
Самопальный ЧПУ — бюджетный вариант
Самодельные ЧПУ станки — это способ получить возможность обрабатывать дома или в гараже дерево/пластик/легкие металлы. Для кого-то это способ начать свой бизнес, для кого-то это дешевый способ реализовать свое хобби.

Небольшая статья на тему о самостоятельной сборке простого ЧПУ станка.
Предыдущие посты по теме:
Это наверное самый простой способ собрать ЧПУ станок. И один из самых недорогих. Софт простой в освоении (достаточно закинуть файл-2D-рисунок для простейшей фрезеровки).
Стоимость самой станины не велика (профиль Соберизавод), в зависимости от размеров это от тысячи рублей для небольшого станка до нескольких тысяч для мощного профиля большого размера (с учетом уголков и метизов).
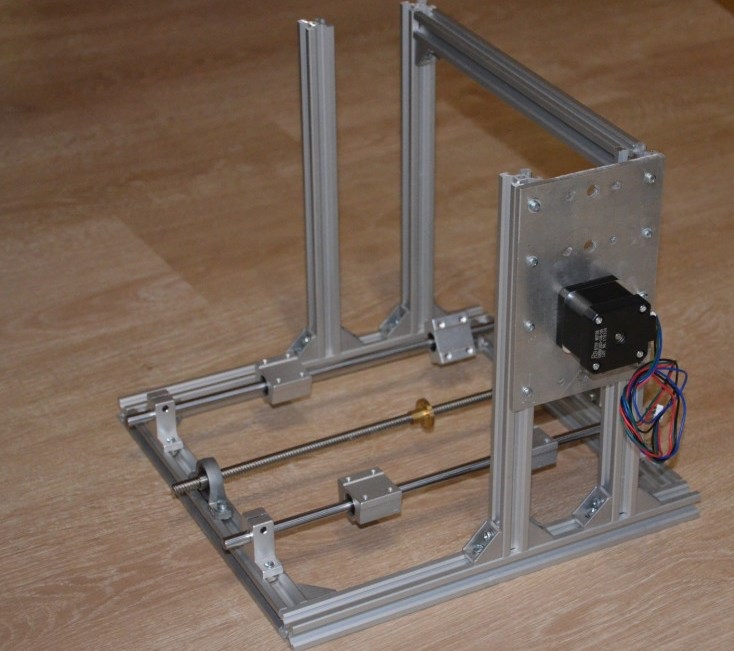
Станок не претендует на самую оптимальную конструкцию, но наверняка один из самых недорогих и простых в сборке.
Идея взята из похожего станка CNC2417  В попытках исправить косяки китайских разработчиков были переделаны боковые пластины для рамы и держатели моторов. Прикладываю ссылку на Чертежи пластин для самостоятельной сборки подобного станка (под двигатели Nema17, направляющие цилиндрические 8 мм).
В попытках исправить косяки китайских разработчиков были переделаны боковые пластины для рамы и держатели моторов. Прикладываю ссылку на Чертежи пластин для самостоятельной сборки подобного станка (под двигатели Nema17, направляющие цилиндрические 8 мм).
Для потребуется алюминиевый профиль, фурнитура для сборки (уголки) и метизы. Размеры станка могут быть любые, в разумных пределах. Я использовал 7 отрезков по 260 мм и два на 300 мм. Длинные отрезки идут для увеличенного хода стола по Y. В результате рабочая область будет чуть больше, чем у 2418.
В каталоге Соберизавод ищем нужный тип профиля и кликаем «купить» 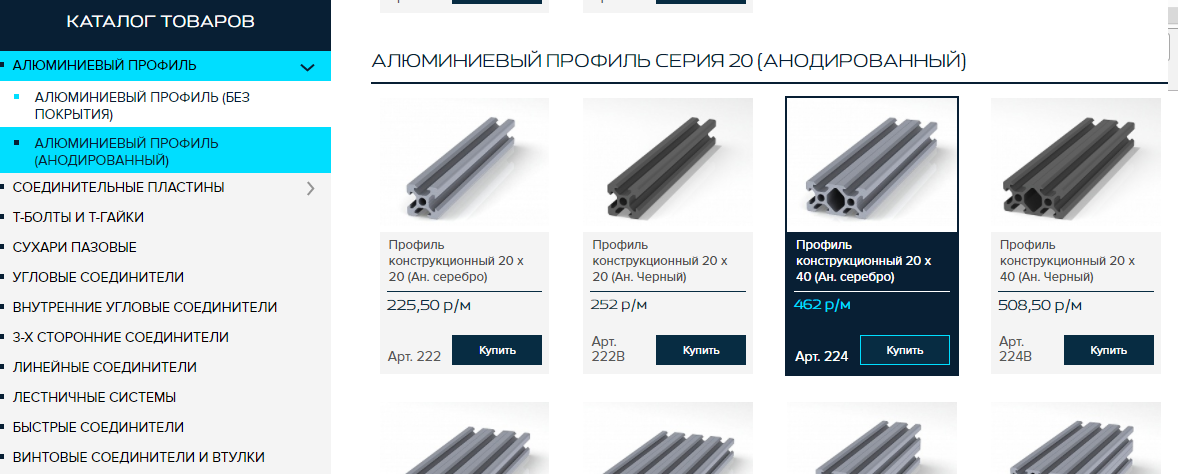 Режем в размер (размеры можно примерно прикинуть исходя из ваших потребностей
Режем в размер (размеры можно примерно прикинуть исходя из ваших потребностей 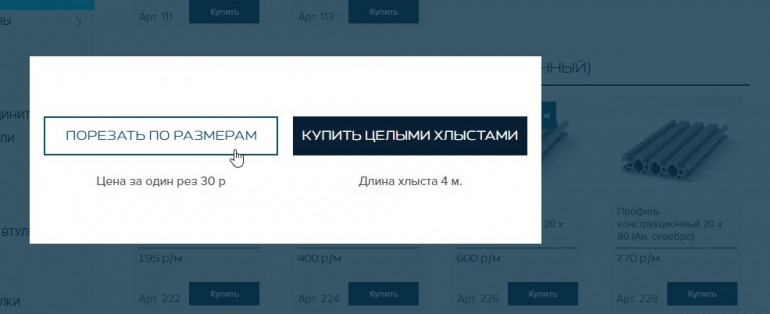 Нарезаем сразу нужный профиль, в нужном количестве для рамы.
