
- Матрица для блесен своими руками
- Изгиб лепестка блесны — пуансон с матрицей
- Пуансон с матрицей для лепестка блесны
- Изгиб лепестка колеблющейся блесны в пуансоне — матрице
- Пуансон с матрицей для увеличения изгиба лепестка
- Правка плоскости лепестка блесны в матрице
- Изготовление матрицы для изгиба лепестка блесны
- Как правятся на матрице неровности блесны
- Улучшение свойств планирующей самодельной блесны
- Изгиб носа лепестка блесны в матрице
- Изгиб колеблющейся отвесной блесны
- Изготовление колеблющейся блесны на окуня
- Изгиб хвоста колеблющейся блесны на окуня
Матрица для блесен своими руками
Методы изготовления блесен .
Как уже было сказано, изготовление искусственных рыболовных приманок, в том числе и металлических блесен, не требует от рыболова особой квалификации.
Не требуется также специального инструмента и приспособлений. Каждый может, получив небольшой навык, изготовить не только известные приманки, но и сконструированные лично им.
Любительских методов изготовления металлических блесен много. Рассмотрим некоторые из них.
1. Матрицу отливают из свинца , а пуансон — по матрице из более легкоплавкого металла или сплава (припои ПОС-61, ПОС-40).
В металлическую коробочку, размером несколько большим, чем блесна, до половины наливают расплавленный свинец.
Блесну, которую необходимо скопировать (или модель новой блесны из алюминия), вдавливают в еще не затвердевший свинец так, чтобы она погрузилась в него всей выпуклой поверхностью.
Когда свинец полностью остынет, блесну извлекают и проверяют четкость отпечатка. Если он неудачен, то процесс повторяют до получения четкого отпечатка.
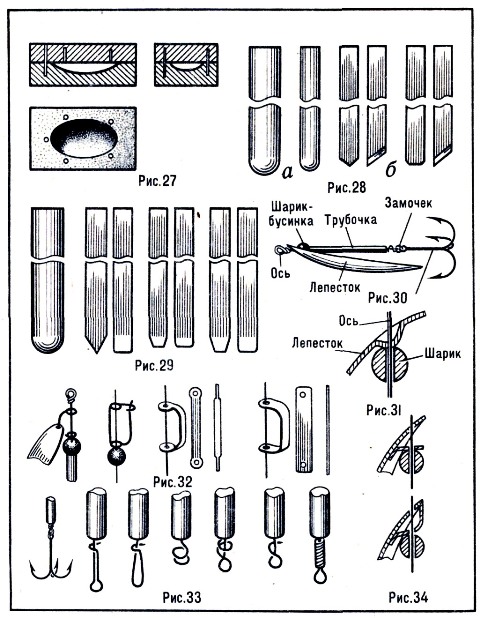
Полученную матрицу (рис. 27) и бортики коробки (она должна быть из нелуженой жести) покрывают графитом.
Для этого используют простой карандаш твердостью Т или ТМ. Если нет подходящей коробочки из металла, то ее склеивают из нескольких слоев бумаги, используя силикатный конторский клей (жидкое стекло).
Внутреннюю поверхность коробочки промазывают клеем несколько раз.
Покрытую графитом матрицу заливают расплавленным припоем (ПОС-61, ПОС-40). После остывания пуансон и матрицу извлекают из коробочки. Инструмент готов.
Работа по изготовлению блесны заключается в следующем. Из отожженного листа меди или латуни вырезают заготовку будущей блесны, делая ее контуры на 1—1,5 мм больше контуров углубления матрицы.
Заготовку помещают точно над углублением матрицы. Для того чтобы заготовка не сдвигалась с места, необходимо поместить на матрице 3—4 штифта, которые фиксировали бы заготовку.
Сверху на заготовку наставляют пуансон и ударами тяжелого молотка выгибают заготовку, чтобы она приняла форму матрицы.
