
- Как сделать пружину в домашних условиях своими руками
- Что потребуется
- Пошаговая инструкция
- Как сделать пружину: пошаговая инструкция и рекомендации
- Что понадобится для работы?
- О проволоке
- О диаметре
- С чего нужно начать?
- Как сделать пружину?
- Закалка изделия
- Завершающий этап
- Технология изготовления и закалки пружины своими руками
- О диаметре
- Особенности технологии
- С чего нужно начать?
- Глава IV. Комплектующие изделия
- § 21. Изготовление конусных и цилиндрических пружин
- Как сделать пружину?
- Навивка пружин на автомате
- Закалка изделия
- Витые пружины сжатия
- Особенности конструкции
- Область эксплуатации
- Требования к материалу
- Особенности технологии
- Технология холодной навивки без закалки
- Технология горячей навивки с закалкой и отпуском
- Используемое оборудование и оснастка
- Завершающий этап
- Термообработка пружин (закалка в масле, отпуск)
- Требования к пружинам
Как сделать пружину в домашних условиях своими руками
Чаще всего вопрос о том, как сделать пружину самостоятельно, используя для этого подручные средства, не возникает. Однако бывают ситуации, когда пружины требуемого диаметра нет под рукой. Именно в таких случаях возникает потребность в изготовлении этого элемента своими руками.
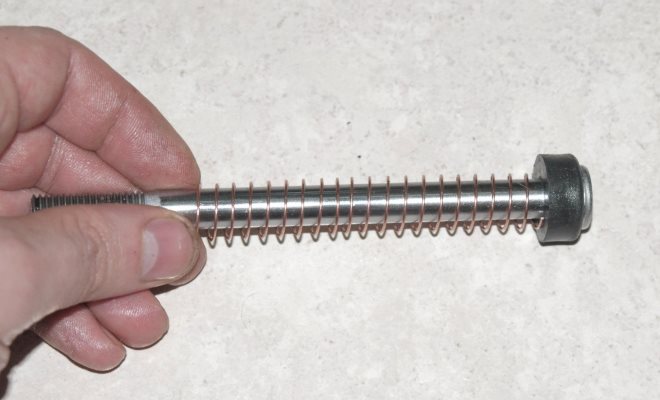
Изготовить небольшую пружину вполне реально
Конечно, пружины для ответственных механизмов, работающих в интенсивном режиме, лучше всего изготавливать в производственных условиях, где есть возможность не только правильно подобрать, но и соблюсти все параметры технологического процесса. Если же нестандартная пружина вам требуется для использования в механизме, который будет эксплуатироваться в щадящем режиме, то можно сделать ее и в домашних условиях.
Что потребуется
Чтобы сделать пружину своими руками, подготовьте следующие расходные материалы и оборудование:
- стальную проволоку, диаметр которой должен соответствовать размеру поперечного сечения витков вашего будущего пружинного изделия;
- обычную газовую горелку;
- инструмент, который обязательно есть в каждой слесарной мастерской;
- слесарные тиски;
- печь, в качестве которой может быть использовано и нагревательное устройство бытового назначения.
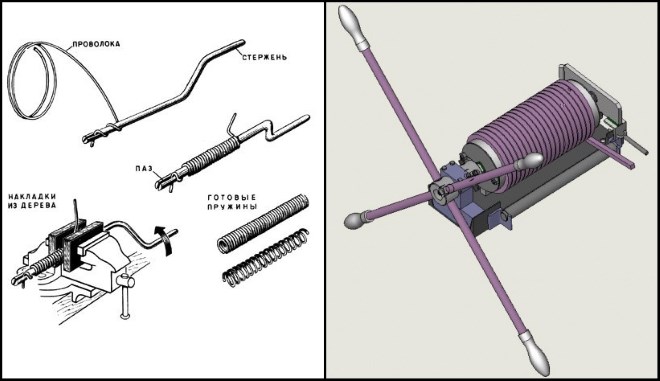
Навивать спираль легче с помощью приспособлений, конструкция которых зависит от размеров и жесткости пружины
Проволоку, если ее диаметр не превышает 2 мм, можно не подвергать предварительной термической обработке, так как ее легко согнуть и без этого. Перед тем как наматывать такую проволоку на оправку требуемого диаметра, ее необходимо разогнуть и тщательно выровнять по всей длине намотки.
Выбирая диаметр оправки, следует учитывать размеры пружины, которую вы собираетесь сделать в домашних условиях. Чтобы компенсировать упругую деформацию проволоки, диаметр оправки выбирают несколько меньше, чем требуемый размер внутреннего поперечного сечения будущего изделия.