Нарезаем сразу нужный профиль, в нужном количестве для рамы.  Подтверждаем.
Подтверждаем. 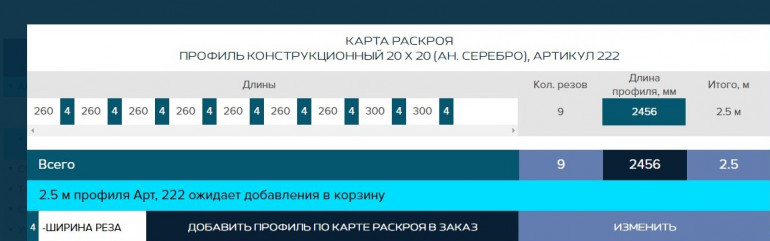
Плюс не забываем уголки и метизы для сборки. Опционально можно докупить и пластины для крепления.
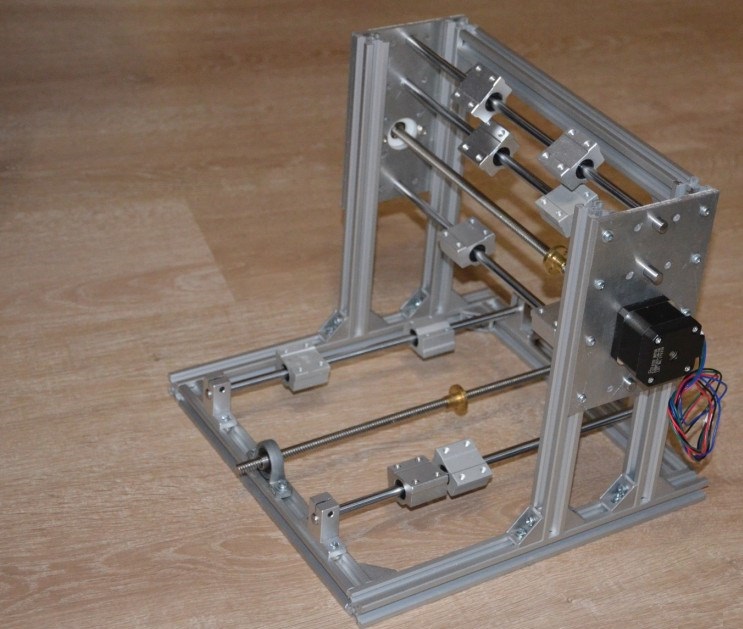
В части сборки рамы все просто — свинчиваем профили с помощью уголков и закладных гаек.
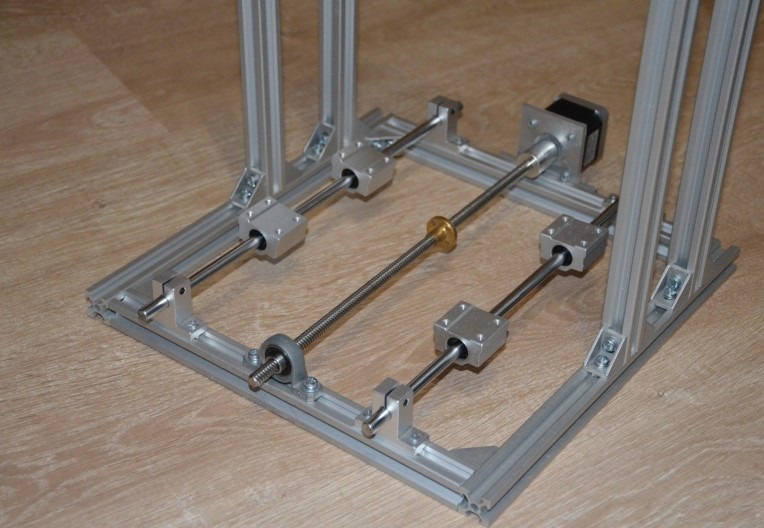
Устанавливаем боковые пластины и держатели двигателей.
