
- Электроискровой карандаш своими руками
- В каждой работе всё должно бить па максимуму стерильно, по этому вам понадобятся средства которые вам помогут держать чистоту и стерильность что бы вы не делали всё будет идеально здесь https://abis-prof.ru о чистоте знают всё!
- Как сделать электроискровой карандаш
- Как выжигать на металле
- Как сделать универсальный инструмент для разметки
- Приступаем к работе
- Маркеры и мелки для сварщиков
- 1. Маркировка идентификационная – маркировка собственно изделий, гарантирующая их прослеживаемость.
- 2. Маркировка технологическая – разметка изделий и пометки справочного характера, необходимые для обеспечения качественной сварки или резки.
- 1. Маркировка идентификационная
- 2. Маркировка технологическая (наносится в месте сварки или резки изделий)
Электроискровой карандаш своими руками
Опубликовано 04.11.2020 · Обновлено 11.08.2021

Выжигатель по металлу своими руками — электроискровой карандаш
Как то в интернете мне попадалось одно изобретение, которое позволяло легко и просто наносить надписи на гладкую поверхность металла. Единственная загвоздка в его изготовлении заключалась в том, что устройство это было весьма опасно в использовании.
Смысл данной конструкции заключается в том, что вы берете обычный графитовый карандаш и подключаете к нему фазный провод. К металлу, на котором нужно сделать надпись подсоединяется нулевой провод. При соприкосновении графита с металлом получалось короткое замыкание, которое и плавило металл.
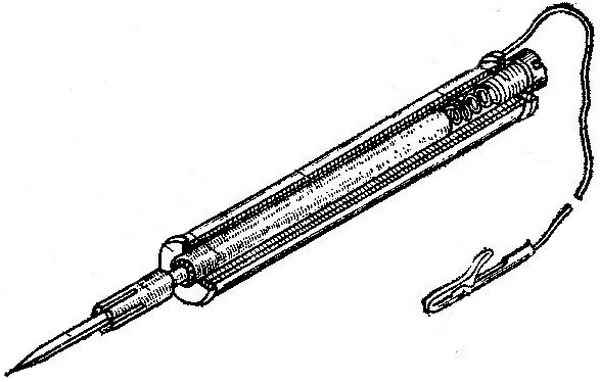
Однако, как было сказано выше, идея изобретения подобного рода устройства мне не понравилась в силу своей опасности. Получить удар током не очень то, и хотелось, поэтому я нашёл схему вполне безопасного изобретения для этих целей. Состоит оно из катушки и металлического сердечника, а также электрода в виде стальной иглы.

В каждой работе всё должно бить па максимуму стерильно, по этому вам понадобятся средства которые вам помогут держать чистоту и стерильность что бы вы не делали всё будет идеально здесь https://abis-prof.ru о чистоте знают всё!
Как сделать электроискровой карандаш
Для работы данного устройства также понадобится понижающий трансформатор на 10-12 Вольт. Смысл устройства заключается в том, что при прикосновении стальной иглы с металлом возникает искра, которая и оставляет след на поверхности металла.
Чтобы сделать электроискровой карандаш своими руками будут нужны:
- Понижающий трансформатор;
- Медная или латунная трубка;
- Пружина;
- Медная проволока для намотки катушки;
- Стальная игла для изготовления электрода.
Корпусом устройства служит латунная трубка, в которую вставляется сердечник с медной обмоткой. Один из выводов катушки припаивается к электроду, а другой, во избежание повреждения, спаивается с более толстым проводом для его подключения к понижающему трансформатору.

В схеме также присутствует пружина, которая все время отталкивает электрод, когда тот убирается от поверхности металла. Пружина изготавливается из стальной проволоки и устанавливается между электродом и катушкой. Для соединения с выводом катушки следует предусмотреть пластину, которая бы замыкала контакт.
Как выжигать на металле
Итак, работа выжигателя по металлу достаточно проста и незамысловата. Перед выжиганием поверхность металла должна быть очищена от грязи и слегка смочена керосином. Если нужно, то предварительно на поверхность наносится рисунок посредством карандаша.

При работе металлическая заготовка соединяется с одним из выводов понижающего трансформатора. Второй вывод подсоединяется непосредственно к самодельному выжигателю.
Когда электрод вдавливается в металл, пружина сжимается, образуя тем самым короткое замыкание. В результате этого между металлом и электродом появляется искра, которая и оставляет след на поверхности.

