
- Устройство и монтаж мартеновских печей
- Равномерное распределение жара по ванне происходит за счет соблюдения правил конвекции.
- Спереди расположены загрузочные окна, а сзади выход для получения готового металла.
- Описание работы
- Реалии XXI века
- Ремонтные работы
- Практически полное преобразование с частичной модификацией.
- Мартеновская печь
- Процесс выплавки
- Вариации мартеновского процесса
- Особенности технологии
- Принцип и технология плавления в мартеновской печи
- Устройство мартеновской печи
- Принцип работы мартеновской печи
- Технология плавления в мартеновской печи
Устройство и монтаж мартеновских печей
 Мартеновские печи относятся к классу агрегатов с отражательной регенеративной функцией.
Мартеновские печи относятся к классу агрегатов с отражательной регенеративной функцией.
Конструкция состоит из таких элементов:
- Резервуар, в котором происходит плавка. Чаще всего он выложен специальным кирпичом;
- Сферический свод, который находится над емкостью. Его предназначение заключается в отражении продуктов горения во время плавки.
- Тепло направляется обратно к плавящемуся в ванной металлу, а температура поддерживается на необходимой отметке. Максимальная – 2 000 о С. Только при таком пороге происходит полноценная плавка.
Равномерное распределение жара по ванне происходит за счет соблюдения правил конвекции.
 Топят мартеновские печи газообразным топливом, кроме которого агрегат употребляет еще и мазут. В наше время для таких агрегатов используется природный газ, но раньше это были доменный или коксовый.
Топят мартеновские печи газообразным топливом, кроме которого агрегат употребляет еще и мазут. В наше время для таких агрегатов используется природный газ, но раньше это были доменный или коксовый.
Для загрузки сырья используются особые завалочные окна, которые закрываются толстыми задвижками из стали. Благодаря выпуклой форме задней стенки выпускного отверстия, получается направлять готовую сталь непосредственно в ковш. Во время плавки окно закрывается огнеупорной глиной.
 Претерпев массу изменений в своей конструкции, современная мартеновская печь имеет вид камеры, вытянутой горизонтально. Строится она из кирпича, но плавильное пространство, в котором происходит основная работа, ограничено подиной, по бокам стенками, а сверху сводом. Подина повторяет своей формой емкость, в которой происходит процесс плавки.
Претерпев массу изменений в своей конструкции, современная мартеновская печь имеет вид камеры, вытянутой горизонтально. Строится она из кирпича, но плавильное пространство, в котором происходит основная работа, ограничено подиной, по бокам стенками, а сверху сводом. Подина повторяет своей формой емкость, в которой происходит процесс плавки.
Спереди расположены загрузочные окна, а сзади выход для получения готового металла.
Фундамент для мартеновской печи состоит из следующих элементов:
- подошва, располагающаяся немного ниже заводского пола;
- пень – наружная часть основания.
В целом он является мощным армированным массивом из железобетона, который способен выдержать удары с динамикой и высокие нагрузки.
Описание работы
Плавильная печь такого типа перерабатывает лом и передельный чугун в сталь конкретного химического состава.
В зависимости от материалов, мартеновский метод плавки стали делится на два типа:
Определение с футеровкой полностью зависит от состава шлака, который предполагаемо получится в процессе плавки.
Ключевой принцип действия заключается во вдувании раскаленного газообразного вещества (воздух с газом) в печь. Низкий сводчатый потолок отражает жар и направляет его на плавящийся металл, своеобразно аккумулируя.
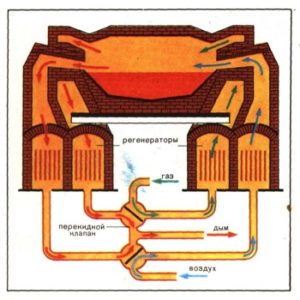
Прежде чем попасть в печку, газ проходит через 4 регенератора, где нагревается. Из специальных камер, выложенных огнеупорным кирпичом, нагретый газ перемещается в верхнюю часть печи, где смешивается и сгорает. Действие происходит попеременно: нагрев регенератора продувкой, продувка холодным воздухом.