Далее нужно будет установить на раму остальные комплектующие.
Помимо рамы, для сборки потребуются другие комплектующие: «мозги», направляющие, ходовая часть, шпиндель, блок питания и т.п.
Большинство запчастей заказывал на площадке Таобао, так как получается дешевле при покупке комплекта (из-за одной запчасти нет смысла там заказывать, а если подбираете комплект — тогда да, удобно и выгодно).
Для доставки большой сборной посылки пользовался услугами посредника Yoybuy, воспользовался скидкой $10 для доставки (этот купон на скидку $10 то $20 дают всем вновь зарегистрированным пользователям).
В качестве платы управления используется простая МК1. Это самый бюджетный вариант с таким функционалом. Существуют «детские варианты» на Arduino Uno (Nano) + CNC Shield с прошивкой GRBL, которые могут подойти для ознакомления с ЧПУ, но для серьезной работы малопригодны, хотя бы из-за ограниченных возможностей прошивки.
(Не всегда ссылки корректно работают — я дублирую прямые ссылки на Таобао.)
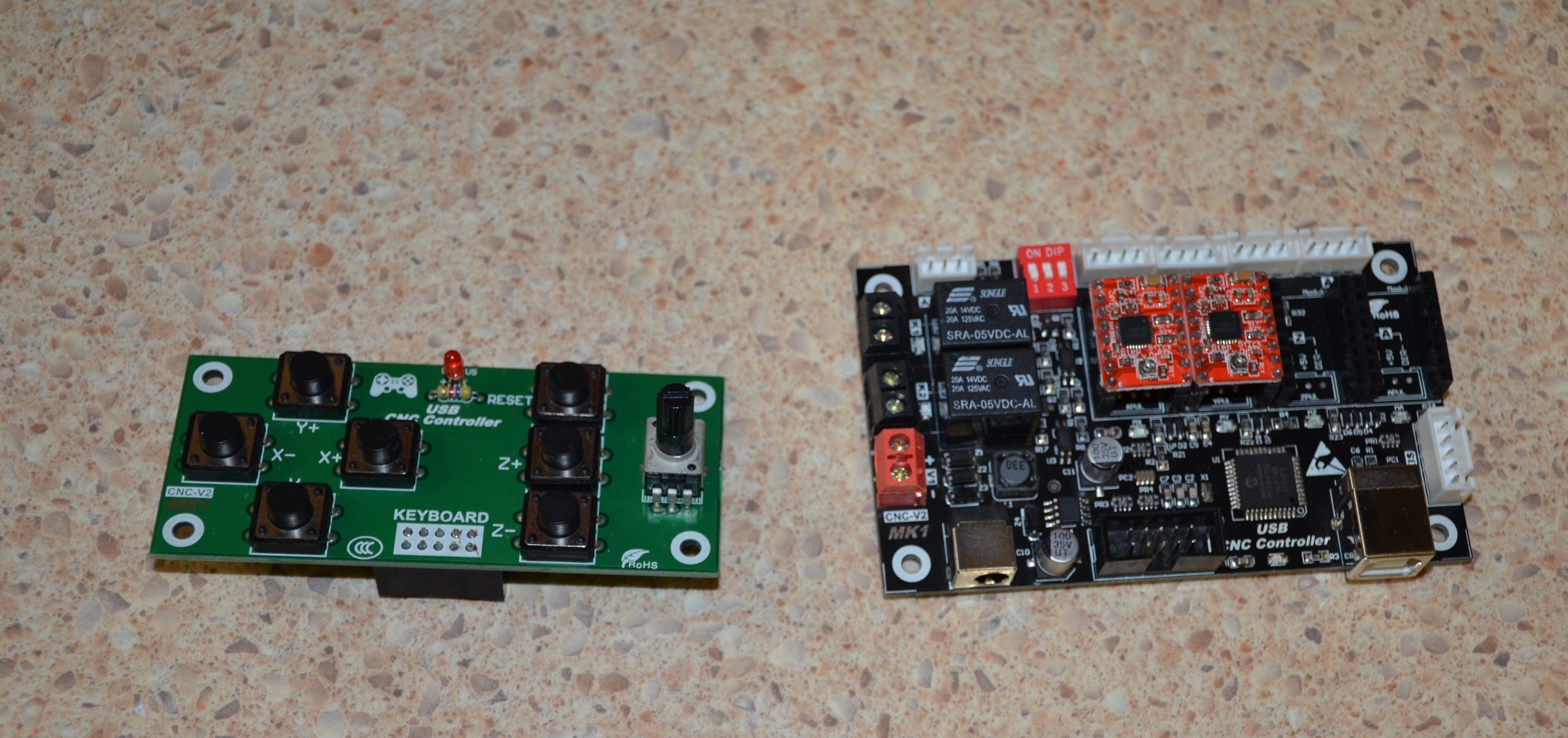
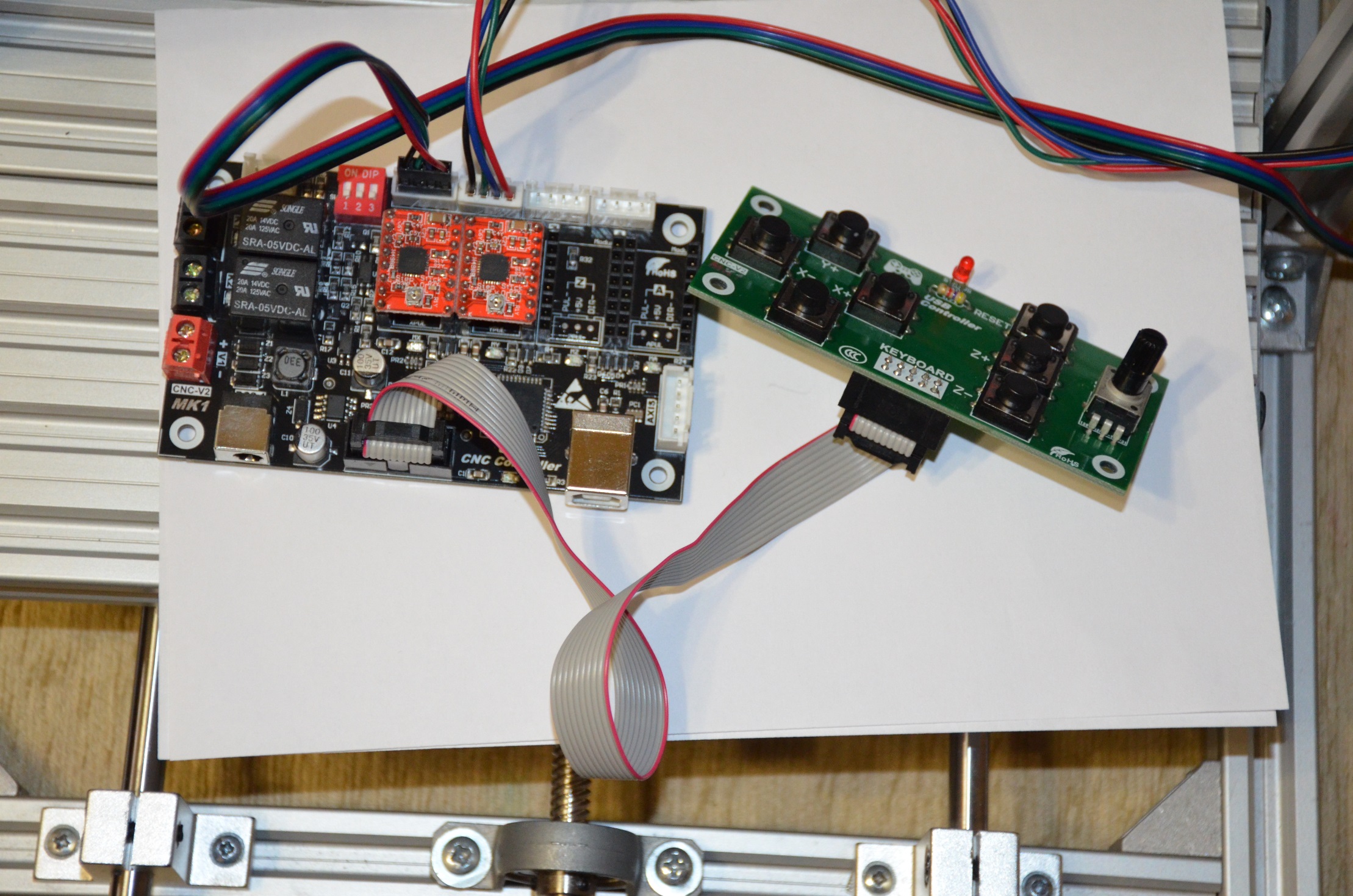
Плата МК1 построена на основе PICmicro, имеет силовые выходы, входы для концевиков и датчика калибровки, а также возможность подключения ручного пульта управления.