Недостатки метода: невозможность изготовления блесен из толстого листового металла; большой процент брака (перекосы, «гармошки» и т. п.); для изготовления новых блесен нужна модель, т. е. оригинал блесны.
Достоинства: относительно высокая точность копирования блесен; легкость изготовления инструмента — матрицы и пуансона (этого инструмента хватает, чтобы изготовить до полутора десятков блесен).
2. Матрицу делают из дерева , а пуансон из олова, припоев, типографского сплава (гарта) и т. п.
Древесина для изготовления матрицы должна быть довольно твердой. Лучше всего для этих целей подходит бук, можно использовать и дуб.
В деревянном бруске с помощью полукруглых и плоских стамесок делают углубление, соответствующее внешней поверхности будущей блесны.
Контроль готовности углубления матрицы ведут так. В углубление запрессовывают пластилин и затем осторожно его извлекают. По оттиску судят о готовности матрицы. Когда углубление матрицы будет готово, его покрывают графитом.
Пуансон делают так же, как и при первом методе, да и процесс изготовления блесны тоже ничем не отличается. К матрице же силикатным клеем приклеивают бумажный буртик.
Недостатки метода: большой процент брака; недолговечность матрицы (разрушается после получения 5—10 блесен); низкая точность копировки блесны; нельзя делать блесны из толстого металла.
Достоинства: относительная легкость изготовления инструмента; возможность изготовления новых блесен (можно фантазировать на ходу).
3. Матрицу делают из дерева , а вместо пуансона применяют несколько специальных правилок.
Матрицу изготавливают так же, как и при втором методе.
Правилки представляют собой отрезки металлического пруткового материала диаметром 4, 6, 8 и 10 мм, закругленные на рабочем конце (рис. 28, а). При изготовлении граненых блесен рабочие концы одной-двух правилок должны быть гранеными (рис. 28, б).
Процесс изготовления блесны следующий. Вырезают заготовку будущей блесны с припуском 1 —1,5 мм. Ее укладывают на углубление матрицы, причем диаметр правилки берут соответствующим углублению матрицы.
В узких местах заготовку обрабатывают правилками малого диаметра и наоборот. Если металл правильно отожжен, то процесс протекает достаточно быстро.
Если у концов блесны или по всей поверхности есть грани, то окончательно заготовку обрабатывают гранеными правилками.
Блесна считается готовой, когда поверхность блесны полностью повторяет углубление матрицы.
Недостаток метода: нельзя делать блесны из металла толще 0,5—0,7 мм.
Достоинства: относительная легкость изготовления инструмента; можно делать новые блесны; почти нет брака; при изготовлении блесен можно по ходу работы вносить коррективы.
4 . Матрицу изготавливают из дерева . Роль пуансона выполняют специальные бойки. Бойки похожи на правилки предыдущего метода, но их делают из более толстого пруткового материала диаметром 20, 25 и 30 мм. Конец одного бойка делают граненым (рис. 29).
Боек со сферическим концом с успехом заменяют массивным зубилом или стамеской, тыльный конец которых закруглен. Используют также молотки с круглым бойком.
Надо заметить, что при небольшом навыке углубление матрицы по этому методу не обязательно делать точно похожим на будущую блесну.
Можно обходиться двумя ложкообразными углублениями (одно немного меньше другого) и получать при этом любые очертания блесен.
Изготовление блесны начинают с заготовки. Ее вырезают с припуском 1,5—2 мм обязательно из отожженного металла толщиной до 3 мм.
Заготовку помещают на углубление матрицы и легкими частыми ударами соответствующих бойков придают необходимую форму.
Сомнения, что по этому методу нельзя изготовить хорошие блесны, не имеют оснований.
Двадцатилетний опыт и практика автора подтверждают это. Правда, тонкие блесны (вращающиеся, зимние, мелкие блесенки и т. п.) им изготовляются по третьему методу.
Недостатки метода: есть небольшой процент брака; низкая точность копировки блесен.
Достоинства: легкость изготовления инструмента; можно конструировать и изготовлять новые блесны; можно применять металл любой толщины; легкость изготовления блесен; при работе можно на ходу вносить коррективы в форму блесен.