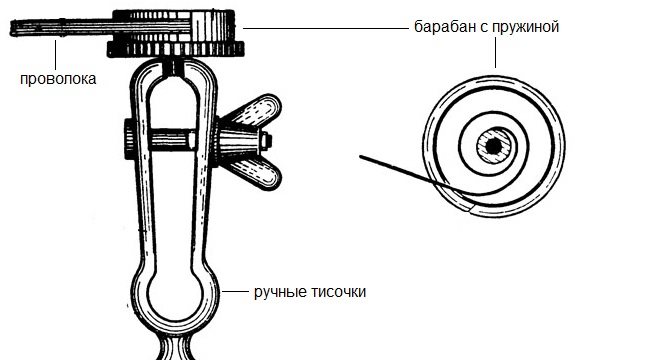
Приспособление для навивки спиральной пружины
В том случае, если диаметр проволоки, из которой вы своими руками собираетесь сделать пружину, больше 2 мм, ее необходимо предварительно отжечь, так как без такой процедуры выравнивать ее и навивать на оправку будет затруднительно.
Пошаговая инструкция
Первое, что необходимо сделать, если вы собираетесь изготовить пружину своими руками, – это подобрать материал для такого изделия. Оптимальным материалом в данном случае является другая пружина (главное, чтобы диаметр проволоки, из которой она изготовлена, соответствовал поперечному сечению витков пружины, которую вам надо сделать).

Подбирая материал от старой пружины, вы будите уверены, что проволока сделана из закаленной высокоуглеродистой стали
Отжиг проволоки для пружины, как уже говорилось выше, позволит вам сделать ее более пластичной, и вы без особого труда сможете выровнять ее и намотать на оправку. Для выполнения такой процедуры лучше всего использовать специальную печь, но если таковой нет в вашем распоряжении, то можно воспользоваться любым другим устройством, растапливаемым дровами.
В такой печи необходимо разжечь березовые дрова и, когда они прогорят до углей, положить в них пружину, проволоку от которой вы собираетесь использовать. После того как пружина раскалится докрасна, угли надо сдвинуть в сторону и дать нагретому изделию остыть вместе с печью. После остывания проволока станет значительно пластичней, и вы без труда сможете работать с ней в домашних условиях.
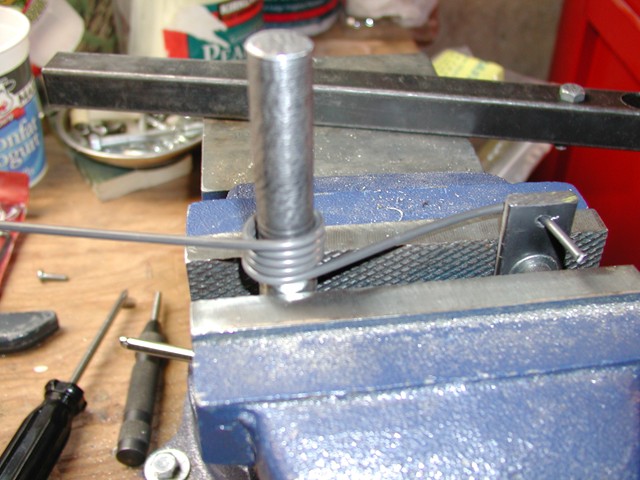
Ставшую мягкой проволоку следует тщательно выровнять и начать наматывать на оправку требуемого диаметра. При выполнении такой процедуры важно следить за тем, чтобы витки располагались вплотную друг к другу. Если вы никогда не занимались намоткой пружин ранее, можно предварительно посмотреть обучающее видео, которое несложно найти в интернете.

Для намотки небольшой пружины можно использовать шуруповерт
Чтобы ваша новая пружина обладала требуемой упругостью, ее необходимо закалить. Такая термическая обработка, как закалка, сделает материал более твердым и прочным. Для выполнения закалки готовую пружину надо нагреть до температуры 830–870°, для чего можно использовать газовую горелку. Ориентироваться на то, что требуемая температура закалки достигнута, можно по цвету раскаленной пружины: он должен стать светло-красным. Чтобы точно определить такой цвет, также ориентируйтесь на видео. После нагрева до требуемой температуры пружину необходимо охладить в трансформаторном или веретенном масле.

