двигатели могут быть только двухтактными. Двигатели, которые зажигаются путём накала или искры, бывают и двухтактные, и четырехтактные.
Двухтактные двигатели осуществляют любой рабочий процесс в два такта, выполняемые за 1 оборот коленвала.
В первом такте осуществляется «всасывание-сжатие»: когда коленчатый вал вращается, поршень перемещается снизу вверх. В процессе его движения топливная смесь всасывается через золотник в картер, и в то же время в цилиндре сжимается предыдущая порция горючего.
Перед тем как завершается первый такт, в цилиндре воспламеняется горючая смесь, в результате чего значительно увеличивается давление в камере сгорания, которое способствует движению поршня вверх и вниз.
Во втором такте — «рабочем ходе-продувке» сгорающее топливо расширяется, что способствует развитию механической мощности, а свежая порция топлива, засосанная в цилиндр во время первого такта, сжимается.
После того, как поршень проходит около половины пути вниз, газы, образованные во время сгорания топлива, выталкиваются из цилиндра через специально открывающееся окно. А после того, как открывается перепускное окно, сжатое в картере горючее поступает в цилиндр, и тем самым вытесняет из него оставшиеся отработанные газы, то есть, происходит продувка.
Как сделать простейший двигатель внутреннего сгорания?
Устройство ДВС изучается в школе старшеклассниками. Поэтому даже подросток сможет сделать простейший двигатель внутреннего сгорания своими руками. Для его изготовления нужно взять:
- Проволоку.
- Лист картона.
- Клей.
- Моторчик.
- Несколько шестерен.
- Батарейку 9V.
- Сначала из картона следует вырезать круг, который будет играть роль коленчатого вала.
- Далее из картона для изготовления шатуна нужно вырезать прямоугольник размером 15х8 см, сложить его вдвое и затем — еще на 90˚. На его концах делаются отверстия.
- Далее из картонного листа изготовляется поршень с отверстиями для поршневых пальцев.
- Размер поршневых пальцев должен соответствовать размеру отверстия в поршне.
- Поршень закрепляется пальцем на шатуне, а его проволокой нужно прикрепить к коленвалу.
- В соответствии с размером поршня следует свернуть из картона цилиндр, а в соответствии с размером коленчатого вала — коробочку для самого коленвала.


- Далее следует взять шестерёнки и моторчик и собрать механизм вращения коленчатого вала таким образом, чтобы моторчик мог проворачивать коленчатый вал с поршнем и шатуном.
- Механизм вращения крепится к коленчатому валу, и он помещается в изготовленную коробочку. При этом вращающий механизм следует прикрепить к стенке коробочки.
- Далее в цилиндре размещается поршень и цилиндр склеивается с коробочкой.
- Теперь с помощью двух проводов (+ и —) моторчик соединяется с батарейкой, в результате чего поршень приходит в движение.

Как сделать маленький двигатель внутреннего сгорания из подручных средств?
Из следующего примера вы узнаете, как можно сделать двигатель внутреннего сгорания в домашней мастерской, не используя при этом станки и сложное оборудование.

- Для создания данного приспособления следует взять плунжерную пару, которую можно извлечь из топливного насоса трактора.

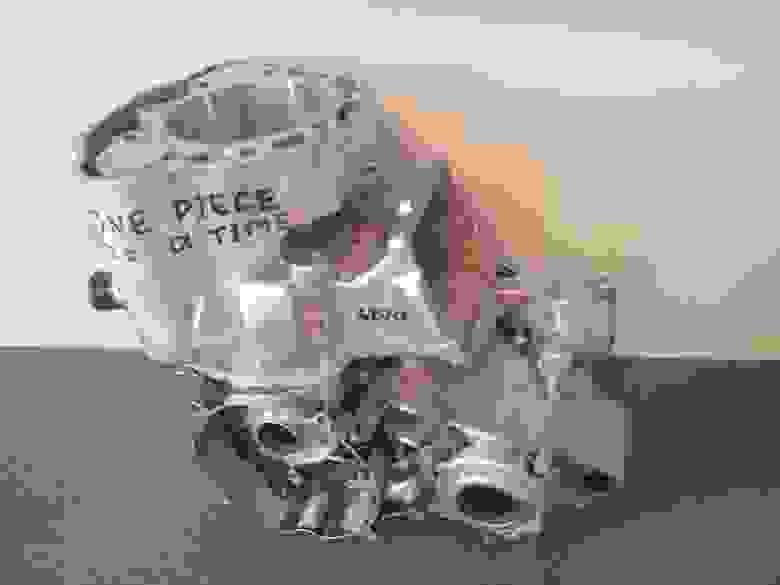
- Для изготовления цилиндра от плунжерной втулки была отрезана с помощью машинки утолщенная часть шлефа. Далее требуется прорезать отверстия для выхлопного и перепускного окон, а сверху припаять 2 гайки М6 для свечей зажигания. Поршень же вырезается из плунжера.