Рассмотрев четыре основных метода изготовления блесен, необходимо сделать небольшое отступление для разговора о новейших материалах, идущих на приготовление инструмента.
Свойства некоторых пластмасс во много раз превосходят свойства древесины и некоторых металлов.
Легкость изготовления из самотвердеющих пластмасс инструмента и оснастки (а в дальнейшем, мы увидим, и самих приманок) делают эти пластмассы очень перспективными.
Эпоксидная смола холодного отвердения имеет высокие механические качества. При замешивании смолы для экономии в нее можно в определенной пропорции добавлять наполнитель, что одновременно несколько повышает ее прочность.
Фенолоформальдегидно-полиамидные смолы несколько хуже по механическим данным, чем эпоксидные. В процессе отвердения отливку из смолы необходимо выдерживать в среде с повышенной температурой.
Акрилаты — пластмассы, которые в последнее время в силу своих повышенных механических свойств получили широкое распространение. Акрилаты горячего отвердения (АРК-7, этакрил и др.) приготовляются по следующей технологии.
Порошок, входящий в комплект пластмассы, смешивают с жидкостью (мономером) в пропорции, указанной в прилагаемой инструкции (или на упаковке), некоторое время выдерживают — пластмасса «созревает»— и затем набивают в гипсовую форму.
Половинки формы надежно скрепляют (обычно обматывают проволокой), опускают в воду, доводят ее до кипения и выдерживают в кипятке около 1 ч.
Охлаждают форму вместе с водой, затем раскрывают и извлекают из нее готовую пластмассовую деталь.
Детали из пластмасс холодного отвердения (АСТ, стиракрил, протакрил, акрил, родонт и др.) делают по той же технологии, но без процесса термообработки в кипящей воде.
Эти пластмассы отверждаются при комнатной температуре в течение нескольких часов.
Все упомянутые акрилаты рыболовы применяют для изготовления вспомогательного оборудования, ремонта снастей и для изготовления некоторых искусственных рыболовных приманок.
Рассмотрим теперь возможность применения пластмасс в уже приведенных методах изготовления блесен.
В первом методе матрицу и пуансон делают из пластмассы.
Подготовленную сметанообразную пластмассу АСТ-Т заливают в коробочку до половины и в ней делают оттиск блесны. Поверхность последней смазывают мыльным раствором или раствором воска в скипидаре.
Примерно через час, когда матрица из пластмассы затвердеет, блесну извлекают. Поверхность матрицы смазывают мыльным или восковым раствором.
После высыхания такого разделительного слоя сверху на матрицу заливают вторую порцию сметанообразной пластмассы. После затвердения инструмент готов.
Во втором методе из пластмассы делают пуансон, а матрицу из древесины.
В третьем и четвертом методах матрицу делают из самотвердеющей пластмассы. При конструировании новых блесен модель делают в натуральную величину из воска, парафина или стеарина, а затем делают оттиск такой моделью на пластмассе, т. е. воспроизводят матрицу по модели.
Кроме рассмотренных четырех методов изготовления блесен есть и другие, но более трудоемкие при изготовлении инструмента.
Например, метод, когда пуансон делают из стали а матрицу выбивают самим пуансоном в свинце. Здесь изготовление пуансона трудоемкий процесс, требующий квалификации.
Метод, где пуансон стальной, а матрицу отливают из силумина (алюминия и т. д.), тоже труден в исполнении.
Становится ясно, что в каждом отдельном случае выбирают наиболее подходящий метод.
Например, для изготовления блесны по образцу используют первый метод (или третий и четвертый при пластмассовой матрице). Для изготовления новых блесен пользуются третьим и четвертым методами.
Источник
Изгиб лепестка блесны — пуансон с матрицей
В продолжении темы займемся формированием изгиба лепестка зимней самодельной колеблющейся окуневой блесны на резиновой плоскости матрицы.