Цвета каления стали
После закалки пружину следует выдержать в сжатом состоянии на протяжении 20–40 часов, а затем обработать ее концы на точильном станке, чтобы сделать изделие требуемого размера.
После выполнения всех вышеописанных процедур пружину, которую вы сделали своими руками, можно начинать использовать по назначению.
Источник
Как сделать пружину: пошаговая инструкция и рекомендации

Как утверждают специалисты, изготовить пружину с высокими эксплуатационными характеристиками и с соблюдением всех необходимых параметров возможно только на специальном заводском оборудовании. Тем не менее сам технологический процесс не представляет собой ничего сложного.

Вопрос, как сделать пружину в домашних условиях, достаточно актуальный. Обусловлено это тем, что бывают ситуации, когда под рукой у домашнего мастера может не оказаться пружины нужного диаметра. В таком случае изготавливать ее приходится самостоятельно. Как сделать пружину своими руками? Какие для этого понадобятся инструменты? Информацию о том, как сделать пружину в домашних условиях, вы найдете в данной статье.
Что понадобится для работы?
Перед тем как сделать пружину, нужно обзавестись следующими расходными материалами и оборудованием:
- Стальной проволокой.
- Слесарными тисками.
- Обычной газовой горелкой.
- Оправкой, на которую будет наматываться проволока.
- Термической или бытовой печью.

О проволоке
Желательно, чтобы это была закаленная высокоуглеродистая сталь. Можно воспользоваться специальными углеродистыми и легированными или цветными сплавами: 60ХФА, 70С3А, 65Г, 60С2А и др. Судя по отзывам, многие домашние умельцы переделывают старые ненужные пружины. Данный способ считается самым оптимальным, поскольку в таком изделии обычно используется проволока с отличными техническими характеристиками.
О диаметре
Как сделать пружину? Какой диаметр проволоки выбрать? Специалисты рекомендуют использовать расходный материал с диаметром не более 0,2 см. Ввиду того что такая проволока легко гнется, для нее не требуется предварительная термическая обработка. Перед наматыванием на оправку она разгибается и тщательно выравнивается. При выборе диаметра для оправки следует исходить из размеров будущей пружины. Иными словами, нужно учитывать внутреннее поперечное сечение изделия. Многие мастера компенсируют упругие деформации проволоки, подбирая оправки заведомо меньшего диаметра. При работе с проволокой толще 0,2 см часто возникают трудности при наматывании ее на оправку. В таком случае придется выполнить ее предварительный отжиг.
С чего нужно начать?
Специалисты рекомендуют использовать проволоку от какой-либо старой пружины, диаметр которой не устраивает владельца. Мастеру останется только ее выровнять и намотать на оправку с сечением нужного размера. Для этого проволока должна быть абсолютно ровной. Она будет намного пластичнее, если ее обработать в специальной печи. При отсутствии таковой подойдет любое другое устройство, которое можно растопить с помощью дров. Как утверждают опытные мастера, достаточное количество тепла для обжига дает береза. После растопки печи нужно дождаться, чтобы в ней прогорели дрова. Оставаться должны одни угли. В них следует положить старую пружину. Если изделие достаточно раскалилось, оно приобретет красный цвет. Теперь пружину можно отодвигать в сторону, чтобы она остывала на воздухе. После этой процедуры метал станет пластичным и с ним легко будет работать.
Как сделать пружину?
Дождавшись, когда старое изделие достаточно остынет, приступают к его разматыванию. На оправку следует наматывать абсолютно ровную проволоку. Тем, кто не знает, как сделать пружину, специалисты рекомендуют располагать витки вплотную. На данном этапе мастеру придется приложить физическое усилие. Оправка зажимается в слесарных тисках.
Работать будет гораздо легче, если использовать плоскогубцы. Судя по отзывам опытных мастеров, очень часто у новичков возникают трудности при подборе размера оправки. Не исключено, что работать придется не с одной оправкой, а с несколькими с различными сечениями. Диаметр для самодельной пружины в таком случае подбирается опытным путем.
Закалка изделия
Тому, кто интересуется, как сделать пружину самому, опытные мастера советуют также уделить внимание ее закаливанию. Данная процедура заключается в термической обработке изделия с целью придать ему требуемую упругость.