Как видно, устройство имеет простую конструкцию, но самое главное, оно абсолютно безопасно в работе. Для его работы вместо 220 В, используется всего 10-12 В, которые ни чем не угрожают здоровью.
Источник
Как сделать универсальный инструмент для разметки

В данном обзоре мастер покажет, как своими руками сделать полезную вещь для домашней мастерской — универсальный инструмент для разметки заготовок из металла и дерева.
Инструмент можно использовать в качестве рейсмуса (для черчения параллельных линий или переноса размеров с чертежей на деталь), а также как циркуль, чтобы чертить окружности.
Для изготовления самоделки потребуется металлическая пластина толщиной 8-10 мм, а также квадратный пруток 10х10 мм.
Если вы регулярно занимаетесь сваркой металла, вам может пригодиться еще одна полезная самоделка — универсальный помощник для сварщика («третья рука»).
Приступаем к работе
Первым делом отрезаем кусок квадратного прутка и пластину. Обрабатываем их на шлифовальном станке. У пластины надо будет закруглить углы.

Далее по центру пластины сверлим отверстие и растачиваем его при помощи квадратного напильника до тех пор, пока в него не будет проходить стальной квадратный пруток.

Также необходимо будет просверлить еще одно отверстие в одной из сторон и нарезать в нем резьбу. В это отверстие будет вкручиваться фиксирующий винт.

Берем два обломка сверла и затачиваем у них обломанный край. В результате получатся две иглы-царапка.

Одну иглу вклеиваем в отверстие в пластине (колодке), вторую — вставляем в отверстие на конце квадратного прутка (штанги), и фиксируем ее при помощи винта.


Для удобства на штанге можно сделать шкалу с делениями — риски в металле можно прорезать болгаркой.
Подробнее о том, как сделать универсальный инструмент для разметки, можно посмотреть на видео ниже. Этой идеей поделился автор YouTube канала Mistry MakeTool.
Источник
Маркеры и мелки для сварщиков
Маркировку, применяемую при сварке (в первую очередь – ручной) или газовой резке изделий, можно разделить на следующие группы, в зависимости от целей маркировки:
1. Маркировка идентификационная – маркировка собственно изделий, гарантирующая их прослеживаемость.
2. Маркировка технологическая – разметка изделий и пометки справочного характера, необходимые для обеспечения качественной сварки или резки.
1. Маркировка идентификационная
УСЛОВИЯ РАБОТЫ МАРКИРОВКИ
Состояние поверхности металла
За исключением изделий из алюминиевых сплавов, изделия из нешлифованных сталей имеют тёмную поверхность, обладающую низким контрастом. Кроме места сварки, остальная поверхность свариваемых изделий, как правило, не подвергается предварительной механической обработке (зачистке, шлифованию, снятию фаски) – она может иметь очень высокую шероховатость (вплоть до грубой структуры), на поверхности могут быть следы предыдущей обработки (в том числе – окалина). Поверхность может быть влажной или загрязнённой.
Характерная для чёрных металлов склонность к интенсивной коррозии даже в обычных условиях приводит к образованию на поверхности изделий неоднородной среды с различной плотностью.
Термостойкость
Если позволяют размеры свариваемых изделий, то маркировка наносится на достаточно большом расстоянии от места сварки или реза изделия, и к термостойкости маркировки не предъявляется очень высоких требований.
Исключением являются случаи, когда, в силу малых размеров изделий, маркировка наносится вблизи сварного соединения или места реза. Так как металлы обладают очень высокой теплопроводностью, то температура металла рядом с местом сварки или реза (температура плавления большинства сталей достигает 1450-1520 °С) может достигать несколько сот градусов.
Требования к идентификационной и технологической маркировке (маркерам):
- непрерывная — для получения насыщенных, высококонтрастных, отметок на грубой поверхности
- долговременная, так называемая – «перманентная»
- быстросохнущая
- возможность нанесения на влажные или замасленные поверхности
- надёжная маркировка на вертикальных поверхностях
- стойкая к воздействию абразивов (речь идёт о случайном и кратковременном воздействии)
- стойкая к воздействию атмосферных осадков
- стойкая к воздействию ультрафиолетового излучения
- возможность маркировки холодного металла, в том числе – при отрицательной температуре окружающего воздуха
- максимально широкий температурный диапазон применения