И попутно произведем правку носа и хвостового окончания отвесной блесны для ловли окуня с помощью простой замены пуансона.
Пуансон с матрицей для лепестка блесны
 Прежде, чем заняться изгибами лепестков самодельных зимних отвесных блесен с помощью пуансонов и матриц, давайте для удобства восприятия материала договоримся таким образом.
Прежде, чем заняться изгибами лепестков самодельных зимних отвесных блесен с помощью пуансонов и матриц, давайте для удобства восприятия материала договоримся таким образом.
Приспособления, на которые укладываются лепестки самодельных блесен для изгиба, пусть будут называться матрицами, что фактически соответствовать истине.
А инструменты, с помощью которых на матрицах с мягкими покрытиями получают изгибы лепестки к самодельным, предназначенным для ловли окуня, судака и щуки блеснам, пусть условно называются пуансонами, функции которых, в принципе, они и будут выполнять.
Изгиб лепестка колеблющейся блесны в пуансоне — матрице
Для примера согнем лепесток отвесной окуневой блесны колебалки с двухсторонним изгибом продольной оси при помощи соответствующего пуансона и матрицы. Для чего заготовку самодельной приманки изогнем с нуля, поэтапно придав ей нужную форму. Первым делом придадим лепестку блесны изгиб в форме «лодочки».
Пример самодельной колеблющейся блесны для ловли окуня из архива с чертежами показан на фотографии.
В тексте приводятся примеры только одной (в лучшем случае – двух) из основных операций изгибов лепестков, которые можно произвести на той или иной матрице с помощью того или иного пуансона. На самом деле приспособления многофункциональны. В этом вы убедитесь в процессе своей работы.
На начальном этапе изгиба лепестка самодельной колеблющейся блесны нам понадобиться матрица «2» и пуансон «3» (откройте седьмую и восьмую страницы данной темы). Но будет лучше, если фотографии всех пуансонов и матриц для изгиба лепестков блесен вы скопируете в отдельную папку.
Для этого скачайте книгу по ссылке внизу страницы. На одиннадцатой странице электронного издания находятся фотографии пуансонов и матриц, необходимых для изгиба лепестков окуневых, судаковых и щучьих колеблющихся блесен.

На фотографии показан лепесток блесны будущей самодельной колеблющейся блесны на плоскости матрицы с резиновым покрытием до его изгиба.
В нижней позиции мы видим этот же лепесток с бокового торца после операции рихтовки заготовки из тонкокатаного металла на матрице с помощью пуансона, где обработанный по контуру напильником лепесток будущей колеблющейся блесны для ловли окуня получил небольшой изгиб, как вдоль продольной оси, так и в поперечном сечении.
Для блеснения окуня на сравнительно небольшой глубине (до 2 метров) длинными проводками полученный с помощью пуансона и матрицы изгиб лепестка блесны вполне приемлем при условии, что на удочке стоит леска диаметром не толще 0,14-0,16 мм.
Справа от снимка изображен контур изгиба корпуса самодельной блесны с бокового торца. Готовая приманка должна получиться сравнительно широкой, с тонким слоем заливки припоя. Зеленым цветом показана траектория проводки самоделки.
Веса блесны после заливки неглубокого изгиба лепестка припоем нам вполне должно хватить для того чтобы без заметных искажений траекторий проводок отвесная самодельная приманка смогла протащить за собой только короткую леску.
Но для хорошей «игры» этой же блесны на большей глубине нам придется ее утяжелить. Для этого произведем дополнительный изгиб лепестка блесны этим же пуансоном, но на другой матрице — с радиальным изгибом.
Пуансон с матрицей для увеличения изгиба лепестка

Для увеличения глубины полости изгиба кладем лепесток будущей окуневой колеблющейся блесны на матрицу «5», производим дополнительный изгиб поперечной плоскости вдоль всей длины заготовки. Для рихтовки воспользуемся пуансоном «3».