- Для изготовления картера используется жесть. Также к нему нужно припаять подшипники. Чтобы создать дополнительную прочность, следует взять ткань, пропитать её эпоксидной смолой и покрыть ею картер.

- Коленвал собран из толстой шайбы с двумя отверстиями. Одно отверстие, в которое нужно запрессовать вал, сделано в центре шайбы. Во второе отверстие, расположенное с краю, запрессовывается шпилька с одетым на неё шатуном.
- Катушка зажигания собирается по следующей схеме:
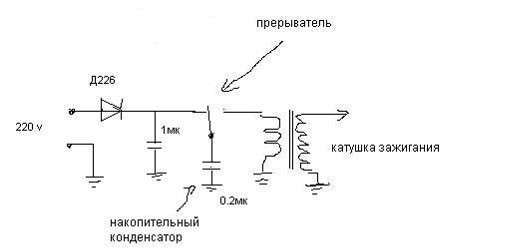
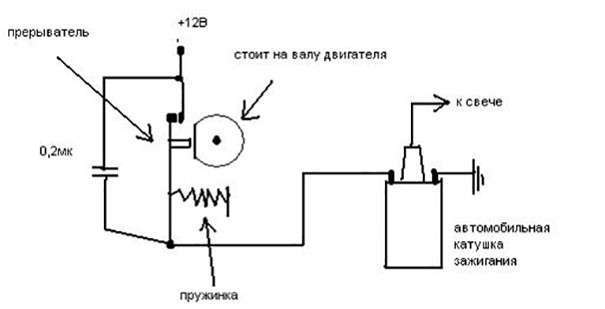
- Также можно использовать катушку от автомобиля или мотоцикла. Схема её подключения выглядит следующим образом:
- Свечу зажигания также можно изготовить самостоятельно, сделав для этого сквозное отверстие в болте М6. Для изготовления изолятора можно использовать стеклянную трубочку из-под термометра и приклеить её с помощью эпоксидной смолы. Трубочка также обёрнута в бумагу, пропитанную эпоксидной смолой.