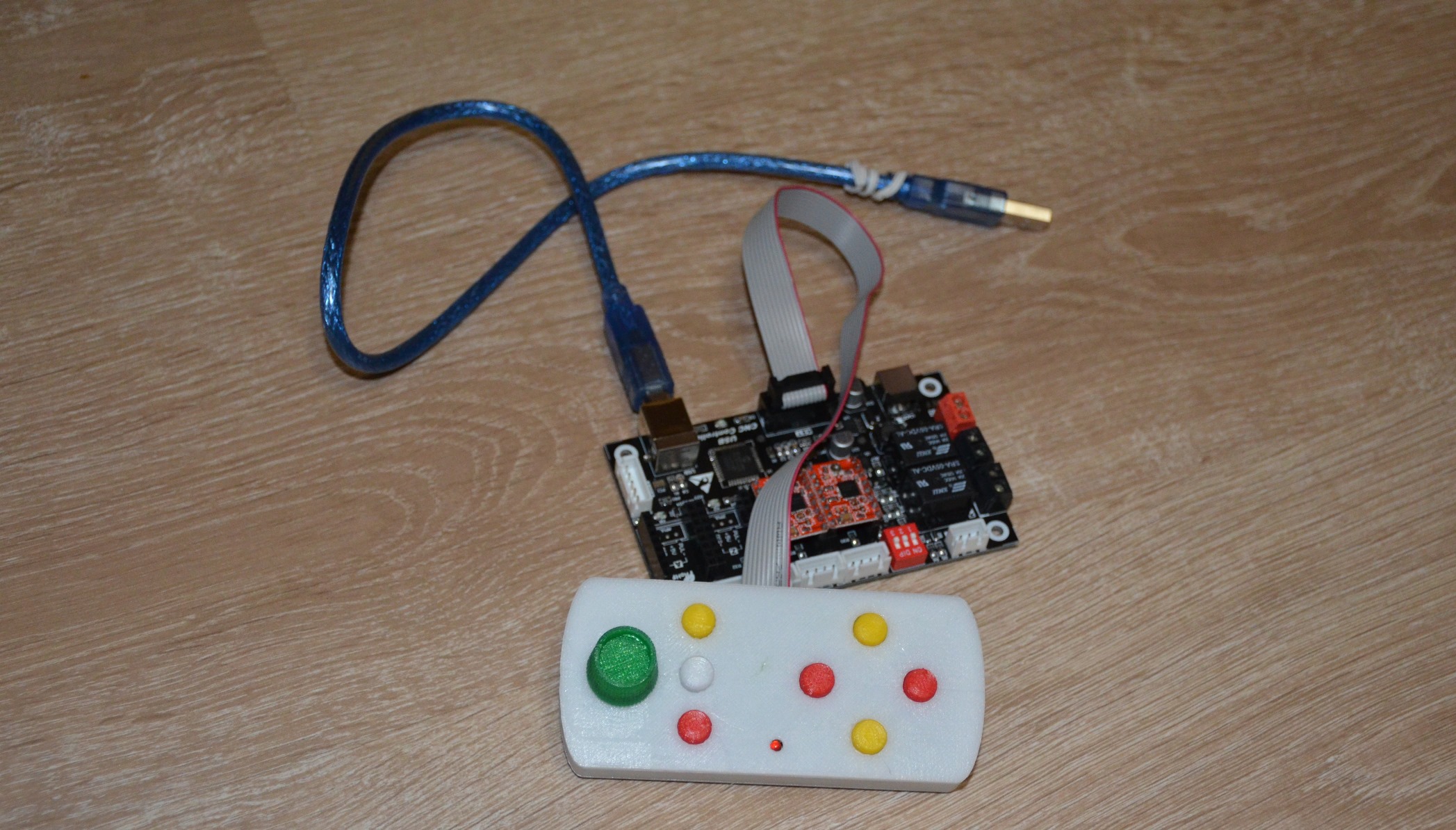
Настройки плата не требует, подключается все просто (в лоте есть вариант с драйверами двигателей в комплекте).
Кстати, можно сделать ход конем, и прикупить полноценный пульт типа DDCSV — альтернативный вариант управления станком, хотя больше подходит для больших ЧПУ. Это наиболее бюджетный вариант автономного (без компьютера) управления станком, можно купить «навырост» — изготовив на маленьком станке детали для сборки большого ЧПУ фрезера. Пульт представляет собой автономный контроллер станка ЧПУ на 3 оси и имеет огромный функционал.

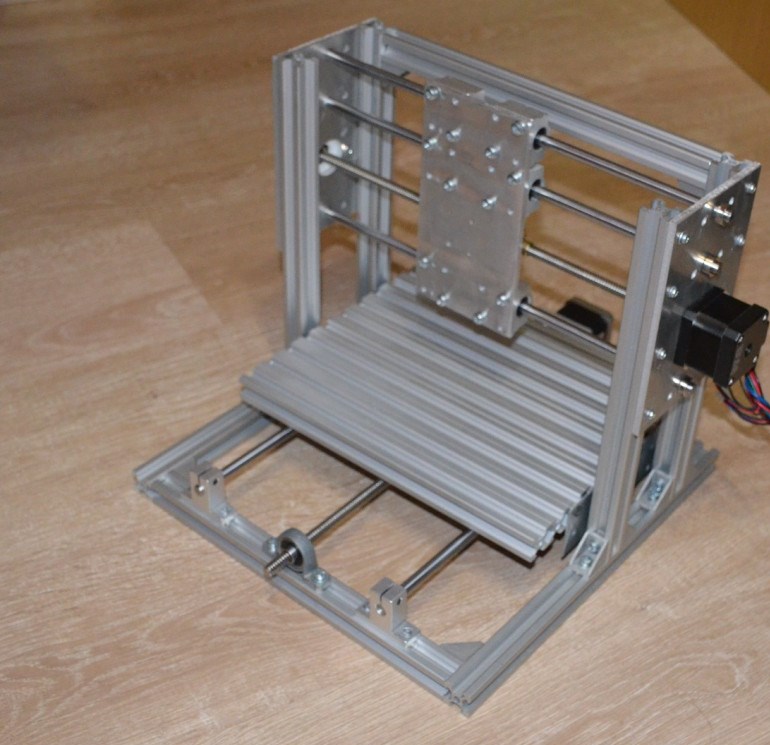
В качестве направляющих рекомендую рельсы SBR10. Можно взять 12-16, хотя 16 мм явно будет перебор.
