
Ювелирное литье в домашних условиях для новичков







Но как же мы будем наплавлять парафин на кольцо, когда он невероятно текуч и непредсказуем? Оказалось, все гораздо проще. В процессе мастер понял, что парафин еще долгое время остается пластичным и его возможно деформировать как пластилин. Так и вышло. Он просто слепил нужную форму кольца и продолжил. Правда пройтись паяльником бы не помешало, для того чтобы сплавить слепленые границы. Но мастер решил этого не делать. Позже на отливки это отобразится в виде брака, но не такого страшного, чтобы нельзя было носить это кольцо.
Теперь нам нужно обработать слепленную модель. Мастер решил это делать на наждачной бумаге, но не помнит, была эта сороковка или шестидесятка, но точно очень грубая. И опять же неспроста. Дело в том, что крупное зерно наждачки, оставляет глубокий след на парафине и придает ему текстуру. Поэтому аккуратно пройдясь по лицевой части кольца грубой наждачкой, так и оставим получившуюся текстуру для отливки. Так как парафин в любой момент мог подвести, чистовую обработку мастер решил оставить все же для латунной отливки.
Откладываем модель в сторону и готовим основания для фиксации модели. Самое простое — сделать его из пластилина. Разминаем его и лепим полусферу, в которую в будущем будем устанавливать литники и в последующем эта сфера станет неким кармашком для плавки металла перед заливкой. Поэтому не стоит делать сферу слишком плоской. Нужно чтобы в ней поместился весь расплавленный металл. К моменту литья вы все поймете и сами увидите как это выглядит.
В качестве опоки (металлической оправки для заливки формовочной смеси), можно взять самую обыкновенную металлическую трубу, например, в сантехническом магазине должны быть отрезки подходящего размера.
Литники изготовим из 2-ух гвоздей. Откусываем кусачками лишнее и устанавливаем их в нашу пластилиновую сферу.
После их установки, нам каким-то образом нужно прикрепить парафиновую модель к металлическим литникам. Для этого автор решил взять горелку и слегка нагреть гвозди, а после прислонить к ним кольцо. Горячие гвозди легко проплавят парафин и войдут в глубь модели.




И на самом деле, вышло неплохо.
Когда гипс окрепнет, то можно почистить форму от наплывов, и отделить пластилин с литниками.
Теперь следует наиболее ответственный момент — момент прокалки формы. В инструкции к формовочной массе, идет тех карта, где указан цикл прокалки в 15 часов. Но так как это идёт в разрез с коленочными технологиями, то справедливо будет сократить это время до 40 минут.
Это плохо и неправильно, но все же возможно. Тут главное дать плавный нагрев вначале, чтобы вода с гипса начала испаряться, а парафин начал плавно плавится и вытекать. Мастер воспользовался для этого кровельной горелкой, так как она у него была. Вы же можете обойтись бытовой горелкой, или начать можно с самой обыкновенной духовки, так будет правильнее. Только не забывайте ставить форму литниками вниз в какой-нибудь поддон, чтобы было куда стекать парафину.
Заливать металл в домашних условиях можно несколькими способами: с помощью картошки, глины, или любого другого плотного влагосодержащего материала. Но автор этот способ так и не освоил, поэтому он будет лить металл с помощью ручной центрифуги.



Выглядит она в виде стакана с четырьмя болтами (для более надежной фиксации опоки), цепочки и ручки из пвх трубы с подшипниками внутри (для продолжительного беспрепятственного кручения).
Автор сварил эту штуку сам, вы же можете обойтись, к примеру, металлической кружкой.
Греем форму до красна и готовимся к заливке латуни. В качестве исходного материала можно взять латунные сантехнические фитинги. Они отлично для этого сгодятся. Ну или если вы посмелее, можете сразу лить серебро или даже золото. В коленочных технологиях нет ограничения по металлу.







Теперь нам нужно обработать кольцо. Автор не стал брать бормашинку, а зачистил все с помощью напильников и наждачной бумаги. Все реально, но разница лишь во времени и трудоемкости занятий.
После черновой обработки, автор решил примерить кольцо, но оказалось, что оно не совсем подходит.