Как видно по изображению на фотографии, мне удалось значительно поднять борта лепестка, но продольный изгиб заготовки остался практически неизменным. Из-за этого готовая блесна после заливки лепестка припоем станет поуже, но тяжелее.
После увеличения глубины изгиба лепестка у отвесной самодельной приманки в готовом виде лучше проявятся гидродинамические свойства, но траектория отвесной проводки практически не изменится. А мне больше нравится ловить окуня в отвес на самодельные блесны с явно выраженными горизонтальными траекториями проводок.
Замена пуансона здесь явно ничего не даст, поэтому для правки изгиба лепестка блесны воспользуемся другой матрицей.
Значительно укоротить ход блесны по вертикали с быстрым переходом скольжения в горизонтальную плоскость поможет дополнительный изгиб носового окончания отвесной блесны на другой матрице. Но давайте сначала приведем в порядок боковые ребра самодельной зимней окуневой блесны, пока не обладающей колеблющимися свойствами, с помощью соответствующего подобия пуансона.
Посмотрите на снимок выше по тексту. После второго этапа изгиба лепестка на матрице боковые ребра заготовки приобрели волнообразную поверхность. Поэтому отдельные участки плоскости лепестка блесны нам следует выправить с помощью подобранных по форме пуансона и матрицы.
Правка плоскости лепестка блесны в матрице

Для правки плоскости неправильно изогнутого лепестка будущей окуневой колеблющейся блесны нам понадобиться «горбатая» матрица «3» и любой из рихтовочных инструментов. Допустим, для этих целей мы применим пуансон «2».
Изготовление матрицы для изгиба лепестка блесны
Самодельная матрица «3» для правки изгибов лепестка отвесной зимней блесны изготовлена из той же древесины, что и остальные подставки. Рабочей поверхностью приспособления является «горбатая» сторона бруска.
Радиус поперечного сечения верхней плоскости матрицы плавно изменяется от 7-8 мм (на фотографии — это верхний правый срез бруска) до 3-4 мм (нижний левый срез). То есть ширина матрицы для правки изгибов лепестков блесен разной формы в процессе изготовления должна плавно уменьшаться.
На фотографии ширина верхней плоскости самодельной матрицы от цифры «3» в левую сторону плавно уменьшается.
В процессе изготовления матрицы поверх древесины наклеена тонкая резина от камеры волейбольного мяча. Без резинового покрытия матрицы под номерами «3» и «4» тоже будут вполне работоспособны. Только их плоскости после правки изгибов нескольких лепестков блесен придется периодически ровнять из-за появляющихся на древесине вмятин.
Как правятся на матрице неровности блесны
Учитывая то, что на заготовке самодельной зимней отвесной блесны иногда приходится править только отдельные участки плоскости, радиус изгиба вдоль длины матрицы не имеет существенного значения.
Обычно таким способом правятся неровности и небольшие морщины, которые могут возникнуть по периметру лепестка после его чрезмерного изгиба (продавливания) на мягкой матрице с радиальной выборкой.
Для правки изгиба плоскости лепестка заготовку самодельной блесны вогнутой стороной кладем на подходящее место «горба» матрицы «3» и любым из рихтовочных приспособлений — пуансонов разглаживаем некачественно изогнутый участок.
На этой же матрице с помощью пуансонов «2» или «3» можно выправить (уменьшить) излишний радиус изгиба поперечного сечения лепестка блесны на любом отрезке ее длины.
Возможно, вам придется воспользоваться этой подставкой еще раз для правки на лепестке всех изгибов перед заливкой заготовки самодельной зимней окуневой, судаковой или щучьей блесны припоем.
Улучшение свойств планирующей самодельной блесны
На следующем этапе изгиба лепестка будущей планирующей самодельной блесны, предназначенной для ловли в отвес окуня, судака или щуки в сравнительно чистых водоемах, предлагаю несколько изменить гидродинамику отвесной приманки.
То есть сделать траекторию планирования самоделки не такой отвесной, а с быстрым переходом в горизонтальную плоскость. Но пока у самодельной окуневой блесны не появится даже намека на колеблющиеся свойства.