Детали на двигателе расположены согласно следующему чертежу:
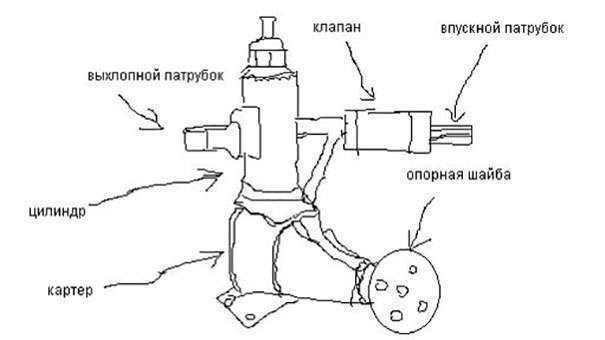
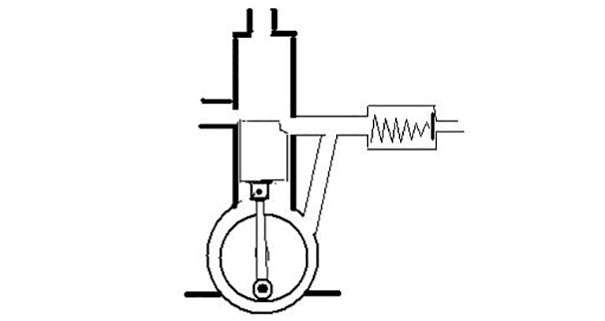
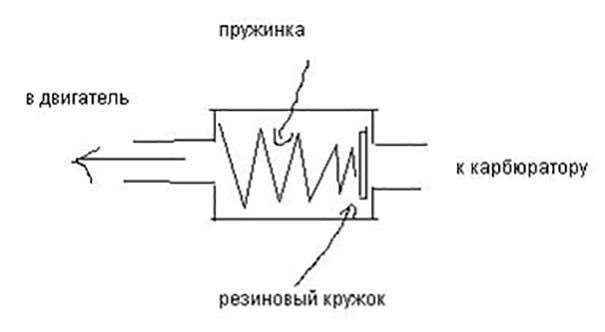
Схема впускного клапана:
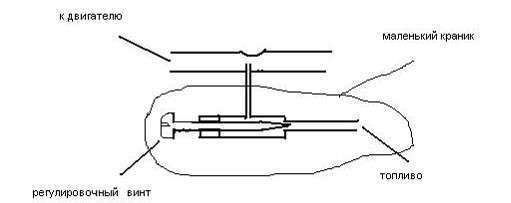
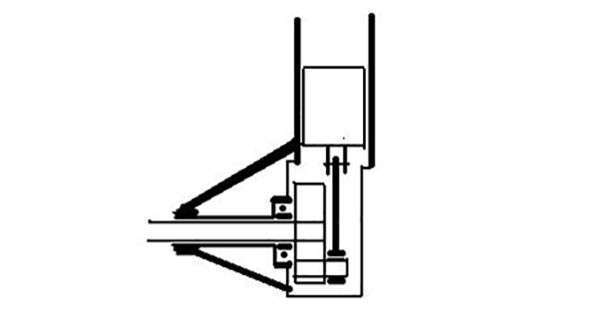 Схема карбюратора:
Схема карбюратора:
Схематический вид самого карбюратора:
Как работает этот ДВС, можно посмотреть в следующем видео:
Бестактный ДВС замкнутого типа
Данный мини двигатель внутреннего сгорания своими руками работает на небольшом количестве жидкого топлива (20 г). Топливо, взрываясь в камере, моментально преобразуется в газ и значительно увеличивается в объёме. В результате создаётся избыточное давление, выталкивающее поршень и вызывающее вращение коленчатого вала на пол-оборота.
Затем этот же газ быстро преобразуется в горючую жидкость, уменьшаясь в объёме до первоначального состояния. В результате этого создаётся пониженное давление, втягивающее поршень назад, а коленчатый вал снова делает половину оборота.
Таким образом, в процессе одного оборота вала поршень совершает два рабочих хода.
Процесс бесконечен за счет постоянного перехода жидкости в газ и обратно. В такой замкнутой системе отсутствует как впрыск топлива, так и выхлоп газа. Составляют двигатель всего три узла:
- Камера с двумя секциями и поршень.
- Коленчатый вал и коробка передач.
- Зажигательная система.
Система запускается в действие аккумулятором, а далее можно использовать генератор. Для питания двигателя необходимо 12 Вольт, 4 Ампера.
Данный ДВС можно создавать с различными мощностями, он подойдёт для любого вида транспорта, передвигающегося по земле и по воздуху. Исключение составляют лишь реактивные самолёты.
На следующем видео представлена небольшая настольная рабочая модель, демонстрирующая эффект ДВС:
Кроме того, из обычного парового двигателя также можно создать подобный двигатель, работающий по принципу замкнутого типа. При этом пар и вода расходоваться не будут, поскольку водяной пар также быстро превращается в жидкость и обратно в пар в результате пропускания его через поле коронного разряда. К тому же, если пропустить пар сквозь колбу с охлаждённой водой, то в результате возникнет дополнительная тяга, вызванная изменением объёма среды и перепадом давлений. Данный метод позволит повышать низкий коэффициент полезного действия паровых двигателей в целом.Видео о том, как сделать маленький двигатель внутреннего сгорания
А Вы уже пытались сделать двигатель внутреннего сгорания своими руками? Получилось ли у Вас? Расскажите об этом в комментариях.
Источник
Проект длиной в 8 лет — знал бы, ни за что не ввязался: свой 2-тактный мотор
Когда-то давно я понял, что мне мотора Иж Планета не хватает и я решил радикально модифицировать его — сделать собственный цилиндр. По ходу сменился даже мотор. За его время я успел закончить школу, поступить в один вуз, вылететь и каким-то чудом перевестись в другой и отучиться там еще 5 лет и все равно я закончил и его уже два года назад. Знал бы я, что так оно растянется, наверное, не ввязался бы. Поскольку мы воспринимаем время относительно прожитого в сознательном возрасте, то для меня оно растянулось на половину прожитого времени.
Прошло уже 6 лет с момента выхода первой и последней заметки по этому проекту(Свой 2-тактный мотор. CR620 рекомендуется к ознакомлению). Тогда я остановился из-за проблем с аутсорсом в металлообработке. Кто не может, кто не хочет, кто делает бесконечно долго, кто и детали назад возвращать не хочет. А город в котором я живу имеет славную промышленную историю и был центром Петровской индустрии 18-века, но от славного прошлого ныне остался один корень в названии города и несколько действующих предприятий, на которых занято порядка единиц процентов населения. А сейчас не 90-е и даже не 00-е, когда можно было договорится с человеком с завода чтобы он что-то такое эдакое для тебя сделал. Теперь у них есть работа и КПП на входе, как я потом узнал — номинальное. Вся эта история с передачей деталей где они лежат, а не делаются, поиск новых мест и тому подобное блуждание длилась несколько лет. Оказалось, что отлить сложную алюминиевую отливку у сарая на родительской даче я смог, а обработать, что не выглядело проблемой изначально — нет.