Что применяется в настоящее время
Самым распространённым средством идентификационной маркировки изделий перед сваркой или резкой является обычный мелок. Единственным достоинством этого мелка является низкая цена и доступность в любом магазине канцелярских товаров.
Недостатки этого мелка можно сформулировать так: он не удовлетворяет ни одному из перечисленных выше требований, предъявляемых к промышленной идентификационной маркировке.
РЕКОМЕНДУЕМОЕ РЕШЕНИЕ
Компания Markal®, мировой лидер по производству промышленных маркеров, предлагает целый ряд оптимальных по возможностям и цене продуктов для нанесения идентификационной маркировки для эффективного обеспечения сварки и резки изделий из металлов.
Предлагаемые продукты представляют собой маркеры на основе жидкой и твёрдой краски, позволяющие наносить долговременную маркировку на любые металлы, в том числе — с грубой, ржавой и грязной поверхностью.
Получаемая маркировка обладает очень высокой стойкостью к атмосферному воздействию и к абразивному износу, что делает возможным долговременную и надёжную идентификацию изделий:

2. Маркировка технологическая (наносится в месте сварки или резки изделий)
УСЛОВИЯ РАБОТЫ МАРКИРОВКИ
Состояние поверхности металла
Поверхность свариваемых изделий в зоне сварного шва зачищается – удаляется грязь, следы коррозии и горюче-смазочных материалов, кромки свариваемых изделий, как правило, обрабатываются механическим способом (производится обработка абразивным инструментом).

Термостойкость
Так как отметки будут расположены очень близко к сварочной дуге или пламени горелки, то используемые маркеры должны гарантировать очень высокую термостойкость отметок в течение всего времени выполнения операции (сварки или резки) — нанесённые отметки не должны выгорать и должны быть хорошо различимы через светофильтр маски сварщика или защитные очки.

Требования к маркировке (маркерам) в зоне сварки или резки:
- очень высокая термостойкость
- непрерывная — для получения насыщенных, высококонтрастных, отметок на грубой поверхности
- исключающая загрязнение сварочного шва
- возможность нанесения на влажные или замасленные поверхности
- надёжная маркировка на вертикальных поверхностях
- стойкая к воздействию атмосферных осадков
- стойкая к воздействию ультрафиолетового излучения
- возможность маркировки холодного металла, в том числе – при отрицательной температуре окружающего воздуха

Что применяется в настоящее время
Как и в случае с идентификационной маркировкой, самым распространённым средством разметки изделий перед сваркой или резкой является обычный мелок. Низкая цена и доступность в любом магазине канцелярских товаров не компенсируют все его недостатки — он не удовлетворяет ни одному из требований, предъявляемых к промышленной технологической маркировке. Более того, в целом ряде отраслей промышленности действуют нормативные документы, запрещающие использование подобных мелков при выполнении сварочных работ.
Другим, не менее распространённым, средством разметки изделий являются заточенные металлические стержни (в обиходе называемые «чертилками»). В большинстве случаев, если предприятие не выполняет много работ по сварке или резке металлов, используются заточенные сварочные электроды. Большим недостатком таких средств разметки является их низкая износостойкость, особенно, если выполняется разметка изделий с грубой поверхностью или со следами окалины.

Технически грамотные сварщики, особенно, когда объём работ по сварке и резке очень большой, наваривают на металлический стержень (и даже – на штангенциркуль) победитовую наплавку, что значительно повышает износостойкость и, соответственно – долговечность инструмента. Главным недостатком (при доступности и дешевизне) подобных «чертилок», даже с победитовыми наплавками, является то, что наносимая разметка еле видна при резке металла, и практически не различима через светофильтр маски сварщика.
РЕКОМЕНДУЕМОЕ РЕШЕНИЕ
Компания Markal® производит линейку уникальных промышленных маркеров для выполнения очень стойкой и хорошо видимой разметки, для выполнения работ в зоне сварного шва и газовой резки изделий:
- Линейка дешёвых маркеров на основе природного стеатита FM.400, Soapstone Marker Flat и Soapstone Marker Round, которые имеют термостойкость до 2 000 °С и не загрязняют сварочные швы