По окончании шлифовки кольца, можно зачернить его лицевую часть для того, чтобы придать визуальную глубину нашему рельефу, оставленному крупным зерном наждачной бумаги. Для этого нам понадобится аптечная серная мазь. Наносим тонкий слой на латунную поверхность, которую хотим зачернить и нагреваем кольцо. Греем до тех пор, пока вся мазь не выгорит и после нее не останется сухой матовой поверхности.
После чернения, снова полируем кольцо, но уже финишными абразивами и любуемся результатом.



Как говорилось вначале, кольцо пролилось отлично. Все дефекты, что вы можете заметить, были получены на стадии моделирования. Поэтому, по-хорошему, лучше использовать более обрабатываемые материалы. Ведь чем лучше подготовлена модель, тем меньше придется работать с ней после литья.
Благодарю за внимание. До новых встреч!
Источник
Литье металлов в домашних условиях — стабильный заработок!
Литье металлов в домашних условиях — стабильный заработок!
Для того чтобы начать этот бизнес нужно сначала изготовить литейную форму. Эту форму можно сделать при помощи формовочных ящиков, которые обеспечивают хороший контакт с землей и в основном их изготавливают из наструганных досок. Это сооружение называется опокой. У этой опоки должны быть размеры, которые в полтора раза превышают размеры деталей. В основном она состоит из двух частей: нижняя с ящиком и дном и верхняя состоящая из рамки.
Деталь может служить моделью для того чтобы создать форму. Эта модель может быть изготовлена из любого материала или дерева. Нижнюю часть опоки нужно будет засыпать землей (формовочной) в процессе формовки. Модель обязательно должна быть припудрена порошкообразным графитом либо тальком. После этого его нужно будет вжать в землю примерно наполовину. Модель должна быть размещена таким образом, чтобы выступы было нетрудно достать из формы. Еще при этом процессе нужно постараться не разрушить изделие. Затем землю, которая находится в ящике, нужно будет посыпать графитом или тальком и установить верхнюю часть опоки на нижнюю. При этом нужно совмещать отверстия с фиксаторами.
Для того чтобы сформировать литник в будущую деталь обязательно нужно поставить пробку (коническую). После этого в опоку нужно насыпать формовочную землю так чтобы был немного избыток и немного ее утрамбовать. Затем нужно очень аккуратно достать пробку из-под литника, а верхнюю часть формы снять и достать модель. У обеих частей формы обязательно должны быть углубления, которые отображают форму детали.
Затем обе половины этой формы должны хорошо подсохнуть, а после их нужно будет соединить и плотно сжать, чтобы между обеими частями не оставалось ни единого проема или щели. В результате этого всего должна получиться уже готовая форма к заливке металлом.
Металл нужно плавить только в чугунной или стальной емкости, у которой обязательно должен быть носик. Через этот носик расплавленный металл будет заливаться в отверстие формы (литниковое). Плавка должна осуществляться в муфельной печи или горне небольшого размера.
Для того чтобы избежать выгорания металла при плавлении цинка нужно сверху этого металла в емкость насыпать немного древесного угля а точнее один слой. Когда металл будет хорошо расплавлен его нужно будет в течение пяти минут выдержать в печи для того чтобы осуществить максимальный подогрев. Благодаря этому способу можно заполнить форму в самых тонких ее местах. Для того чтобы форма не размылась металл в расплавленном состоянии нужно заливать очень тонкой струей и струя эта должна быть непрерывной.
Когда металл полностью остынет, форму нужно будет разнять, а затем достать уже готовую деталь. Детали, которые получаются таким способом, могут обладать слегка шероховатой поверхностью. Именно поэтому очень важна дополнительная обработка (чистовая).
Есть еще одна технология литья, которая является более сложной. Эта технология позволяет получить изделия поточнее и высококачественнее. В этом случае технология должна быть доступной для того чтобы использовать ее дома.
Технология заключается в том, чтобы будущая модель изготавливалась из парафина, а также воска либо другого материала, который является легкоплавким. Затем ее нужно заформовывать в жаростойкой массе. Во время нагревания восковая модель начинает выдавливаться из формы через отверстие. Уже в полученную форму нужно будет залить расплавленный металл. Благодаря этому методу можно повторять самые мелкие элементы в изделиях.
Если кто в теме — давайте обсудим, успехов всем и процветания!
Источник
Литьё латуни по выплавляемым моделям (филамент WAX)
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых постах.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Перед тем как отливать восковки, нам нужно распечатать эти самые восковки. Я буду использовать пластик WAX (вакс) от компании «Filamentarno!». По сути WAX — это воск в виде филамента. Рекомендую к просмотру ролик по печати материалом WAX На ULTi STEEL:
Под одним из моих роликов подписчик посоветовал мне попробовать распечатать воск на фольгированном скотче. Хм, почему бы и нет? Я взял простую алюминиевую ленту. Если честно, результатом я не очень сильно доволен, потому что с одной стороны оторвало крупную деталь, например шестерёнку.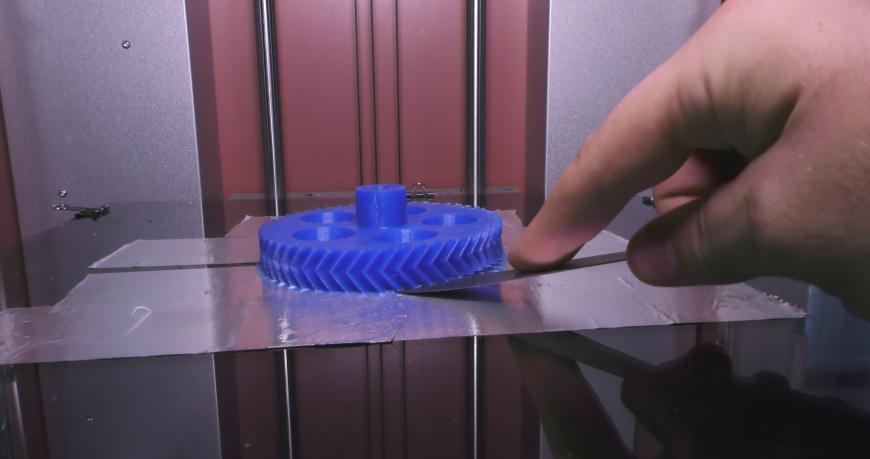
Поэтому данный способ рекомендовать не могу, плюс ещё огромная проблема — алюминиевая лента оставляет на стекле следы от клея.
Также я распечатал несколько крепёжных уголков, которые нашёл на сайте Тингвивёрс и несколько литников.