Для улучшения планирующих свойств потребуется дополнительно согнуть носовое окончание самодельной отвесной приманки. На внешний вид таких блесен можно посмотреть на фотографиях и в видеоролике темы Зимние блесны своими руками.
Изгиб носа лепестка блесны в матрице

Для изгиба «носа» лепестка самодельной планирующей блесны для ловли окуня воспользуемся показанной на фотографии матрицей «1» и пуансоном «3».
С помощью этих приспособлений нам удастся увеличить изгиб лепестка в носовой части зимней самодельной приманки и сделать отвесную блесну, обладающую явно выраженной горизонтальной планирующей проводкой.
По ширине (40 мм) матрица «1» имеет плоскую форму, а вот по длине (70-80 мм) на ней произведена глубокая выборка древесины с постепенно меняющимся радиусом изгиба к одной из боковых плоскостей бруска (форма, присущая лекалам). На поверхности матрицы наклеена резина толщиной 3,5 мм.
Благодаря такой конфигурации поверхности, выбрав на матрице соответствующий участок плоскости, носу лепестка самодельной блесны можно придать радиус изгиба продольной оси в большом диапазоне величин радиусов. В процессе рихтовки лепесток будущей колеблющейся блесны можно сдвигать и поворачивать.
Обычно в большей степени на блеснах изгибают носовое окончание корпуса (смотрите фотографию под заголовком статьи). Внизу снимка показан изогнутый лепесток самоделки с изогнутым носом.
Заготовку с уже сформированными изгибами можно расположить не вдоль, а поперек бруска матрицы «1». Тогда на нужном участке можно скорректировать изгиб лепестка в его поперечном сечении, а именно — расширить.
Если вы пока еще не сделали пуансонов и матриц для рихтовки блесен, то необходимые изгибы на лепестках попробуйте произвести с помощью ручек домашних инструментов. О том, как это делается, подробно описано в статье: Изготовление лепестков зимних отвесных блесен
Изгиб колеблющейся отвесной блесны
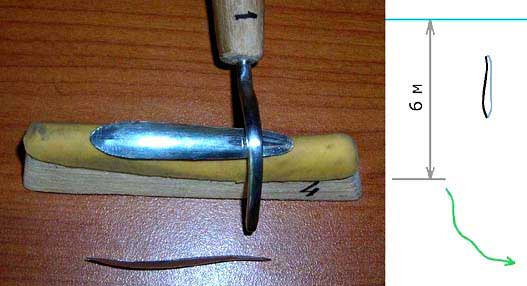
Заготовка колеблющейся отвесной окуневой блесны в форме лодочки показана в верхней позиции снимка. Но для того чтобы готовая самодельная приманка приобрела колеблющиеся свойства ее лепесток следует изогнуть в хвостовом окончании.
В нижней позиции фотографии показан изгиб заготовки колеблющейся отвесной зимней блесны после рихтовки хвостового окончания. Напаянная на лепестке подобной формы отвесная самодельная блесна обладает колеблющимися, интенсивно шумящими свойствами.
Справа от снимка заготовки нарисована «подныривающая» траектория проводки самодельной окуневой приманки в вертикальной плоскости, благодаря колеблющимся свойствам которой и достигается значительный акустический шумовой эффект.
На рисунке в правой верхней позиции показан вид отвесной зимней колеблющейся блесны с бокового торца приманки. Траекторию вертикальной проводки самоделки представляет волнистая линия зеленого цвета.
Для этого хвостовое окончание заготовки колеблющейся отвесной блесны изгибаем в противоположную от общего изгиба приманки сторону на специальной двугорбой матрице «4».
Подробно пример изготовления отвесной колеблющейся блесны для ловли на зимних рыбалках окуня подробно описан в следующей статье.
Но эти же колеблющиеся блесны, но, возможно с другими размерами, никто нам не запрещает испробовать на летней или зимней рыбалке на месте стоянки щуки или судака.
