
Ювелирное литье в домашних условиях для новичков







Но как же мы будем наплавлять парафин на кольцо, когда он невероятно текуч и непредсказуем? Оказалось, все гораздо проще. В процессе мастер понял, что парафин еще долгое время остается пластичным и его возможно деформировать как пластилин. Так и вышло. Он просто слепил нужную форму кольца и продолжил. Правда пройтись паяльником бы не помешало, для того чтобы сплавить слепленые границы. Но мастер решил этого не делать. Позже на отливки это отобразится в виде брака, но не такого страшного, чтобы нельзя было носить это кольцо.
Теперь нам нужно обработать слепленную модель. Мастер решил это делать на наждачной бумаге, но не помнит, была эта сороковка или шестидесятка, но точно очень грубая. И опять же неспроста. Дело в том, что крупное зерно наждачки, оставляет глубокий след на парафине и придает ему текстуру. Поэтому аккуратно пройдясь по лицевой части кольца грубой наждачкой, так и оставим получившуюся текстуру для отливки. Так как парафин в любой момент мог подвести, чистовую обработку мастер решил оставить все же для латунной отливки.
Откладываем модель в сторону и готовим основания для фиксации модели. Самое простое — сделать его из пластилина. Разминаем его и лепим полусферу, в которую в будущем будем устанавливать литники и в последующем эта сфера станет неким кармашком для плавки металла перед заливкой. Поэтому не стоит делать сферу слишком плоской. Нужно чтобы в ней поместился весь расплавленный металл. К моменту литья вы все поймете и сами увидите как это выглядит.
В качестве опоки (металлической оправки для заливки формовочной смеси), можно взять самую обыкновенную металлическую трубу, например, в сантехническом магазине должны быть отрезки подходящего размера.
Литники изготовим из 2-ух гвоздей. Откусываем кусачками лишнее и устанавливаем их в нашу пластилиновую сферу.
После их установки, нам каким-то образом нужно прикрепить парафиновую модель к металлическим литникам. Для этого автор решил взять горелку и слегка нагреть гвозди, а после прислонить к ним кольцо. Горячие гвозди легко проплавят парафин и войдут в глубь модели.




И на самом деле, вышло неплохо.
Когда гипс окрепнет, то можно почистить форму от наплывов, и отделить пластилин с литниками.
Теперь следует наиболее ответственный момент — момент прокалки формы. В инструкции к формовочной массе, идет тех карта, где указан цикл прокалки в 15 часов. Но так как это идёт в разрез с коленочными технологиями, то справедливо будет сократить это время до 40 минут.
Это плохо и неправильно, но все же возможно. Тут главное дать плавный нагрев вначале, чтобы вода с гипса начала испаряться, а парафин начал плавно плавится и вытекать. Мастер воспользовался для этого кровельной горелкой, так как она у него была. Вы же можете обойтись бытовой горелкой, или начать можно с самой обыкновенной духовки, так будет правильнее. Только не забывайте ставить форму литниками вниз в какой-нибудь поддон, чтобы было куда стекать парафину.
Заливать металл в домашних условиях можно несколькими способами: с помощью картошки, глины, или любого другого плотного влагосодержащего материала. Но автор этот способ так и не освоил, поэтому он будет лить металл с помощью ручной центрифуги.



Выглядит она в виде стакана с четырьмя болтами (для более надежной фиксации опоки), цепочки и ручки из пвх трубы с подшипниками внутри (для продолжительного беспрепятственного кручения).
Автор сварил эту штуку сам, вы же можете обойтись, к примеру, металлической кружкой.
Греем форму до красна и готовимся к заливке латуни. В качестве исходного материала можно взять латунные сантехнические фитинги. Они отлично для этого сгодятся. Ну или если вы посмелее, можете сразу лить серебро или даже золото. В коленочных технологиях нет ограничения по металлу.







Теперь нам нужно обработать кольцо. Автор не стал брать бормашинку, а зачистил все с помощью напильников и наждачной бумаги. Все реально, но разница лишь во времени и трудоемкости занятий.
После черновой обработки, автор решил примерить кольцо, но оказалось, что оно не совсем подходит.




По окончании шлифовки кольца, можно зачернить его лицевую часть для того, чтобы придать визуальную глубину нашему рельефу, оставленному крупным зерном наждачной бумаги. Для этого нам понадобится аптечная серная мазь. Наносим тонкий слой на латунную поверхность, которую хотим зачернить и нагреваем кольцо. Греем до тех пор, пока вся мазь не выгорит и после нее не останется сухой матовой поверхности.
После чернения, снова полируем кольцо, но уже финишными абразивами и любуемся результатом.