За что я очень сильно обожаю материал WAX, у него прекрасно отходят поддержки, прям супер. В одном из следующих статей мы обязательно поговорим о возможности постобработки именно вакса.
Для литья я буду использовать классический способ литья в песок с жидким стеклом. Для этого нужно сделать опоку. Опока — это форма, в которую кладётся сама заготовка, и всё это укладывается вокруг формовочной смесью. Для опоки я использовал, так как я сам работаю в магазине сантехники, приварыши на 3 и 4 дюйма, соответственно.

Нужно сделать отверстия в опоке чтобы формовочная смесь успела высохнуть. После сверления Опока выглядит так:

Но перед тем как засыпать формовочную смесь, нам нужно приклеить литники к восковкам. Я взял классический литьевой воск красного цвета. После чего простой зажигалкой его разогреваю, несколько капель падают на деталь, и сверху я приклеиваю литник. Достаточно одной капли, на самом деле, потому что если капать много, то по краям получается облой, и это может испортить внешний вид детали, поэтому не перестарайтесь — достаточно одной капли, две уже в принципе бывает много. При этом температура плавления литьевого воска намного ниже, чем у того же вакса. Вакс начинает размягчаться при 90 градусах, поэтому всё в порядке. Можно спокойно капать — восковкам ничего не будет.