Размер берите исходя их ваших хотелок (размеры хода по XY). В моем случае используются простые полированные валы 8 мм, это эконом-вариант направляющих. Но рекомендую именно рельсы.

Для обработки материалов потребуется шпиндель.
На Таобао есть неплохие варианты на 1,5кВт с воздушным охлаждением (до 24000 об/мин, диаметр 80 мм, цанга ER11, 400Гц).

Если размер станка 2418 для вас маловат, можно собрать что-то подобное, но на раме из профиля 6060 (6090) и рельсах SBR16. Для перемещения осей потребуются мощные двигатели типа 57BYG78 (57H2P7842A4) с током до 4.2A и усилием 2.1Nm. Это как раз мощный вариант, у меня используются простые Nema17 42HS8404.

Для управления шпинделем потребуется частотный преобразователь (ЧП, Vector Frequency Converter — VFD для поиска).
Это устройство, вырабатывающее три фазы 220В с частотой до 400Гц и имеющее множество настраиваемых параметров.
Простой и недорогой ЧП, имеющий вход бытовой сети (220В/50Гц, одна фаза L +ноль N).

Если размеры позволяет и есть доступ к трехфазной промышленной сети, можно выбрать вот такой недорогой ЧП.

По комплектующим все, многое было рассмотрено в предыдущих обзорах. При наличии некоторого навыка собирается все достаточно быстро, если опыта нет — может занять некоторое время. Если есть вопросы — спрашивайте))).
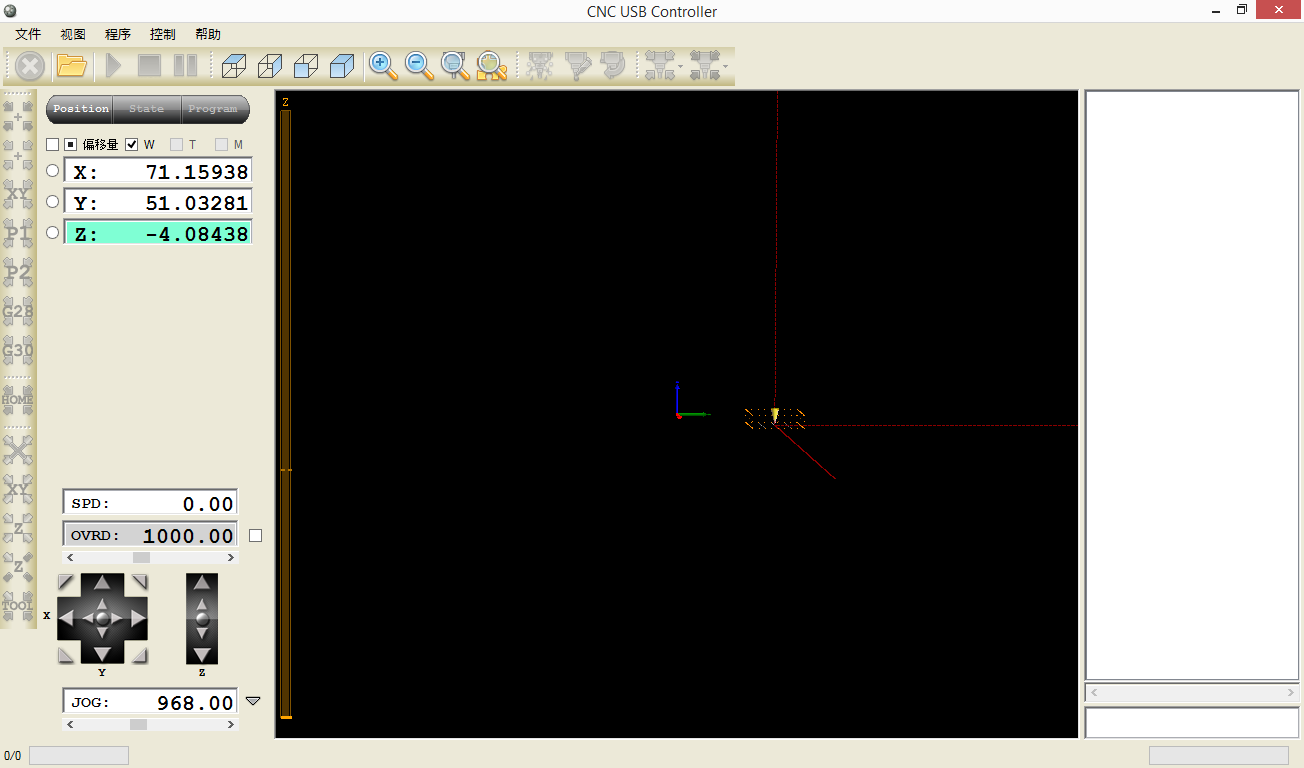
Скриншот управляющей программы для станка.