Изготовление колеблющейся блесны на окуня
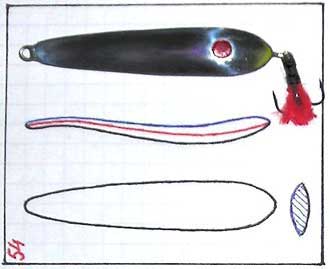 Выкройка для изготовления колеблющейся отвесной блесны на окуня и вид готовой самодельной приманки показаны слева.
Выкройка для изготовления колеблющейся отвесной блесны на окуня и вид готовой самодельной приманки показаны слева.
Примерно такие же по строению блесны, обладающие колеблющимися свойствами, применяются для ловли в отвес судака.
Для ловли в отвес щуки предложена к изготовлению колеблющаяся самодельная блесна на других страницах данной темы, название которой высвечивает в сайдбаре справа от текста.
Вопреки заголовку статьи речь здесь пойдет не об изготовлении приманки, а о подготовке лепестка колеблющейся блесны для ловли окуня к пайке.
Если у вас готов лепесток, но пока с односторонним продольным изгибом, то для придания полностью изготовленной отвесной блесне на окуня колеблющихся свойств понадобиться матрица 4, радиус изгиба верхней поверхности которой точно так же, как и у матрицы «3», изменяет свои размеры.
То есть левая часть бруска имеет закругленную вершину толщиной 5-7 мм, которая вправо постепенно расширяется до 15 мм.
Изгиб хвоста колеблющейся блесны на окуня
 Для изготовления лепестка колеблющейся окуневой блесны с двухсторонним изгибом посредине бруска матрицы вырезана седловина — тоже закругленной сверху формы.
Для изготовления лепестка колеблющейся окуневой блесны с двухсторонним изгибом посредине бруска матрицы вырезана седловина — тоже закругленной сверху формы.
В провале с помощью рихтовки задаем хвостовому окончанию заготовки отвесной колеблющейся блесны на окуня соответствующей величины изгиб.
Место на матрице «4», в данном случае предназначенной для изгиба «хвоста» заготовки колеблющейся блесны на окуня, легко подобрать визуально.
Затем изогнутый в форме лодочки лепесток укладывается в седловину подставки с минимальным зазором между заготовкой блесны и поверхностью резины. После чего пуансоном «1» (или «3») «хвосту» будущей отвесной колеблющейся окуневой блесны придается нужный изгиб.
Возможно, для правильного изгиба лепестка своей отвесной колеблющейся блесны вам подойдет другое место на оправке, а не то, что показано на фотографии под заголовком предыдущей статьи.
Для производства изгиба окончания хвоста лепесток окуневой блесны можно развернуть на 180 градусов или вообще выдвинуть носовую часть самоделки за пределы подставки — матрицы.
Для начала можете повторить из выбранного тонкого металла мою, обкатанную на зимних рыбалках отвесную колеблющуюся блесну под №54, применяемую для ловли крупного окуня и судака на достаточно больших глубинах.
В средней позиции чертежа изгиб нижней линии черного цвета соответствует конфигурации продольной осевой линии заготовки приманки.
Колеблющиеся свойства изготовленной блесны на окуня можно изменить прямо на лунке путем небольшого перегиба хвостового окончания. При этом на поверхности приманки не должно появиться морщин.
Проводки изготовленных с помощью пуансона и матрицы окуневых блесен можете оценить в видеоролике.
Архивы с чертежами судаковых и щучьих зимних блесен можно скачать с Главной страницы сайта.
ПРОДОЛЖЕНИЕ ТЕМЫ:
Похожие темы летней — зимней рыбалки
Просмотр всех видеороликов с сайта на Ютуб канале Самодельные приманки и снасти
Поставьте лайк. Подпишитесь на канал. Выскажите свое непредвзятое авторитетное суждение о просмотренном в видео сюжете или задайте вопрос в комментарии, на который я постараюсь доходчиво ответить.
Источник