На шестерёнку я сделал 3 литника, на уголки по одному литнику соответственно, они небольшие смысла делать литников больше не вижу! Но учтите что данные литники сделаны не по науке они ведут напрямую в деталь. Я сделаю отдельную статью по видам литья. Чтобы вы разбирались что да как. Какие есть плюсы какие есть минусы, и как добиться замечательного результата.
Теперь займёмся подготовкой формовочной смеси. У меня в подвале целая большая Закрывающаяся герметично бочка речного просеянного песка. Вообще, речной песок лучше не использовать, потому что у него округлые крупицы. Есть ещё кварцевый песок, его называют карьерным. Вот он идеально подходит для изготовления формовочной смеси. Некоторые говорят, что из речного песка получаются не такие прочные формы. На самом деле, если нормально смешать (добавить жидкое стекло), об этом я расскажу дальше, то форма довольно таки прочная получается, в принципе как камень. Далее в просеянный речной песок добавляется жидкое стекло. Пропорция 1:10 примерно, главное не переборщить, чтобы песок не стал слишком Мокрым. И перемешиваем его. После того, как вы замешали формовочную смесь, нужно ей дать немного постоять, недолго. Нужно чтобы она пропиталась равномерно, стала влажной. К сожалению нельзя определить конкретно, готова ли формовочная смесь, это дело опыта. Нужно 2,3,4,5,10 раз замешать формовочную смесь, дать ей постоять, и вы в принципе начнёте прекрасно понимать, что да, она готова. Я еще не знаю как объяснить фразу, «Она хорошо формуется»
В опоку закладываем немного формовочной смеси, потом кладём восковку и сверху начинаем заталкивать песок.


К сожалению, подобная технология подразумевает то, что во время закладки восковки в данную формовочную смесь, литников быть не должно. По сути, я как бы нарушаю технический процесс, но не хочется заморачиваться, делать вот эти трубки из этой же формовочной смеси — зачем? Лишний перерасход материала. Да и опоку я подобрал для этой шестерёнки не очень удачную. Проблема в том, что по краям от стенок опоки остаётся по 5 миллиметров примерно, из-за этого песок плохо Попадает в зубья.
После того, как закинули формовочную смесь в опоки, кладём их сушиться. Я поставил сушиться на сутки на жаркое астраханское солнце.
Пока она сушится, давайте посмотрим на мою покупку. Настолько новую покупку, что она пролежала у меня наверное с полгода, прежде чем у меня дошли руки с ней поработать. Это плавильня. Причем не просто плавильня, а ювелирная плавильная. Я взял модель на 2 килограмма. Она стоит примерно 20 тысяч рублей. И в реальности она греется до 1150 градусов. Есть огромнейший минус — то, что тигель, в котором расплавленный металл, кстати вот и он,
Настолько новую покупку, что она пролежала у меня наверное с полгода, прежде чем у меня дошли руки с ней поработать. Это плавильня. Причем не просто плавильня, а ювелирная плавильная. Я взял модель на 2 килограмма. Она стоит примерно 20 тысяч рублей. И в реальности она греется до 1150 градусов. Есть огромнейший минус — то, что тигель, в котором расплавленный металл, кстати вот и он, сделан из графита. И во время литья получается такая проблема, что графит выгорает, а тигель не вечный. через некоторе количество отливок он придёт в негодность и нужно будет покупать новый. Поэтому просто для дома по приколу работать ей, ну честно дороговато , новый тигель в 2 кг. Обойдётся вам 1200-1500 руб.. Надо только узнать на сколько отливок его хватит перед тем как его пробьёт. Также в комплекте с плавильней лежали щипцы для переноса тигля с расплавленным металлом,
сделан из графита. И во время литья получается такая проблема, что графит выгорает, а тигель не вечный. через некоторе количество отливок он придёт в негодность и нужно будет покупать новый. Поэтому просто для дома по приколу работать ей, ну честно дороговато , новый тигель в 2 кг. Обойдётся вам 1200-1500 руб.. Надо только узнать на сколько отливок его хватит перед тем как его пробьёт. Также в комплекте с плавильней лежали щипцы для переноса тигля с расплавленным металлом,
а также я его использовал для переноса опок, очень удобная вещица на самом деле. А также в коробке лежала инструкция, очень рекомендую её не терять, потому что там есть размеры тигля который можно, а точнее надо будет купить когда старый прогорит. Я вообще рекомендую держать у себя хотя бы один запасной, потому что ехать он будет месяц примерно а то и больше, чтобы был запасной для работы.
Включаем плавильню и настраиваем её на 1150 градусов. Я не знал, что плавильня настолько медленно разогревается, на рабочую температуру она выходит минут наверное 40.
Ну что, сутки на солнце прошли. Зачищаем опоки от лишнего песка, который налип по краям, а также железной щёткой снимаем песок который плохо склеился сверху и снизу. Всё затвердело, формовочная смесь стала очень жёсткой, поэтому не боимся железной щёткой снять лишнее. Теперь нам нужно выплавить этот самый воск, который находится внутри опоки. Для этого мы в печь закладываем опоки с восковками, включаем обогреватель на максимум, где-то градусов до 200-300 и вытапливаем. Учтите, что вакс от Филаментарно более густой, то есть простой литьевой воск выливается как вода, причём очень легко, то вакс он довольно таки медленно вытекает, к сожалению.
Учтите, что вакс от Филаментарно более густой, то есть простой литьевой воск выливается как вода, причём очень легко, то вакс он довольно таки медленно вытекает, к сожалению. И опять же это тоже процесс очень небыстрый, вплоть до 40-50 минут. Я помню старый ролик Дани Крастера, где он выплавлял пластик PLA, я не представляю, сколько времени у него на это ушло, наверное можно и состариться так ненароком.
И опять же это тоже процесс очень небыстрый, вплоть до 40-50 минут. Я помню старый ролик Дани Крастера, где он выплавлял пластик PLA, я не представляю, сколько времени у него на это ушло, наверное можно и состариться так ненароком.
Расплав рекомендуют перемешивать при помощи стеклянной палочки. Но это довольно таки дороговатое удовольствие на самом деле. Я рекомендую использовать березовую деревяшку, тонкую и длинную. Честно не знаю почему, видел на литейном производстве. А как известно, обезьянка видит — обезьянка повторяет.
Для защиты расплава от окисления я буду использовать борную кислоту. Не путайте: бура и борная кислота — это две разные вещи. Бура хорошо подходит для алюминия, борная кислота хорошо подходит именно для литья латуни и бронзы. А пока наш металл плавится, время зажигать газовый горн.
Закладываем опоки с вытапленным воском в горн. И разогреваем, практически до бела. Формоваяная смесь (если она замешана правильно) спокойно выдержит. Кстати, не забудьте обезопасить себя и надеть маску на лицо и краги, не перчатки а именно краги.  Многие из вас слабо представляют что такое 1100 градусов. 1100 градусов это так горячо, что на расстоянии полметра от тебя, у тебя жжёт руки в крагах для сварщика.
Многие из вас слабо представляют что такое 1100 градусов. 1100 градусов это так горячо, что на расстоянии полметра от тебя, у тебя жжёт руки в крагах для сварщика.
Заливаем жидкий металл в опоки.