Мартеновская методика сильно зависит от состава шихты, которая применяется во время расплава и различает такие способы выплавки:
Разница заключается в процентном соотношении составляющих.
Реалии XXI века
Очень долго мартеновские печи не покидали своего пьедестала, но с недавних пор их стали вытеснять:
- 63% – кислородно-конвертерные;
- 30% – электроплавки;
- 7% – мартеновские.
Статистика приведена в мировых производственных масштабах.
Начиная с конца 70-х, мартеновские печи больше не производятся. Потому заводы, где еще можно найти таких «старушек», которые, по каким-то причинам не могут заменить их на более современную альтернативу, ремонтируют.
В России осталось около 16 заводов, которые все еще используют мартеновские печи.
Ремонтные работы
Могут ли современные специалисты качественно выполнить ремонтные работы агрегата, который давно «вышел из моды». Оказывается, что да, но компании, предоставляющие такие услуги, выполняют их неохотно, если только это не масштабная реконструкция, во время которой выполняется:
- замена огнеупорных элементов кладки;
- ремонт свода, стен, подины;
- очистка газоходов;
- замена всех стоек и балок;
- замена плит – выпускного отверстия, подпороговых, средних, облицовочных;
- замена всех желобов и балок;
- установка современных частотных преобразователей;
- ремонтные работы площадки;
- восстановление системы КИПиА.
Практически полное преобразование с частичной модификацией.
 Нынешние способы плавки более выгодны, но появились они благодаря мартеновскому. Ликвидация таких печь начнется с отметки в 2% функционирующих агрегатов в мировом масштабе. Только тогда они официально станут считаться устаревшими.
Нынешние способы плавки более выгодны, но появились они благодаря мартеновскому. Ликвидация таких печь начнется с отметки в 2% функционирующих агрегатов в мировом масштабе. Только тогда они официально станут считаться устаревшими.
Источник
Мартеновская печь
Свое название мартеновская печь получила по имени изобретателя – металлурга французского происхождения Пьера Мартена, какой в 1864 году придумал новое устройство для выплавки стали. Принципиально новая конструкция существенно расширяла возможности сталелитейного производства, поэтому получила активное распространение. Мартеновское изобретение относят по классу к отражательной регенеративной конструкции. Мартен состоит из следующих элементов:
ванны, где происходит плавка. Обычно она выкладывается огнеупорным кирпичом.
сферического свода, расположенного над ванной. Его основное назначение – отражать продукты горения, тепло, направляя их обратно к ванне с плавящимся металлом.
Соблюдение принципов конвекции позволяет обеспечить равномерное распределение жара по емкости. Мартеновские печи употребляют мазут или газообразное топливо. Если раньше предпочтение отдавалось смеси коксовых, доменных газов, то теперь широко потребляется горючий природный газ. По технологии, прежде чем оказаться в печке, воздух, газы следует нагреть в четырех регенераторах. Это специальные камеры, которые выкладываются огнеупорным кирпичом. Оттуда нагретые воздух, газы устремляются в верхнюю составляющую мартена, где подлежат смешиванию и сгоранию. Максимальная температура мартеновской печи – 2000°С. Столь высокий порог необходим, чтобы обеспечить полное плавление металла.
В мартеновской передней стенке, чтобы загружать сырье, спроектированы завалочные окна. Они закрываются стальными толстыми задвижками. Задняя стенка имеет выпускное отверстие, что направляет в ковш готовую сталь. В течение выплавки выпускное отверстие забивают своеобразной «пробкой» из глины огнеупорной.
Современный мартен выглядит как горизонтально вытянутая камера. Ее строят из кирпича огнеупорного. Пространство плавильное для работы снизу ограничено подиной, сбоку – задними, передними стенками, сверху сводом. Подина по форме напоминает емкость ванны, откосы, направление которых ведет к стенкам печке. В передней стене есть загрузочные окна, чтобы подавать флюс, шихту, в задней – проем для выхода готовой стали. (См. также: Железные печи для бани)
Основанием всего агрегата служит фундамент для мартеновских печей, с составом из:
подошвы, которая располагается ниже отметки заводского пола,
пня – наружной части.