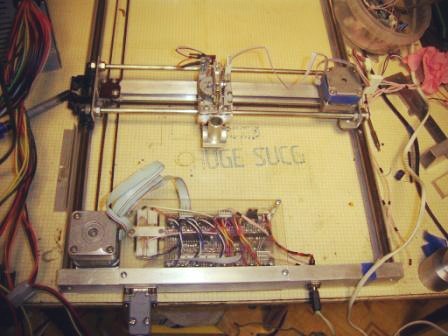
Проба хода по осям собранного станка.
В целом все, станок собирал для своего друга, он только начинает осваивать технологии с ЧПУ, и настольный вариант ему очень удобен. Профиль приобретался в компании Соберизавод, остальные комплектующие на Таобао через посредника Yoybuy. Прикинул сразу что нужно, сформировал одну большую сборную посылку. Получилось дешевле, чем покупать на Али или в оффлайне. Не забывайте про скидку — купон на $10 для доставки посылок от $20. Средняя посылка до 3 кг можно привезти за $20 с этим купоном.
Источник
Делаем настольное устройство для изготовления печатных плат в один клик
В очередной раз отмывая раковину от рыжих пятен хлорного железа, после травления платы, я подумал, что пришло время автоматизировать этот процесс. Так я начал делать устройство для изготовления плат, которое уже сейчас можно использовать для создания простейшей электроники.

Ниже я расскажу о том, как делал этот девайс.
Базовый процесс изготовления печатной платы субтрактивным методом заключается в том, что на фольгированном материале удаляются ненужные участки фольги.
Сегодня большинство электронщиков используют технологии типа лазерно-утюжной для домашнего производства плат. Этот метод предполагает удаление ненужных участков фольги с использованием химического раствора, который разъедает фольгу в ненужных местах. Первые эксперименты с ЛУТом несколько лет назад показали мне, что в этой технологии полно мелочей, порой напрочь мешающих достижению приемлемого результата. Тут и подготовка поверхности платы, и выбор бумаги или иного материала для печати, и температура в совокупности со временем нагрева, а также особенности смывки остатков глянцевого слоя. Также приходится работать с химией, а это не всегда удобно и полезно в домашних условиях.
Мне хотелось поставить на стол некоторое устройство, в которое как в принтер можно отправить исходник платы, нажать кнопку и через какое-то время получить готовую плату.
Немного погуглив можно узнать, что люди, начиная с 70х годов прошлого века, начали разрабатывать настольные устройства для изготовления печатных плат. Первым делом появились фрезерные станки для печатных плат, которые вырезали дорожки на фольгированном текстолите специальной фрезой. Суть технологии заключается в том, что на высоких оборотах фреза, закрепленная на жёстком и точном координатном столе с ЧПУ срезает слой фольги в нужных местах.
Желание немедленно купить специализированный станок прошло после изучения цен от поставщика. Выкладывать такие деньги за устройство я, как и большинство хоббийщиков, не готов. Поэтому решено было сделать станок самостоятельно.
Понятно, что устройство должно состоять из координатного стола, перемещающего режущий инструмент в нужную точку и самого режущего устройства.
В интернете достаточно примеров того, как сделать координатный стол на любой вкус. Например те же RepRap справляются с этой задачей (с поправками на точность).
С одного из моих предыдущих хобби-проектов по созданию плоттера у меня остался самодельный координатный стол. Поэтому основная задача заключалась в создании режущего инструмента.
Вполне логичным шагом могло стать оснащение плоттера миниатюрным гравером вроде Dremel. Но проблема в том, что плоттер, который можно дешево собрать в домашних условиях сложно сделать с необходимой жесткостью, параллельностью его плоскости к плоскости текстолита (при этом даже текстолит сам по себе может быть изогнутым). В итоге вырезать на нём платы более менее хорошего качества не представлялось бы возможным. К тому же не в пользу использования фрезерной обработки говорил тот факт, что фреза тупится со временем и утрачивает свои режущие свойства. Вот было бы здорово, если бы медь с поверхности текстолита можно было удалять бесконтактным способом.
Уже существуют лазерные станки немецкого производителя LPKF, в которых фольга просто испаряется мощным полупроводниковым лазером инфракрасного диапазона. Станки отличаются точностью и скоростью обработки, но их цена ещё выше чем у фрезерных, а собрать из доступных всем материалов такую вещь и как-то её удешевить пока не представляется простой задачей.
Из всего вышесказанного я сформировал некоторые требования к желаемому устройству:
- Цена сопоставимая со стоимостью среднего домашнего 3д-принтера
- Бесконтактное удаление меди
- Возможность собрать устройство из доступных компонентов самостоятельно в домашних условиях
Так я начал размышлять о возможной альтернативе лазеру в области бесконтактного удаления меди с текстолита. И наткнулся на метод электроискровой обработки, который давно применяется в металлообработке для изготовления точных металлических деталей.
При таком методе металл удаляется электрическими разрядами, которые испаряют и разбрызгивают его с поверхности заготовки. Таким образом образуются кратеры, размер которых зависит от энергии разряда, его длительности и, конечно же, типа материала заготовки. В простейшем виде электрическую эрозию стали использовать в 40-х года XX века для пробивания отверстий в металлических деталях. В отличие от традиционной механической обработки отверстия можно было получить практически любой формы. В настоящее время данный метод активно применяется в металлообработке и породил целую серию видов станков.