В это же время я познакомился с мастером из университетской мастерской, который сначала под присмотром, а потом и самостоятельно позволял мне работать на станках. Жаль только то, что станки были чуть больше настольного и моя отливка не имела шанса влезть в них. Однако, я делал на них маленькие детали на продажу и заработал на токарный станок уже промышленного уровня, пусть и выпущенный на заводе сомнительной репутации в АрССР.

Из помещений, где я мог что-то делать, был кусок в 3х3м сарая на родительской даче и гараж-ракушка. В одном нет места в другом света. Я решил, что с электричеством проблема проще и перевез станок в гараж. Там я его отмыл, перебрал и изучил. Казалось бы, электричество есть в кооперативе напротив через кусты и грунтовку, в 10м. Связался с председателем и предложил ему платить все взносы за право покупать у его кооператива электричество. Он категорически был против. Фейл. Соседей пенсионеров мне тоже убедить не удалось. Фейл. Появилась идея снять с товарищами гараж для хранения и ремонта мототехники. Звонили по объявлениям, ездили смотреть и каждый раз общение с собственником помещения заканчивалось после вопроса о установке станка. Фейл. Проект как обычно отложен на следующий год.
К концу лета следующего года я, видимо, настолько утомил родителей терриконами отходов литейного производства на даче (на мой взгляд хорошо разбавляли сельский пейзаж и избавляли от стрижки травы в пределах пары метров от них), что они решили купить мне гараж у дома и с электричеством, аж с тремя фазами по стенке. Там наконец токарный станок ожил, а я смог начать обрабатывать отливку цилиндра после 2,5 лет выдержки.
Когда я наконец обработал отливку, то столкнулся с очередной проблемой: я договорился с человеком, который делает сверхтвердые гальванические покрытия на цилиндрах ДВС и проектировал цилиндр именно под покрытие, а пока время шло, человек уже перестал этим заниматься или просто не стал браться, а другие либо делали дорого, либо как-то очень подозрительно путались в ответах. К тому же, колодцы золотников были выполнены вертикальными, при проектировании я не мог думать как технолог, ибо не имел своей производственной базы. Такие я не мог обработать сам и отдал на сторону, где цилиндр повис на полгода. Так проект встал, хотел закончить к лету, никогда такого не было и вот опять. Нужно было делать чугунную гильзу, да только к тому времени накопилось столько новых идей, что проект 4-годичной давности устарел и тащить его не было никакого желания. Так эта ветвь и остановилась навечно.
Зимой был подготовлена новая версия цилиндра. Именно с этого момента можно отсчитывать хронологию проекта. Отличительной особенностью ее является обилие «механизации» — два клапана в каналах выпуска и золотники в каналах продувки.
Начнем, пожалуй, с небольшой теории о мощностных клапанах в двухтактных двигателях внутреннего сгорания.
Введение
К настоящему времени в двухтактных двигателях с кривошипно-камерной продувкой применяются системы управления сечением и/или фазой выпускного порта. Данные системы обеспечивают сглаживание кривой мощности. Изменение фазы или сечения выпускного порта выполняется с помощью заслонки, расположенной в выпускном канале. Ее положение зависит от оборотов коленчатого вала. Привод заслонки бывает пневматическим, механическим или электрическим. Например, на моторе мотоцикла Yamaha TZ500 при высоких оборотах, около 10500 мин-1, значение фазы выпуска составляет 202deg, а на низких около 180deg. На рисунке представлена конструкция мощностного клапана фирмы Yamaha.

