
- Ленточно-шлифовальный станок: изучаем и делаем своими руками
- Области применения станка
- Конструктивные особенности станка
- Принцип работы
- Как сделать ленточно-шлифовальный станок
- Электрооборудование, свет, освещение
- Предназначение ленточного шлифовального станка
- Конструкция ленточного шлифовального станка
- Абразивные ленты для шлифовальных станков
- Принцип работы ленточно-шлифовального станка
- Изготовление ленточного шлифовального станка
Ленточно-шлифовальный станок: изучаем и делаем своими руками
Ленточный шлифовальный станок используют в тех случаях, когда необходимо выполнить чистовую обработку деталей, то есть в качестве оборудования для осуществления финишных технологических операций. Чаще всего такие станки применяются в мебельной промышленности, с их помощью выполняют обработку деталей, изготовленных из древесины различных пород. Но использовать ленточно-шлифовальный станок можно и для обработки металлических деталей, для чего применяется лента с соответствующим абразивным материалом.
Области применения станка
Основными задачами, которые выполняет ленточный станок шлифовальной группы, являются: финишное выравнивание обрабатываемой поверхности, доведение уровня шероховатости поверхности до требуемого, доведение обрабатываемых поверхностей до уровня гладкости перед их покрытием лаком и другими отделочными материалами. Также ленточный станок применяется для устранения незначительных дефектов обрабатываемой поверхности: углублений, возвышений и заусенцев, обработки финишного покрытия: удаления наплывов грунтовки и лака, грата, шлифовки внутренних поверхностей, обработки закруглений на поверхности детали.
Вариант заводского производства, чертежи которого вполне можно использовать для создания аналогичного самодельного устройства.
Ленточный станок может быть использован для обработки деталей, изготовленных из различных материалов: древесины, простой и легированной стали, цветных металлов. Что удобно, обрабатывать при помощи ленточного станка можно детали, которые имеют различную форму: четырехугольную, круглую и плоскую. При помощи такого оборудования можно обрабатывать круглые и трубные детали, отличающиеся большим диаметром своего поперечного сечения.
Конструктивные особенности станка
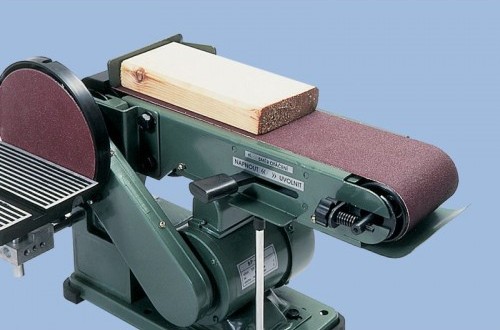
Рабочим инструментом любого ленточного плоскошлифовального станка является лента, на поверхность которой нанесен абразивный порошок. Она выполнена в виде кольца и размещена между двумя вращающимися барабанами, один из которых является ведущим, а второй ведомым.
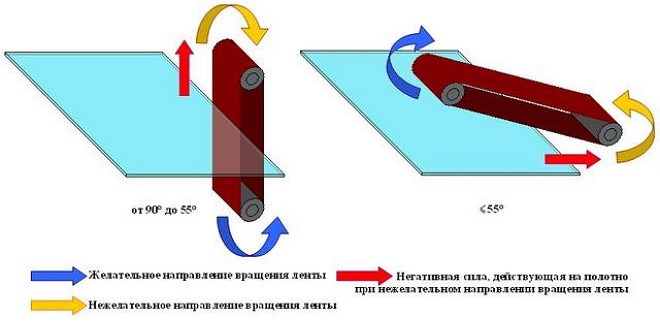
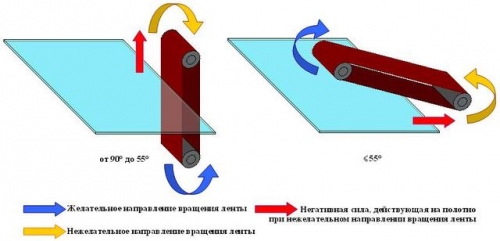
Рекомендации по направлению вращения ленты станка
Вращение на ведущий вал ленточного станка передается от электродвигателя, который соединен с ним при помощи ременной передачи. Скорость движения ленточного механизма можно регулировать, тем самым изменяя режимы обработки деталей. Лента плоскошлифовального станка может располагаться горизонтально или вертикально, а также под определенным углом, что допускают некоторые модели оборудования данной категории.
Выбирая модель ленточного шлифовального станка для обработки той или иной детали, важно учитывать длину поверхности, которую необходимо подвергнуть шлифовке. Намного удобнее обрабатывать на таких станках детали, длина поверхности которых меньше, чем длина абразивной ленты и рабочего стола. При соблюдении таких условий и качество обработки будет намного выше.