Пружина, прошедшая закалку, по сравнению со своим первоначальным состоянием становится гораздо тверже и прочнее. Термообработка выполняется в специальных печах при температуре от 830 до 870 градусов. Справиться с этой работой можно также и в домашних условиях при помощи обычной газовой горелки. Поскольку температурные датчики в таких устройствах обычно отсутствуют, домашнему умельцу контролировать процесс придется визуально. В качестве ориентира можно использовать цвет раскаляемого изделия. Металл при нагреве до 800 градусов становится вишнево-красным. Это значит, что вынимать изделие из печи пока рано. Если пружина достаточно нагрелась (870 градусов), она станет светло-красной. Теперь ее следует охладить. Для этой цели подойдет трансформаторное или веретенное масло. В специальных заводских термических печах металлы подвергаются нагреву до 1050 градусов. Изделия при таком температурном режиме приобретают оранжевые оттенки.
Завершающий этап
После процедуры закаливания пружину следует сжать и оставить в таком положении на двое суток. Затем, используя точильный станок, обрабатываются ее концы. Это придаст кустарному изделию требуемый размер. После выполнения всех вышеперечисленных действий пружина считается готовой к эксплуатации. Как утверждают специалисты, кустарные самоделки не сравнить с аналогичными изделиями заводского производства.

Тем не менее нестандартные пружины широко используются в различных механизмах. Если их эксплуатировать в щадящем режиме, то пружины прослужат достаточно долго.
Источник
Технология изготовления и закалки пружины своими руками

О диаметре
Как сделать пружину? Какой диаметр проволоки выбрать? Специалисты рекомендуют использовать расходный материал с диаметром не более 0,2 см. Ввиду того что такая проволока легко гнется, для нее не требуется предварительная термическая обработка. Перед наматыванием на оправку она разгибается и тщательно выравнивается. При выборе диаметра для оправки следует исходить из размеров будущей пружины. Иными словами, нужно учитывать внутреннее поперечное сечение изделия. Многие мастера компенсируют упругие деформации проволоки, подбирая оправки заведомо меньшего диаметра. При работе с проволокой толще 0,2 см часто возникают трудности при наматывании ее на оправку. В таком случае придется выполнить ее предварительный отжиг.
Особенности технологии
Технологический процесс изготовления упругих элементов зависит от технических требований, предъявляемых к конструкции. Сделать пружину не так просто, как обычную деталь, которая не должна обладать особыми упругими свойствами. Для этого требуется специальное оборудование и оснастка.
Навивка пружин с круглым сечением витка проводится следующими методами:
- Холодная. Применяется для малых и средних размеров (диаметр проволоки до 8 миллиметров).
- Горячая. Для больших диаметров.
После навивки упругие элементы подвергают различным видам термообработки. В ее ходе изделие приобретает заданные свойства.
С чего нужно начать?
Специалисты рекомендуют использовать проволоку от какой-либо старой пружины, диаметр которой не устраивает владельца. Мастеру останется только ее выровнять и намотать на оправку с сечением нужного размера. Для этого проволока должна быть абсолютно ровной. Она будет намного пластичнее, если ее обработать в специальной печи. При отсутствии таковой подойдет любое другое устройство, которое можно растопить с помощью дров. Как утверждают опытные мастера, достаточное количество тепла для обжига дает береза. После растопки печи нужно дождаться, чтобы в ней прогорели дрова. Оставаться должны одни угли. В них следует положить старую пружину. Если изделие достаточно раскалилось, оно приобретет красный цвет. Теперь пружину можно отодвигать в сторону, чтобы она остывала на воздухе. После этой процедуры метал станет пластичным и с ним легко будет работать.
Глава IV. Комплектующие изделия
§ 21. Изготовление конусных и цилиндрических пружин
Изготовление конусных и цилиндрических пружин заключается в навивании спирали пружины, завязывании узла концевого кольца пружины и термической обработке пружин.
Навивание пружин
. Станок W-38/sw (рис. 59) предназначен для навивания из проволоки двухконусных, одноконусных и цилиндрических пружин.
Рис. 59. Устройство машины W-38/sw фирмы ‘Spühl’: 1 – механизм настройки конусности пружин, 2 – эксцентрик, 3 – механизм регулирования диаметра пружин, 4 – механизм регулирования шага витков пружин, 5 – навивочный механизм, 6 – рукоятка включения муфты, 7 – маховичок тянущих роликов, 8 – капельница, 9 – ролики, 10 – прямящие ролики, 11 – мотовило
Производительность навивочно-мотального станка приведена в табл. 8.
Таблица 8. Производительность станка W-38/sw
Станок работает следующим образом: включается главный выключатель, конец проволоки из смоточного мотовила через выпрямляющие ролики вводится в питающие ролики.