Как говорилось вначале, кольцо пролилось отлично. Все дефекты, что вы можете заметить, были получены на стадии моделирования. Поэтому, по-хорошему, лучше использовать более обрабатываемые материалы. Ведь чем лучше подготовлена модель, тем меньше придется работать с ней после литья.
Благодарю за внимание. До новых встреч!
Источник
Литье металлов в домашних условиях — стабильный заработок!
Литье металлов в домашних условиях — стабильный заработок!
Для того чтобы начать этот бизнес нужно сначала изготовить литейную форму. Эту форму можно сделать при помощи формовочных ящиков, которые обеспечивают хороший контакт с землей и в основном их изготавливают из наструганных досок. Это сооружение называется опокой. У этой опоки должны быть размеры, которые в полтора раза превышают размеры деталей. В основном она состоит из двух частей: нижняя с ящиком и дном и верхняя состоящая из рамки.
Деталь может служить моделью для того чтобы создать форму. Эта модель может быть изготовлена из любого материала или дерева. Нижнюю часть опоки нужно будет засыпать землей (формовочной) в процессе формовки. Модель обязательно должна быть припудрена порошкообразным графитом либо тальком. После этого его нужно будет вжать в землю примерно наполовину. Модель должна быть размещена таким образом, чтобы выступы было нетрудно достать из формы. Еще при этом процессе нужно постараться не разрушить изделие. Затем землю, которая находится в ящике, нужно будет посыпать графитом или тальком и установить верхнюю часть опоки на нижнюю. При этом нужно совмещать отверстия с фиксаторами.
Для того чтобы сформировать литник в будущую деталь обязательно нужно поставить пробку (коническую). После этого в опоку нужно насыпать формовочную землю так чтобы был немного избыток и немного ее утрамбовать. Затем нужно очень аккуратно достать пробку из-под литника, а верхнюю часть формы снять и достать модель. У обеих частей формы обязательно должны быть углубления, которые отображают форму детали.
Затем обе половины этой формы должны хорошо подсохнуть, а после их нужно будет соединить и плотно сжать, чтобы между обеими частями не оставалось ни единого проема или щели. В результате этого всего должна получиться уже готовая форма к заливке металлом.
Металл нужно плавить только в чугунной или стальной емкости, у которой обязательно должен быть носик. Через этот носик расплавленный металл будет заливаться в отверстие формы (литниковое). Плавка должна осуществляться в муфельной печи или горне небольшого размера.
Для того чтобы избежать выгорания металла при плавлении цинка нужно сверху этого металла в емкость насыпать немного древесного угля а точнее один слой. Когда металл будет хорошо расплавлен его нужно будет в течение пяти минут выдержать в печи для того чтобы осуществить максимальный подогрев. Благодаря этому способу можно заполнить форму в самых тонких ее местах. Для того чтобы форма не размылась металл в расплавленном состоянии нужно заливать очень тонкой струей и струя эта должна быть непрерывной.
Когда металл полностью остынет, форму нужно будет разнять, а затем достать уже готовую деталь. Детали, которые получаются таким способом, могут обладать слегка шероховатой поверхностью. Именно поэтому очень важна дополнительная обработка (чистовая).
Есть еще одна технология литья, которая является более сложной. Эта технология позволяет получить изделия поточнее и высококачественнее. В этом случае технология должна быть доступной для того чтобы использовать ее дома.
Технология заключается в том, чтобы будущая модель изготавливалась из парафина, а также воска либо другого материала, который является легкоплавким. Затем ее нужно заформовывать в жаростойкой массе. Во время нагревания восковая модель начинает выдавливаться из формы через отверстие. Уже в полученную форму нужно будет залить расплавленный металл. Благодаря этому методу можно повторять самые мелкие элементы в изделиях.
Если кто в теме — давайте обсудим, успехов всем и процветания!
Источник
Литьё цветных металлов своими руками. #1 Печь
В этом посте я расскажу про печь. Будет много букв и немного картинок. Это не универсальная конструкция, вариантов может быть очень много, их можно найти в гугле и на тематических форумах. Здесь я описываю только свой опыт и впечатления от эксплуатации.
Я сделал выбор в пользу пропана, т.к. с ним печь должна быть чистой, не будет мусора и гари, она требует меньше места. Собрав несколько рецептов воедино, я купил гидроаккумулятор на 24 литра. Критерий выбора — диаметр. Внутренний объем ограничит максимальное количество металла, которое вы сможете расплавить за раз. В остальном это может быть и простое металлическое ведро, или барабан от стиральной машины, или баллон от фреона, или из-под пропана или что-то похожее. Лучше не покупать готовое изделие, а искать что есть под рукой, так выйдет дешевле.
Получившийся корпус я зачистил и сделал каркас, фото поможет понять о чем я:

Крышка поворачивается на гаражной петле, которую я приварил. Конструкция с тремя колесами (одно поворачивается)не очень устойчива, но позволяет катить печь с минимальными усилиями и без длинных ручек (а она тяжелая).