Это мощный армированный железобетонный массив, способный выдерживать динамические удары и значительные нагрузки.
Процесс выплавки
Принцип действия мартеновской печи – окислительная выплавка железосодержащих материалов. Загруженный чугун, флюсы, стальной лом, руда железная, непростыми физико-химическими процессами контактируют с газовым пространством печи, металл освобождается от шлаков.
Первый этап означает, что загружается шихта – холодный материал. Она помещается в мульды (ящики из стали). Мульды захватываются завалочной машиной, сквозь завалочное окно материал поступает в печку. Мульды переворачиваются и высыпают содержимое. После загрузки заслонки над завалочными окнами опускаются, в мартен накачивается предельное количество воздуха, газа. Это позволяет быстро нагреть и расплавить шихту. (См. также: Карта сайта 2)
Далее из миксера – внушительного по размерам хранилища, в который сливают чугун, расплавленный в доменных печах, – ковшами к печам распределяется доменный чугун. Металл подается в жидком виде. Поочередно мостовым краном ковши подымаются, и под наклоном по желобу в печь льется чугун. Выплавка стали – процесс многочасовый, сталевар длинным металлическим приспособлением («ложкой») несколько раз зачерпывает немного металла для отправки в экспресс-лабораторию цеха. Там проводится анализ, предоставляющий сталевару оперативные данные по содержанию в выплавке серы, марганца, углерода, фосфора, кремния. Сталевар добавляет в сплав недостающие ингредиенты, чтобы сталь стала запланированного химического состава.
Последним этапом выплавки идет рафинирование – очищение выплавки от ненужных примесей, раскисление – ликвидация из стали кислорода. Сталевар для этого добавляет раскислители:
Мартеновские печи эксплуатируются непрерывно, круглосуточно. Их ресурс равняется 400-600 плавкам, затем требуется остановка для капитального ремонта.
Вариации мартеновского процесса
Процесс тепловой обработки стали различается по составу используемой шихты на:
Скрап-процесс получается, если шихта собрана из лома стального, именуемого скрапом, 25-45% предельного чушкового чугуна. Такая технология актуальна для заводов, где не предусмотрены доменные печи, зато много в наличии лома из металла. Скрап-рудный процесс означает, что шихта на 55-75% обеспечена жидким чугуном, к которому присоединяют железную руду, скрап. Такая технология востребована на заводах металлургии с печами доменными.
Различают футеровку печи. Когда при плавке возобладают основные оксиды, футеровка называется основной, когда кислые – кислой. Значительную часть стали изготавливают в мартенах по технологии основной футеровки. В ванну направляются железная руда, известняк, когда произошел подогрев, добавляется скрап. Как он нагрелся, вливается жидкий чугун. Выплавка отличается окислением чугунных примесей: фосфора, кремния, углерода (частично), марганца. Из-за этого получается шлак со значительной долей марганца, оксидов железа (называется железистый шлак). При основной футеровке получаются:
сталь конструкционная углеродистая,

среднелегированная (хромистая, марганцовистая).
Получить высоколегированную сталь, сплав из основного процесса в мартене невозможно. Кислая футеровка позволяет выплавить высшего качества сталь. В качестве исходника используется шихта, в какой содержание серы, фосфора низкое. Такая сталь на выходе содержит меньше кислорода, водорода, неметаллических включений, обладает улучшенными механическими показателями, как ударной вязкостью, пластичностью. Такой материал нужен для создания ответственных деталей: роторов у мощных турбин, коленчатых валов для крупных двигателей, шарикоподшипников. Кислая футеровка добивается высокого качества стальных изделий.
К технико-экономическим показателям основного плана при обработке стали мартенами относят:
производительность (средний съем стали с квадратного метра подовой площади за сутки, ориентировочно 10 т),
расход потребляемого топлива для тонны выплавляемой стали (традиционное значение 80 кг).
Чем крупнее в масштабах комплекса мартенов, тем выше их эффективность.