Включается рукоятка 6 включения муфты, при этом тянущие ролики поджимаются маховичком 7 и проволока, увлекаемая роликами, входит через калиброванную направляющую в навивочный механизм 5. При полном вращении эксцентрика 2 по всему периметру навивочный механизм 5 навивает пружину. Отрезные ножи 4 и 8 (рис. 60) отрезают конец проволоки. Пружину после отрезания укладывают в подстопное место вручную. Когда в бухте кончается проволока, тянущие ролики 7 ослабляются прежде, чем конец проволоки пройдет в станок, т. е. нельзя допускать захода конца проволоки в станок в момент сматывания последних сантиметров проволоки. При остановленном станке проволока отрезается и конец ее вытягивается сзади станка.
Рис. 60. Навивочное и отрезающее устройство станка W-38/sw фирмы ‘Spühl’: 1 – отклонитель подъема витка пружины, 2 – навивочный ролик, 3 – устройство для крепления изгибающей пластины, 4 – верхний прямоугольный нож, 5 – устройство для предварительного изгибания проволоки, 6 – направляющая с калиброванным отверстием, 7 – тянущие ролики, 8 – нижний квадратный нож, 9 – винт регулирования подъема и опускания нижнего ножа
Смоточное мотовило для проволоки должно отстоять от станка на расстоянии не менее 1 м.
Станок настраивают по образцу пружины. Длину проволоки устанавливают путем полного распрямления пружины и измерения этой длины шнуром.
Механизм настройки длины отрезка проволоки (рис. 61) установлен там же, где и привод станка, т. е. на противоположной стороне станка.
Рис. 61. Привод и механизм настройки станка W-38/sw фирмы ‘Spühl’ на заданный отрезок проволоки (V и Е – сменные шестерни)
Этот механизм состоит из трех шестерен: двух сменных с разным диаметром и разным количеством зубьев (V и Е) и промежуточной, которая может менять свое положение по отношению к шестерням V и E в зависимости от их диаметра. Для получения необходимого отрезка проволоки можно пользоваться данными табл. 9, устанавливая шестерни V и Е с определенным числом зубьев.
Таблица 9. Таблица настройки станка на определенную длину проволоки пружины
При настройке станка на заданную толщину проволоки необходимо заменить детали, которые имеют обозначения, соответствующие нужному диаметру проволоки. При этом необходимо читать значения, например 15. 18, следующим образом: инструмент для проволоки толщиной 1,5. 1,8 мм соответственно. Замене и регулировке подлежат тянущие ролики 7 и направляющая с калиброванным отверстием (см. рис. 60).
Между верхним ножом и проволокой должно быть расстояние около 0,5 мм. Нижний нож нужно отрегулировать винтом так, чтобы при отсечке он поднимался примерно на 2 /3 толщины проволоки. Проволока ни в коем случае не должна тереться о нож. При затуплении кромки каждого ножа следует заточить путем шлифования по торцу. Непосредственно с верхним ножом закрепляется деталь, которая совместно с навивочным роликом и нижней армированной твердосплавной пластинкой формирует пружину. Деталь, закрепленная совместно с верхним ножом, имеет две формирующие кромки, причем более острая устанавливается при навивании одноконусных пружин.
Станок можно настраивать на изготовление пружин с различными диаметром, конусностью и формой. Это достигается установкой различных по форме эксцентриков, изменением положения эксцентрика относительно фланца и контрфланца и соответствующей настройкой станка.
На рис. 62 показаны способы получения пружин, различных по форме. При изготовлении двухконусных пружин применяют эксцентрик, имеющий о до «5». Если этот экс установлен против о на фланце, то получаются пружины цилиндрические, при этом вращении рукоятки 1 (рис. 62, а) достигается изменение диаметра пружины. Чем больше изменяем положение экс к о, тем больше получается конусность пружин. Тонкая настройка общей конусности производится рукояткой 2 (рис. 62, б).
Рис. 62. Механизм настройки станка W-38/sw фирмы ‘Spühl’: а – диаметра пружины, б – конусности пружины, в – шага пружины; 1 – рукоятка изменения диаметра пружины, 2 – рукоятка настройки конусности пружины, 3 и 4 – эксцентрики
Если отдельные участки пружин получаются разными по диаметру, то фланец подвигается на своем контрфланце (рис. 62, в).
Регулирование шага пружин показано на рис. 63. С помощью рукоятки 1 регулируют шаг всех витков пружин. Изменением положения рычага 2 также регулируют шаг витков пружин, а изменением положения шайб 3 и 4 на фланце изменяют шаг отдельных половин пружин.