Если нормально прокалить опоки то металл остаётся в жидком состоянии довольно долго
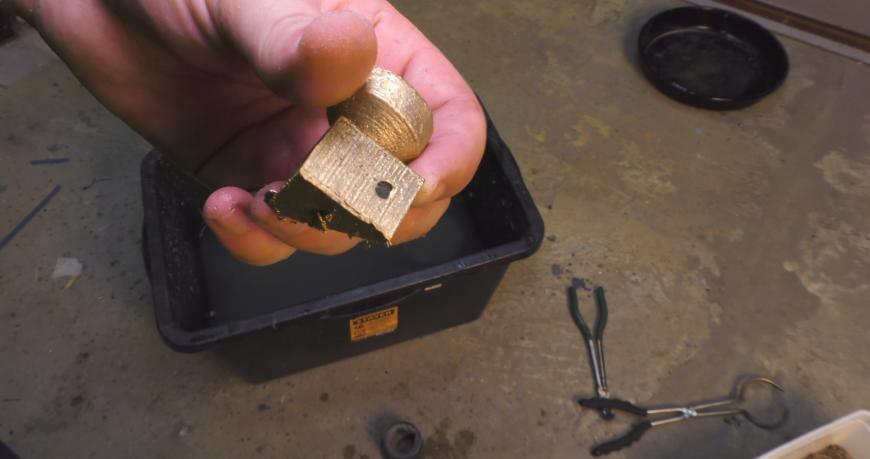
И вот деталь и отлилась.
Далее просто даём остыть, если не втерпёж то можно опустить и в воду. Главное убедитесь что опока достаточно остыла.
Отпиливаем литники: Они дальше пойдут в переплавку.
И давайте посмотрим на результат.