Внутри бака я сделал теплоизоляцию из такого состава: молотый шамот плюс огнеупорная глина в пропорции 2/1 соответственно. Как это правильно сделать: из картона надо сделать цилиндр, который будет служить внутренней опалубкой и поставить в бак. А образовавшуюся пустоту между цилиндром и стенкой заполнить раствором. Предупреждаю — раствор не должен быть жидким. При высыхании слишком жидкой смеси раствор даст огромные трещины, я переделывал после этой ошибки. Раствор был таким, что я его буквально запихивал руками, а воздух удалял трамбовкой (какая-нибудь палка).
Все это сохнет недели две-три. Раствор даст усадку, поэтому щели я заполнил огнеупорной ватой, она даст дополнительную теплоизоляцию. Потеря тепла — основной враг такой печи.
Крышку внутри тоже заполняет раствором. Что бы он не вывалился после высыхания, я насверлил отверстий по бокам крышки и закрутил болты (шляпками наружу). За них раствор цепляется и не падает вниз. На фото ниже видна готовая печь, покрашенная огнеупорной краской.

Здесь видна труба (ф50), в которую вставляется горелка. Труба входит в печь по касательной. Это надо, чтобы создать в печи нужное завихрение, иначе пламя будет бить в одну точку, а нам надо равномерный нагрев все полости печи. На этом патрубке виден кусок малярной ленты. Она там не нужна, но свидетельствует о том, что при работе этот патрубок, как и горелка, абсолютно холодные и за них можно браться руками (это правильный режим работы горелки).
На фото ниже видна горелка.
Горение не должно происходить внутри горелки, оно должно происходить в печи. Если горение будет внутри горелки, она раскалится и это не безопасно. Это говорит, что она неправильно работает. Как это обеспечить? Берем кровельную горелку, убираем с нее наконечник и вставляем в трубу (в моем случае диаметр около 40 мм). Длина трубы произвольная, главное — достаточная, чтобы воздух из наддува успел качественно смешаться с пропаном. Еще — чем шире сопло горелки, тем больше жаропроизводительность, расход воздуха и пропана. Это золотое сечение надо искать опытным путем (конечно зависит и от объемов плавки). Для моей печи описанный размер подходит.
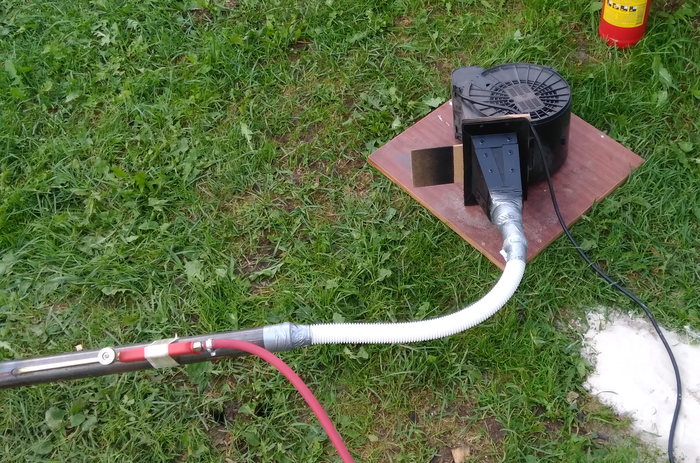
На картинке также виден наддув. Это улитка от вытяжки (вроде 600 кубометров в час). Для регулировки количества воздуха я сделал заслонку. В данном случае она открыта на 1/4 и этого хватает за глаза. Я видел горелки в газовых горнах с вентилятором от кулера. Обычно для регулировки люди используют ЛАТР, но у меня его нет. Основная суть в том, что бы сбивать пламя к началу горелки и не допустить горения в трубе (и тем более у сопла).
На картинке ниже видна теплоизоляция печи. Именно про этот ограниченный объем я и говорил при выборе корпуса печи, поэтому про это следует подучать заранее. Я бы сделал побольше, но что есть то есть. Видна сдвинутая в сторону крышка и тигель на заднем плане. Тигель — обрезанный маленький огнетушитель. После нагревов скалывется слоями. На долго его не хватит.

Все это добро питается пропаном. При 1/4 (от мощности улитки) воздуха я ставил на редукторе 1,2 атм. Горит нормально, запас по мощности есть.

2,5 кг бронзы расплавились и перегрелись за полчаса. 300 грамм алюминия за 11 минут.
При расходе газа в 1,2 атм баллон покрывается конденсатом. Читал, что некоторые ставят баллоны в воду, что бы не покрылись инеем.

P.S. Когда я еще не подобрал оптимальные размеры горелки и думал, что ничего не выйдет (было нестабильное пламя, малая температура), решил попробовать плавить на литейном коксе (подготовленный каменный уголь). В печи такого размера это вообще не вариант. Места мало, уголь попадает в тигель. Нагрев локальный, холодный воздух поддува частично забирает тепло. На распал угля надо много энергии (загорается вроде при t
600C), очень инертное топливо, не для такой печи и не для разовых плавок. Он хорош если запустил печь и палишь сутками без остановки.
Я надеюсь вам было интересно. Буду рад ответить на вопросы.
Источник