Как сделать пружину?
Дождавшись, когда старое изделие достаточно остынет, приступают к его разматыванию. На оправку следует наматывать абсолютно ровную проволоку. Тем, кто не знает, как сделать пружину, специалисты рекомендуют располагать витки вплотную. На данном этапе мастеру придется приложить физическое усилие. Оправка зажимается в слесарных тисках.
Работать будет гораздо легче, если использовать плоскогубцы. Судя по отзывам опытных мастеров, очень часто у новичков возникают трудности при подборе размера оправки. Не исключено, что работать придется не с одной оправкой, а с несколькими с различными сечениями. Диаметр для самодельной пружины в таком случае подбирается опытным путем.
Навивка пружин на автомате
Навивка пружин представляет собой технологическую операцию, во время кот
орой заготовка (лента или проволока) изгибаются в плоскую, цилиндрическую или коническую форму. Навивка может быть холодной и горячей. Холодная навивка осуществляется при диаметре проволоки 0,2 — 14 мм, а горячая — от 14 до 60 мм.Навивка цилиндрических пружин осуществляется несколькими способами:
- при помощи двух упорных штифтов и двух
- подающих роликов (холодная навивка);
- при помощи подающих роликов и упорного штифта, который перегибает проволоку через неподвижную оправку (холодная навивка);
- при помощи навивания на вращающуюся оправку (как холодная, так и горячая навивка).
Изготовление пружин 1
Навивка фигурных пружин (конических и т. п.) чаще всего осуществляется на специальных полуавтоматических оправках и приспособлениях.При навивке пружин из проволоки диаметром от 50 мм вместо штифтов на станки устанавливаются прочные упорные ролики с прорезанными в них канавками.
Конические пружины изготавливают методом смещения штифтов к исходной точке во время навивки.
Пружины растяжения получаются при смещении наружного штифта или ролика вперед под прямым углом к плоскости навивки.Горячая навивка пружин осуществляется на полуавтоматических станках. Схема навивки располагается на оправке.
Отрезка готовых пружин осуществляется наружным или внутренним (в зависимости от навивочного станка) во время остановки подачи.
Закалка изделия
Тому, кто интересуется, как сделать пружину самому, опытные мастера советуют также уделить внимание ее закаливанию. Данная процедура заключается в термической обработке изделия с целью придать ему требуемую упругость.
Пружина, прошедшая закалку, по сравнению со своим первоначальным состоянием становится гораздо тверже и прочнее. Термообработка выполняется в специальных печах при температуре от 830 до 870 градусов. Справиться с этой работой можно также и в домашних условиях при помощи обычной газовой горелки. Поскольку температурные датчики в таких устройствах обычно отсутствуют, домашнему умельцу контролировать процесс придется визуально. В качестве ориентира можно использовать цвет раскаляемого изделия. Металл при нагреве до 800 градусов становится вишнево-красным. Это значит, что вынимать изделие из печи пока рано. Если пружина достаточно нагрелась (870 градусов), она станет светло-красной. Теперь ее следует охладить. Для этой цели подойдет трансформаторное или веретенное масло. В специальных заводских термических печах металлы подвергаются нагреву до 1050 градусов. Изделия при таком температурном режиме приобретают оранжевые оттенки.
Витые пружины сжатия
Упругие элементы могут иметь различные пространственные формы. Исторически первыми пружинами освоенными человеком, были листовые. Их и сегодня можно видеть — это рессоры у большегрузных грузовиков. С развитием технологий люди научились изготавливать более компактные витые пружины, работающие на сжатие. Кроме них, используются и пространственные упругие элементы.
Особенности конструкции
Такие пружины при работе принимают нагрузку вдоль своей оси. В начальном положении между их витками существуют просветы.
Приложенная внешняя сила деформирует пружину, длина ее уменьшается до тех пор, пока витки не соприкоснуться. С этого момента пружина представляет собой абсолютно жесткое тело.
По мере уменьшения внешнего усилия форма изделия начинается возвращаться к первоначальной вплоть до полного восстановления при исчезновении нагрузки.
Основными характеристиками, описывающими геометрию детали, считают:
- Диаметр прутка, из которого навита пружина.
- Число витков.
- Навивочный шаг.
- Внешний диаметр детали.