Обязательной частью таких станков является генератор импульсов тока, система подачи и перемещения электрода — именно электрод (обычно медный, латунный или графитовый) является рабочим инструментом такого станка. Простейший генератор импульсов тока представляет собой простой конденсатор нужного номинала, подключенный к источнику постоянного напряжения через токоограничивающий резистор. При этом емкость и напряжение определяют энергию разряда, которая в свою очередь определяет размеры кратеров, а значит и чистоту обработки. Правда есть один существенный нюанс — напряжение на конденсаторе в рабочем режиме определяется напряжением пробоя. Последнее же практически линейно зависит от зазора между электродом и заготовкой.
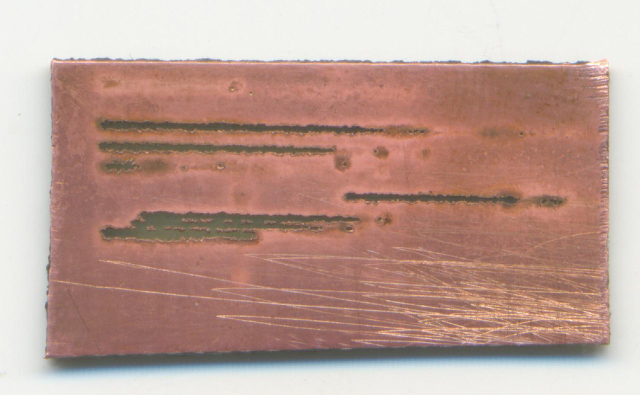
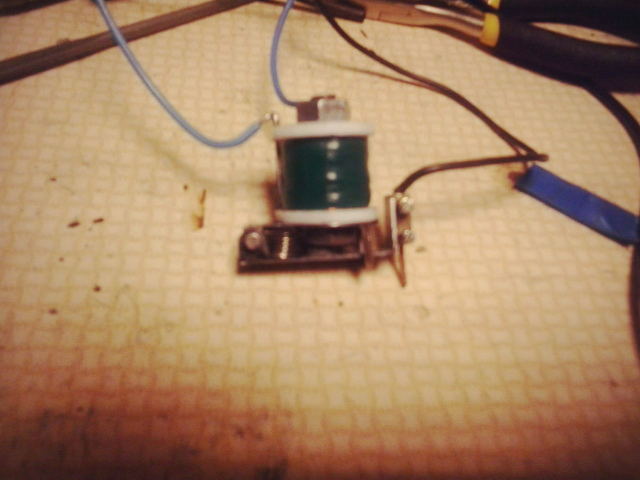
За вечер был изготовлен прототип эрозионного инструмента, представляющий собой соленоид, к якорю которого прикреплена медная проволочка. Соленоид обеспечивал вибрацию проволоки и прерывание контакта. В качестве источника питания был использован ЛАТР: выпрямленный ток заряжал конденсатор, а переменный питал соленоид. Эта конструкция была также закреплена в держателе ручки плоттера. В целом, результат оправдал ожидания, и головка оставляла на фольге сплошные полосы со рваными краями.
Способ явно имел право на жизнь, но требовалось решить одну задачу — компенсировать расход проволоки, которая расходуется при работе. Для этого требовалось создать механизм подачи и блок управления для него.
После этого, всё свободное время я начал проводить в одном из хакспейсов нашего города, где есть станки для металлообработки. Начались продолжительные попытки сделать приемлемое режущее устройство. Эрозионная головка состояла из пары шток-втулка, обеспечивающих вертикальную вибрацию, возвратной пружины и протяжного механизма. Для управления соленоидом потребовалось изготовить несложную схему состоящую из генератора импульса заданной длины на NE555, MOSFET-транзистора и индуктивного датчика тока. Первоначально предполагалось использовать режим автоколебаний, то есть подавать импульс на ключ сразу после импульса тока. При этом частота колебаний зависит от величины зазора и управление приводом производится согласно измерению периода автоколебаний. Однако стабильный автоколебательный режим оказался возможен в диапазоне амплитуд колебания головки, который составлял меньше половины максимального. Поэтому я принял решение использовать фиксированную частоту колебаний, генерируемых аппаратным ШИМом. При этом о состоянии зазора между проволокой и платой можно судить по времени между окончанием открывающего импульса и первым импульсом тока. Для большей стабильности при работе и улучшении частотных характеристик соленоид был закреплен над механизмом протяжки проволоки, а якорь размещен на дюралевой скобе. После этих доработок удалось добиться устойчивой работы на частотах до 35 Гц.

Закрепив режущую головку на плоттере, я начал опыты по прорезанию изолирующих дорожек на печатных платах. Первый результат достигнут и головка более-менее устойчиво обеспечивает непрерывный рез. Вот видео, демонстрирующее что получилось:
Принципиальная возможность изготавливать платы при помощи электроискровой обработки подтверждена. В ближайших планах повысить точность, увеличить скорость обработки и чистоту реза, а также выложить часть наработок в открытый доступ. Также планирую адаптировать модуль под использование с RepRap. Буду рад идеям и замечаниям в комментариях.
Источник