 Больше всего мне интересна шестерёнка как самая сложная деталь — отлилась она просто шикарно.
Больше всего мне интересна шестерёнка как самая сложная деталь — отлилась она просто шикарно. 

 Есть мелкие наплывы но они легко убираются. Легче убрать лишнее чем добавить недостающее. Отпиливаем литники. Далее убираем остатки литников на гриндере, после чего обрабатываем пескоструем чтобы убрать весь оставшийся песок из пор. И получилась вот такая шестерня.
Есть мелкие наплывы но они легко убираются. Легче убрать лишнее чем добавить недостающее. Отпиливаем литники. Далее убираем остатки литников на гриндере, после чего обрабатываем пескоструем чтобы убрать весь оставшийся песок из пор. И получилась вот такая шестерня. 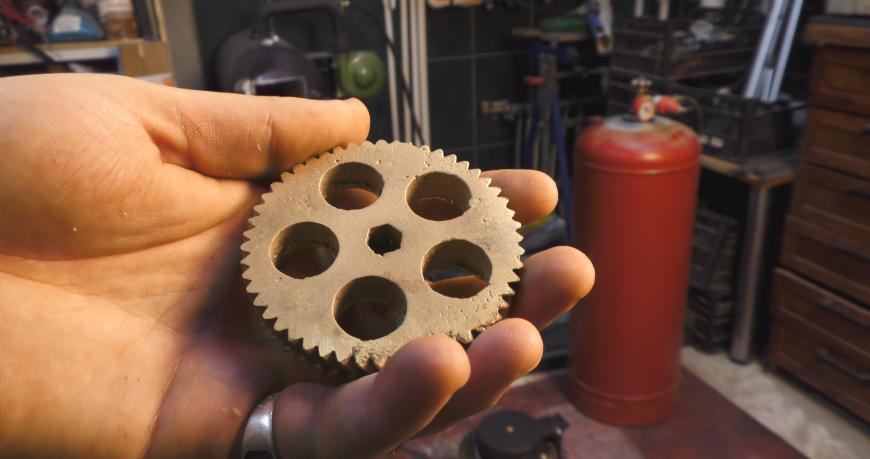


 Зубья пролились отлично, надо будет немножко доработать и в принципе можно пускать в дело. 100 процентов внутри отливки есть микро полости, но опять же прошу отметить, что я лил в домашних условиях, не в промышленных масштабах, не используя вакуум естественно, поры будут. Но для самоделок этого хватает просто на тысячу и один процент. а также для недорогого коммерческого литья качество тоже достойное. Давайте протокарим шестерню чтобы убедится в отсутствии каверн внутри.На токарном я снял около 0,2 мм.
Зубья пролились отлично, надо будет немножко доработать и в принципе можно пускать в дело. 100 процентов внутри отливки есть микро полости, но опять же прошу отметить, что я лил в домашних условиях, не в промышленных масштабах, не используя вакуум естественно, поры будут. Но для самоделок этого хватает просто на тысячу и один процент. а также для недорогого коммерческого литья качество тоже достойное. Давайте протокарим шестерню чтобы убедится в отсутствии каверн внутри.На токарном я снял около 0,2 мм. Как видите поры хоть и есть но их чертовски мало. И то близко к поверхности. Ну что? Надеюсь мой первый полноценный пост быд для вас интересен/полезен. Удачи в ваших свершениях! И как говорится: «Я не учу, а просто делаю и всё.»
Как видите поры хоть и есть но их чертовски мало. И то близко к поверхности. Ну что? Надеюсь мой первый полноценный пост быд для вас интересен/полезен. Удачи в ваших свершениях! И как говорится: «Я не учу, а просто делаю и всё.»
P.S. Оригинальный ролик если вам тоже нравятся взрывы и вот это вот всё:
Источник