Внешняя форма может отличаться от цилиндрической и представлять собой одну из фигур вращения: конус, бочку (эллипсоид) и другие
Шаг навивки бывает постоянный и переменный. Направление навивки – по часовой стрелке и против нее.
Сечение витков бывает круглым, плоским, квадратным и др.
Концы витков стачиваются до плоской формы.
Область эксплуатации
Шире других используются цилиндрические винтовые пружины постоянного внешнего диаметра и постоянного шага. Они применяются в таких областях, как
- Машиностроение.
- Приборостроение.
- Транспортные средства.
- Добыча полезных ископаемых промышленность.
- Бытовая техника .
и в других отраслях.
Применение пружины в быту
Для эффективного функционирования работы требуются следующие свойства:
- высокая прочность;
- пластичность;
- упругость;
- износостойкость.
Чтобы обеспечить проектные значения этих параметров, требуется правильно выбрать материал, точно рассчитать размеры, разработать и соблюсти технологию изготовления.
Государственными стандартами определяются требования к изготовлению пружин. По допустимым отклонениям они относятся к одной из точностных групп:
Схематическое изображение пружины
Строгие требования предъявляются к точности соблюдения геометрии, чистоте поверхности.
Не соответствуют стандарту изделия с царапинами и прочими наружными дефектами, снижающими ресурс изделия и срок его эксплуатации
Требования к материалу
Прочностные параметры и отказоустойчивость изделия во многом определяются материалом, из которого его решили сделать. Металлурги выделяют в классификации сталей специальные рессорно-пружинные стали.
Они обладают специфической кристаллической структурой, определяемой как химическим составом, так и проводимой термической обработкой изделий.
Высоколегированные сплавы повышенной чистоты и высокого металлургического качества обеспечивают высокую упругость и пластичность, способны сохранять свои физико-механические свойства после многократных деформаций.
Популярность среди конструкторов механизмов приобрели пружинные сплавы 60С2А, 50ХФА и нержавейка 12Х18Н10Т
Особенности технологии
Технологический процесс изготовления упругих элементов зависит от технических требований, предъявляемых к конструкции. Сделать пружину не так просто, как обычную деталь, которая не должна обладать особыми упругими свойствами. Для этого требуется специальное оборудование и оснастка.
Навивка пружин с круглым сечением витка проводится следующими методами:
- Холодная. Применяется для малых и средних размеров (диаметр проволоки до 8 миллиметров).
- Горячая. Для больших диаметров.
Технология навивки пружины
После навивки упругие элементы подвергают различным видам термообработки. В ее ходе изделие приобретает заданные свойства.
Технология холодной навивки без закалки
Сначала необходимо сделать подготовительные операции. Перед тем, как из проволоки навивать заготовку, ее подвергают процедуре патентирования. Она заключается в нагреве материала до температуры пластичности. Такая операция готовит проволоку к предстоящему изменению формы.
В ходе операции навивки должны быть выдержаны следующие параметры:
- Внешний диаметр изделия (для некоторых деталей нормируется внутренний диаметр).
- Число витков.
- Шаг навивки.
- Общая длина детали с учетом последующих операций.
- Соблюдение геометрии концевых витков.
Холодная навивка без отпуска
Далее проводится стачивание концевых витков до плоского состояния. Это необходимо сделать для обеспечения качественного упора в другие детали конструкции, предотвращения их разрушения и выскальзывания пружины.
Следующий этап технологического процесса — термообработка. Холодная навивка пружин предусматривает только отпуск при низких температурах. Он позволяет усилить упругость и снять механические напряжения, возникшие в ходе навивки.
Исключительно важно точно соблюдать проектный график термообработки, тщательно контролируя температуру и время выдержки.
После термообработки необходимо сделать испытательные и контрольные операции.
Далее по необходимости могут наноситься защитные покрытия, предотвращающие коррозию. Если они наносились гальваническим методом, изделия подвергаются повторному нагреву для снижения содержания водорода в приповерхностном слое.
Первые этапы технологии совпадают с предыдущим процессом. На стадии термообработки начинаются изменения. Она проводится в несколько этапов:
- Закалка. Заготовку нагревают до заданной температуры, выдерживают от 2 до 3 часов. Далее подвергают скоростному охлаждению, погружая в емкость с минеральным маслом или солевым раствором. В ходе стадии закалки заготовки должны находиться в горизонтальном положении. Это позволит избежать из деформации
- Отпуск. Заготовку нагревают до 200-300° и выдерживают несколько часов для снятия внутренних напряжений и улучшения упругих свойств.