Как и для выпуска, для продувки тоже существует зависимость оптимальной фазы продувки от оборотов, обусловленная компромиссом между скоростью газа в потоке продувки, потерями свежей смеси через выпуск и объемом ее же, поступающей за время продувки. Данная зависимость линейна, что можно увидеть из графика, представленного ниже.
В отличие от выпускного порта, каналы продувки характеризуются еще и углами выхода: горизонтальными и вертикальными. В случае пятиканальной продувки обычно получается четыре ненулевых и различных горизонтальных угла и пять (по два на 1-4 каналы и один на 5-й) вертикальных.
Горизонтальные углы продувочных каналов: A, B, C, D
Вертикальные углы основных каналов продувки
Данные углы необходимы для получения характерной петли продувки. Такой способ продувки называется петлевая продувка и обеспечивает наиболее эффективное удаление отработанных газов без увеличения числа подвижных элементов двигателя и усложнения его конструкции. Поэтому в настоящее время только он применяется на всех двухтактных двигателях, кроме двухтактных дизелей. Из-за важности углов выхода продувочных каналов применять методы, используемые для управления выпуском, нельзя. Поскольку они будут создавать либо нежелательные завихрения в канале продувки, либо изменять его углы выхода.
Авторы [A. Graham Bell. Two-Stroke Performance Tuning. Haynes Publishing, 1999.] утверждают, что во время продувки возникают колебания с собственной частотой  :
:

где:
 — скорость звука в продувочном канале;
— скорость звука в продувочном канале;
 — объем кривошипной камеры без учета объема продувочных каналов;
— объем кривошипной камеры без учета объема продувочных каналов;
 — средняя длина продувочного канала;
— средняя длина продувочного канала;
 — средняя площадь поперечного сечения продувочного канала;
— средняя площадь поперечного сечения продувочного канала;
 — ширина среднего поперечного сечения канала;
— ширина среднего поперечного сечения канала;
 — высота среднего поперечного сечения канала.
— высота среднего поперечного сечения канала.
Выражение  представляет собой поправку, учитывающую влияние входной части продувочного канала.
представляет собой поправку, учитывающую влияние входной части продувочного канала.
Эта собственная частота, , должна быть равна:

где:
 — чистота оборотов коленчатого вала двигателя;
— чистота оборотов коленчатого вала двигателя;
 — фаза продувки.
— фаза продувки.
Таким образом, из выражения (2) следует, что собственная частота колебаний, возникающих во время продувки, прямо пропорциональна частоте оборотов двигателя, но правая часть выражения (1) не зависит от частоты вращения коленчатого вала. Поэтому продувка оптимально работает лишь в узком диапазоне оборотов, а для расширения рабочего диапазона необходимо внести зависимость от оборотов в правую часть выражения (1). Проще всего это сделать, введя зависимость средней площади поперечного сечения продувочного канала от оборотов. Чтобы не вносить нежелательных завихрений в поток газа в продувочном канале, желательно изменять сечение каналов продувки, меняя их количество. Например, с помощью золотников, перекрывающих некоторые каналы продувки. В рамках данного проекта предлагается перекрывать золотниками дополнительные каналы продувки.
Золотники в каналах продувки: левый полностью открыт, правый закрыт
Влияние данного решения было исследовано с помощью компьютерного моделирования продувки в пакете программ SolidWorks Flow Simulation. Продувка выполнена при постоянной разнице давлений между входом в каналы продувки и выходом из выпускного канала. Поршень считался неподвижным и находящимся в нижней мертвой точке. Процессы впуска и выпуска не учитывались. Разница давлений была выбрана из разницы объемов под поршнем в нижней и верхней мертвой точке и составляла 0,6 кг/см2. Из-за указанных выше допущений, результаты расчета в этом стационарном приближения можно рассматривать как качественные без количественной оценки. Поскольку, например, разделить во времени или пространстве процессы выпуска и продувки нельзя. В этом и заключается главная трудность для компьютерного моделирования двухтактных двигателей с кривошипно-камерной продувкой.
На рисунках видно, что закрытие золотников существенно влияет на распределение скоростей потока и вид петли продувки: при закрытых дополнительных каналах (трехканальный режим) увеличивается скорость газа в процессе продувки и петля продувки становится более выраженной и отдаленной от выпускного окна, что должно снизить потери свежей смеси через выпускной порт и снизить коэффициент остаточных газов, в тоже время, высокая скорость на выходе потока из каналов продувки при трехканальной продувке указывает на наличие узкого места, которое будет ограничивать расход газа через двигатель, а значит и мощность при высоких оборотах. В случае пятиканального режима смешивание газов должно быть больше, а, значит, возрастет коэффициент остаточных газов, но при этом наблюдается меньшая скорость, и «узким» местом становится канал выпуска, что снижает потери свежей смеси через него.
Траектории 2000 частиц при открытых золотниках в дополнительных продувочных каналах (пятиканальный режим)
Траектории 2000 частиц при закрытых золотниках в дополнительных продувочных каналах (трехканальный режим)
Кроме золотников в каналах продувки, планируется установить в выпускном канале мощностной клапан (МК) для проверки совместной работы обоих систем. Наилучшим образом для исполнительного механизма МК подходит заслонка в виде секторного золотника. Это объясняется тем, что кромка заслонки такого мощностного клапана во всем диапазоне рабочего хода находится максимально близко к рабочей поверхности цилиндра (то есть, при малом угле поворота траектория движения точке на кромке золотника приближена к прямой), а не только в нижнем положение, как в случае цилиндрического золотника или наклонного шибера. Кроме того, такая конструкция заслонки не создает сильных завихрений за собой как шиберная заслонка, движущаяся параллельно оси цилиндра.
Заслонка мощностного клапана(МК) в опущенном состоянии
Продувки при закрытых золотниках в дополнительных каналах продувки и опущенной заслонке МК
Разработка моделей
| Ход поршня, мм | Длина шатуна, мм | Высота выпускного окна, мм | Высота продувочного окна, мм | Фаза выпуска, град. | Фаза продувки, град. | |
|---|---|---|---|---|---|---|
| Honda CR500 | 79 | 144 | 34 | 15.5 | 180.1 | 119.5 |
| Yamaha YZ490 | 82 | 137 | 37.8 | 16.8 | 188.5 | 123.7 |
| Cezet type 514 | 72 | 130 | 32 | 17 | 183.4 | 131.5 |
| Kawasaki KX500 | 86 | 145 | 36.5/40 | 17 | 180.1/189.3 | 121.3 |
| Проект CR724 | 79 | 144 | 26/36 | 17 | 156/185.8 | 125.3 |
Примечание: Если в ячейке указаны два параметра высоты выпускного окна или фазы выпуска, то первая относится к состоянию с полностью закрытым МК, а вторая с открытым.
После замеров сопрягаемых с цилиндром элементов базового двигателя было выполнено создание трехмерной твердотельной модели газораспределительных каналов и сопряженных с ними полостей. Все чертежи были выполнены с использованием пакета программ SolidWorks.
Твердотельная модель газораспределительных каналов
Начало именно с твердотельной модели каналов позволяет минимизировать число толстых мест отливки и уменьшить ее массу. На следующем шаге вокруг модели каналов была построена оболочка с толщиной стенок 4-6 мм и нижним крепежным фланцем.
Оболочка каналов без выреза модели каналов
Рубашка охлаждения была получена построением вокруг оболочки каналов второй оболочки, такой чтобы между обоими оболочками в горячих местах (верхняя часть цилиндра и каналы выпуска) оставалось расстояние в 6-10 мм. Толщина стенки оболочки каналов охлаждения около 4 мм. Вход в рубашку охлаждения находится внизу цилиндра под каналом выпуска и выше верхней кромки продувочных каналов рубашка охватывает весь периметр цилиндра. Также на этом этапе были построены плоскости крышек системы газораспределения и фланцы впуска и выпуска.
Твердотельная модель цилиндра без выреза модели каналов
Модель цилиндра получена при вычитании из полученной на предыдущем этапе модели каналов, таким образом модель каналов формирует полости. Далее была выполнена разметка крепежных отверстий, посадок подшипников и гильзы. На этом построение модели цилиндра закончено.
Построение гильзы и золотников было выполнено так же с помощью вычитания модели каналов из соответствующих твердотельных «заготовок».
Получилось и так много текста, поэтому за сим завершаю эту часть. Следующая будет повествовать о изготовлении литейной оснастки и выполнении отливки цилиндра.
Источник