Особенности технологии
Преимущества мартеновских печей:
возможность переплавки в сталь металлического лома (предшественники, вроде конверторов бессемеровских были на такое неспособны);
контроль качества металла;
возможность вносить необходимые добавки, получать на выходе сталь разных марок и свойств;
высокая гибкость производства;
большая лояльность к исходному сырью;
возможность применения технологии во многих производственных масштабах;

относительно простой контроль, управление процессом;
невысокая стоимость передела производства;
высокое качество выплавки.
Все вышеназванные достоинства привели к массовому распространению такого способа выплавки в XIX веке. На протяжении практически ста лет применение мартеновских печей обеспечивало до 80% производства стали всего мира.
Сейчас технология дорабатывается и модифицируется. Например, возникли двух ванные печи, какие позволяют ликвидировать регенераторы. В таких конструкциях применяют чистый кислород, не воздух. Как результат – увеличение количества тепла, лучшая производительность (примерно в 2-4 раза), уменьшенный топливный расход (около 10-15 раз).
Однако современный мир ставит жесткие условия, которые мартеновская технология выполнить не может, как постепенно устаревающая. Недостатки мартеновских печей:
пониженная экономичность сравнительно к кислородно-конверторной технологии;
повышенный угар металла.
качество стали хуже;
большие затраты по ремонту;
длительный процесс выплавки, особенно сопоставимо с электрической плавкой;
высокий расход огнеупоров;
неудовлетворительное количество загрязняющих среду отходов;
граничащие с нарушением современных норм условия труда;
низкая производительность труда;
В шестидесятых годах прошлого века появилась новая кислородно-конвертерная выплавка и электрическая плавка, более выгодная мартеновского способу. Результатом стало прекращение строительства мартенов в мире. С 1970 года ни одна конструкция не была возведена. Оставшиеся производства постепенно подходят к граничным срокам своей эксплуатации, поэтому мировая плавка стали по-мартеновски постоянно уменьшается (до 2%).
Источник
Принцип и технология плавления в мартеновской печи
Представляю вашему вниманию статью о мартеновской печи и принципе её работы. Каждый стремится узнать что-то новое и полезное, то что интересно, познавательно и может расширить наш кругозор. Поэтому рассмотрим процесс и технологию производства стали в мартеновской печи более детально.
Устройство мартеновской печи
Мартеновская печь по устройству и принципу работы является пламенной отражательной регенеративной печью. В плавильном пространстве сжигается газообразное топливо или мазут. Высокая температура для получения стали в расплавленном состоянии обеспечивается регенерацией тепла печных газов.
Современная мартеновская печь представляет собой вытянутую в горизонтальном направлении камеру, сложенную из огнеупорного кирпича.
Рабочее плавильное пространство ограничено снизу подиной, сверху сводом, а с боков передней и задней стенками. Подина имеет форму ванны с откосами по направлению к стенкам печи. В передней стенке имеются загрузочные окна для подачи шихты и флюса, а в задней – отверстие для выпуска готовой стали.
Для подогрева воздуха и газа при работе на низкокалорийном газе печь имеет два регенератора.
Регенератор – камера, в которой размещена насадка – огнеупорный кирпич, выложенный в клетку, предназначен для нагрева воздуха и газов.

В конструкции печи выделяют две основные части:
- верхнее строение печи, состоящее из рабочего пространства и головок, расположенных на двух его концах и служащих попеременно для подачи газообразного топлива и воздуха, предварительно подогретого (подогретых) в регенераторе, и для отвода продуктов горения;
- нижнее строение печи, состоящее из шлаковиков для собирания пыли и шлаков, уносимых дымовыми газами, и регенераторов, аккумулирующих теплоту продуктов горения, с последующей её отдачей воздуху.
Мартеновский способ выплавки стали в свое время позволил из доступного сырья получать конструкционную и спецсталь как на больших, так и на малых металлургических предприятиях.
Мартеновская печь относится к типу отражательных печей.