Далее также проводятся измерительные и контрольные операции. Прошедшие контроль заготовки направляют на пескоструйную обработку для снятия окалины. При необходимости следует сделать также и дробеструйную обработку для повышения прочности поверхностного слоя металла.
Завершает процесс нанесение защитного покрытия.
Технология горячей навивки с закалкой и отпуском
Перед навивкой заготовку нагревают до температуры пластичности одним из следующих методов
- муфельная печь;
- газовая горелка;
- высокочастотный нагрев.
Далее заготовка поступает на навивочное оборудование, Проводится корректировка геометрии и формирование плоских торцов.
Термическая обработка включает в себя закалку и низкотемпературный отпуск.
Графики термообработки строятся исходя из свойств материала и размеров заготовки.
Рабочий режим линии печи закалки и отпуска
Далее следует контрольно- измерительный этап. Заканчивается изготовление нанесением антикоррозионной защиты.
Используемое оборудование и оснастка
Чтобы сделать упругий элемент, требуется специализированное оборудование. Это навивочные станки. Сделать деталь можно и на обычном токарном станке, но потребуется его дооборудование специальной оснасткой.
Средние и крупные серии изготавливают на полуавтоматических установках, работающих с минимальным вмешательством оператора. Сделать пружину из проволоки можно и вручную.
Для этого также потребуется специальная оснастка.
На следующем этапе механической обработки торцы шлифуются на торцешлифовочных станках. При единичном производстве или малых сериях это можно сделать шлифовальном круге.
Термообработка проводится с применением оправок, предотвращающих деформацию изделия, в специализированных печах для закалки и отпуска. Обе операции можно сделать и в универсальной печи.
Используемое оборудование и оснастка
Для контроля качества используются нагрузочные установки и измерительные комплексы. При единичном производстве измерения можно сделать и универсальным инструментом.
Завершающий этап
После процедуры закаливания пружину следует сжать и оставить в таком положении на двое суток. Затем, используя точильный станок, обрабатываются ее концы. Это придаст кустарному изделию требуемый размер. После выполнения всех вышеперечисленных действий пружина считается готовой к эксплуатации. Как утверждают специалисты, кустарные самоделки не сравнить с аналогичными изделиями заводского производства.
Тем не менее нестандартные пружины широко используются в различных механизмах. Если их эксплуатировать в щадящем режиме, то пружины прослужат достаточно долго.
Термообработка пружин (закалка в масле, отпуск)
Термообработка готовых изделий позволяет придать им необходимые механические и физические свойства. Различают три основных типа термической обработки пружин: отжиг, закалка, отпуск, нормализация и старение.
Отжиг применяется для улучшения обрабатываемости изделия и в качестве подготовке к последующей термической обработке. При отжиге изделие нагревают до определенной температуры, выдерживают при ней некоторое время и затем медленно охлаждают.
Закалка применяется для получения пружины с повышенной износостойкостью, прочностью и твердостью. При закалке готовые пружины нагреваются до необходимой температуры, затем быстро охлаждаются в воде.
Отпуск позволяет изделию уменьшить внутренние напряжения и повысить вязкость стали, при этом сталь не теряет своей упругости и прочности. При отпуске изделия нагревают после закалки, выдерживают при заданной температуре, а затем охлаждают.
Во время нормализации повышаются механические свойства, уменьшаются внутренние напряжения и улучшается сама структура стали. При этом изделие нагревается выше температуры превращений, выдерживается и затем охлаждается на воздухе.
Старение способствует стабилизации свойств и размеров изделия. Таким образом удется добиться более долгого срока службы пружины.
Требования к пружинам
Чтобы выполнять свою работу эффективно и правильно, эти элементы должны обладать хорошей прочностью, пластичностью, упругостью, выносливостью и релаксационной стойкостью.
Достижение этих качеств возможно при соблюдении многих факторов, в том числе:
- — Правильном выборе материала.
- — Грамотно проведенных расчетах.
- — Соблюдении технологии изготовления.
Качественные пружины должны соответствовать требованиям ГОСТ и техническому заданию конкретного заказчика.
Согласно стандарту предусмотрены три группы точности по контролируемым деформациям:
- — С допускаемым отклонениями до 5% (+/-).
- — До 10%.
- — До 20%.
В соответствии с этим определены три группы точности по геометрическим параметрам.
Важное требование к этим деталям – чистота поверхности, здесь не допускаются царапины и другие дефекты, так как они приводят к снижению прочности и надежности.
Источник