Ванна, где идет плавка, выложена огнеупорным кирпичом. Над ванной — сферический свод. Продукты горения топлива, а вместе с ними и тепло отражаются от свода и направляются в ванну, где и расплавляют металл. Такая конструкция обеспечивает равномерное распределение тепла по всей площади ванны.
Принцип работы мартеновской печи
Принцип работы мартеновской печи основан на любопытном свойстве сплавов, называемых эвтектическими или просто эвтектиками.
Иногда эвтектики называют твердыми растворами, но это неверно. В растворе вещества смешиваются на молекулярном или субмолекулярном (кластерном) уровне, а микроструктура эвтектик хорошо видна под обычным оптическим микроскопом.
Эвтектики широко используются в промышленности и в быту: латунь, бронза, свинцово-оловянные припои это эвтектические сплавы 2-х и более металлов.
Чугун и простая конструкционная сталь представляют собой эвтектики железа и углерода, а легированная сталь – сложную эвтектику их же с легирующими присадками.

В зависимости от состава шихты, используемой при плавке, различают разновидности мартеновского процесса:
- скрап-процесс, при котором шихта состоит из стального лома (скрапа) и 25-45 % чушкового передельного чугуна, процесс применяют на заводах, где нет доменных печей, но много металлолома;
- скрап-рудный процесс, при котором шихта состоит из жидкого чугуна (55-75 %), скрапа и железной руды, процесс применяют на металлургических заводах, имеющих доменные печи.

Большинство печей стационарные.
Качающиеся обычно применяются для переработки фосфористых чугунов, так как при этом требуется несколько раз«скачивать» богатый фосфором шлак, что легче осуществлять на качающихся печах. Они могут отапливаться жидким (мазутом) или газообразным (природный, смешанный, генераторный газ) топливом.
Смешанный газ(коксовый и доменный) и генераторный газ, обладающие недостаточной теплотой сгорания, перед поступлением в рабочее пространство подогреваются в регенераторах примерно до 1150 градусов.
Природный газ и мазут используются без подогрева.
Кислород, служащий для интенсификации горения топлива, вводится через фурмы, помещенные в головках печи, а подаваемый для продувки ванны — через фурмы, опускаемые в отверстия в своде.
Некоторое количество топлива может поступать вместе с кислородом в рабочее пространство печи с помощью топливо-кислородных горелок, также опускаемых через свод.

Печи, отапливаемые низкокалорийными видами газообразного топлива, имеют две пары шлаковиков и две пары регенераторов (для подогрева газа и подогрева воздуха), располагаемых попарно соответственно под каждой головкой печи; отапливаемые мазутом или природным газом имеют под каждой головкой по одному шлаковику и одному регенератору — только для подогрева воздуха.
Несмотря на наличие регенераторов, отходящие газы перед дымовой трубой имеют температуру 400-800 градусов.
Для утилизации этого тепла за печью устанавливают котлы-утилизаторы. Печи оборудованы контрольно-измерительной аппаратурой, позволяющей не только контролировать их работу, но и автоматически поддерживать заданный тепловой режим в различные периоды плавки.
Технология плавления в мартеновской печи
Периоды процесса получения стали в мартеновской печи длятся от пяти до восьми часов (при скоростном сталеварении — до 4,5—5,5 часа) и состоят из этапов:
Плавление начинается ещё до окончания загрузки печи. Плавление стараются проводить при максимальной температуре, чтобы препятствовать растворению в металле газов и не допустить излишнего окисления. В этот период интенсивно окисляются кремний, марганец, железо, фосфор, образуется большое количество закиси железа.
Во время плавления в результате реакций окисления примесей формируется шлак. К моменту полного расплавления всей шихты отбирается проба металла на химический анализ.
После спуска первичного шлака и наводки нового с помощью извести в металле достигается нужное содержание фосфора. Если его содержание превышает допустимое, то операция спуска и наводки нового шлака повторяется несколько раз.

Кипение и окисление.
Период кипения предназначен для доведения состава металла (главным образом по содержанию углерода) до требуемого и нагрева металла до температур, обеспечивающих дальнейшую разливку.
Главной реакцией этого периода является реакция окисления углерода. Образующаяся окись углерода в виде газовых пузырей всплывает через толщу металла, проходит шлак и удаляется в атмосферу печи.
Процесс выделения пузырей углерода создает впечатление кипения.
Этот процесс позволяет перемещать всю толщу металла, приводит к выравниванию химического состава металла, а также ускоряет процесс нагрева металла по всей высоте ванны и очищает металл от находящихся в нем газов и неметаллических включений. В этот же период происходит реакция удаления серы из металла.
Кислород для окисления углерода может попадать в металл тремя способами:
- обычно самый медленный – диффузией из атмосферы печи через слой шлака;
- присадкой в ванну железной руды, желательно в виде кусков агломерата или в виде окатышей;
- самый интенсивный – продувкой металла через водоохлаждаемые кислородные или воздушные фурмы, обычно располагаемые в своде печи.

Если к окончанию плавки в стали растворено большое количество закиси железа, это придаёт стали хрупкость в горячем состоянии — красноломкость.
Для удаления кислорода сталь раскисляют ферросилицием, ферромарганцем или алюминием. Иногда для проверки раскалённый кусок стали подвергают ковке — при плохой раскисленности образуются трещины.
При необходимости, после раскисления вводят легирующие элементы: ферротитан, феррохром, высококремнистый ферросилиций, чистый никель и другие. После окончания плавки сталь выпускают в ковш.
Для ускорения процесса и повышения производительности на 15—25 % используют кислород. Его вводят при плавке двумя способами:
- обогащая факел пламени в период завалки и расплавления шихтовых материалов;
- продувая через жидкую ванну в период выгорания углерода.
Работа мартеновских печей в значительное степени автоматизированa.

В целом мартеновский процесс делят на периоды:
- Заправка печи (осмотр и исправление дефектов кладки подины и порогов окон);
- Завалка и прогрев твердых материалов шихты;
- Заливка жидкого чугуна (скрап-рудный процесс) или завалка твердого чугуна (скрап-процесс);
- Плавление (догрев до температуры плавления твердых материалов, расплавление и перегрев металла над температурой ликвидуса на 30-40 °С);
Доводка плавки (окончательная рафинировка металла и перегрев расплава по отношению к температуре плавления на 55-60 °С).
Период обычно состоит из двух этапов:полировка или рудное кипение, т.е. кипение при добавках железной руды и чистое кипение, т.е. кипение без добавок;

Для экономии топлива в мартеновских печах и улучшения их экологических характеристик можно рекомендовать следующее:
- интенсификация теплообмена в рабочем пространстве печи путём повышения температуры факела (использование кислорода) и повышения светимости факела (добавка к газовому факелу мазута или угольной пыли, самокарбюрация);
- широкое использование кислорода при разогреве твердой шихты газокислородными горелками и при продувке кислородом ванны в периоды плавления и доводки;
- использование кислородно-водяной смеси или многосопловых кислородных фурм для продувки жидкой ванны, что приводит к резкому сокращению пылеобразования;
- использование испарительного охлаждения для элементов печи: рам завалочных окон, пятовых балок и др. Преимущества испарительного охлаждения: сокращение расхода воды по сравнению с водяным охлаждением в 60 раз, резкое сокращение простоев печи на ремонты, получение большого количества пара (6-7 т/ч с одной крупной печи);
- применение в скрап-процессе взамен твердого чугуна жидкого чугуна, выплавляемого в вагранках. Это позволяет приблизить показатели скрап-процесса к показателям скрап-рудного процесса;
- утилизация физической теплоты продуктов горения для подогрева воздуха перед регенератором (в рекуператоре) или для получения пара (в котле-утилизаторе).
![]()
Здравствуйте, дорогие читатели! Меня зовут Виталий Иванович, и я занимаюсь строительством печей, каминов и установкой отопительного оборудования.
Вот уже более 40 лет, начиная в далеком 1977 году помощником печника я изучаю это дело и совершенствую свои навыки. С выходом на пенсию стало больше свободного времени и я решил поделиться своим опытом с вами. Читайте на здоровье и задавайте вопросы в комментариях!
Источник