Самодельную версию станка не так уж и сложно реализовать в условиях домашней мастерской
Ленточный шлифовальный станок может иметь различное конструктивное исполнение: с подвижным и неподвижным рабочим столом, со свободной лентой. К отдельной категории относится широколенточное оборудование, особенность которого заключается в том, что их рабочий стол, являющийся одновременно и элементом подачи, изготовлен в форме гусеницы. В тех моделях оборудования, в конструкции которых предусмотрен рабочий стол, абразивная лента расположена в горизонтальной плоскости, а в оборудовании со свободной лентой, в котором рабочего стола не предусмотрено, она может иметь различное пространственное положение.
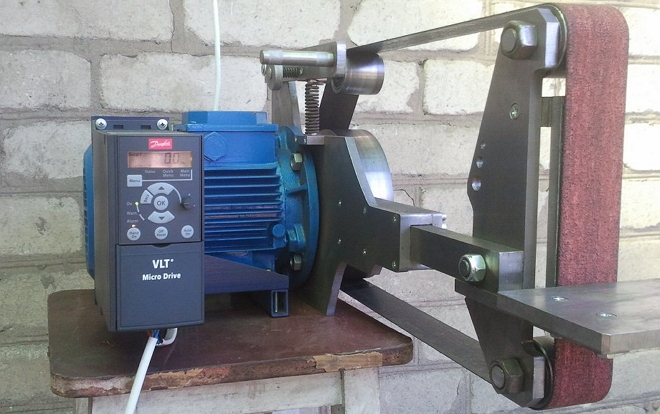
Обязательным конструктивным элементом любого ленточного шлифовального станка, в том числе и настольного, является вытяжное устройство, которое необходимо для удаления пыли, в большом количестве образующейся в процессе обработки. Как профессиональный, так и любой самодельный шлифовальный станок, использующийся в домашней мастерской или гараже, приводится в действие от электрического двигателя.
Принцип работы
К основным параметрам работы ленточного шлифовального станка относятся скорость подачи и усилие, с которым лента прижимается к обрабатываемой детали. Такие параметры, как степень зернистости абразивной ленты, следует выбирать в зависимости от того, из какого материала изготовлена обрабатываемая деталь, а также от степени шероховатости, которой должна обладать поверхность обработанного изделия.
Характеристики обрабатываемого материала, в частности, его твердость, в первую очередь влияют на то, с какой зернистостью следует выбирать абразивную ленту. Режимами обработки, которые напрямую связаны между собой, являются скорость подачи и усилие прижима ленты. Так, если проводить шлифование на большой скорости, но с незначительным усилием прижима абразивной ленты, то некоторые участки поверхности детали могут оказаться необработанными. Если же, наоборот, увеличить усилие прижима и снизить скорость подачи, то можно столкнуться с тем, что на отдельных участках обрабатываемой поверхности могут появиться прожоги и почернение материала.

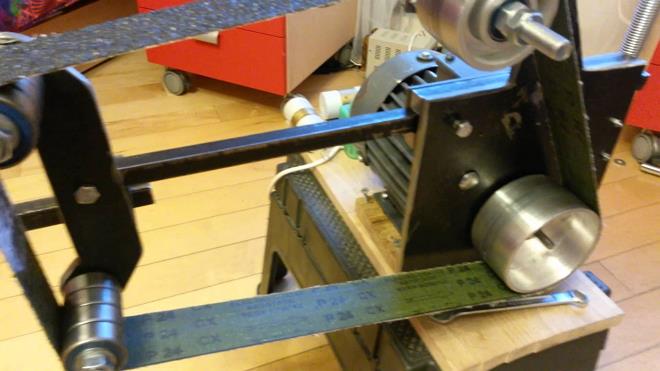
Еще одна вариация станка — вид со стороны рабочей поверхности ленты
На результаты шлифовки оказывает влияние и то, насколько качественно склеена абразивная лента. Чтобы получить высокое качество обработки и не столкнуться со сбоями в работе ленточного станка, не следует использовать абразивные ленты, которые склеены неправильно или имеют надорванные края. При надевании ленты на валы оборудования следует располагать ее так, чтобы конец шва, лежащий внахлест, не задирался об поверхность обрабатываемой детали, а проскальзывал по ней. Подробнее о склеивании ленты в видео ниже.
Любой, в том числе ручной шлифовальный станок должен предусматривать возможность регулировки натяжения ленты, что обеспечивается за счет перемещения подвижного вала, который не является приводным. Натяжение ленты — очень важный параметр, при выборе которого следует руководствоваться правилом «золотой середины». Если ленту шлифовального станка натянуть слишком сильно, то это может привести к ее разрыву в процессе работы, а слишком слабое ее натяжение является причиной проскальзывания и, как следствие, ее чрезмерного нагрева. Основной характеристикой для определения степени натяжения ленты является стрела ее прогиба, которую замеряют при легком нажатии на ее поверхность в натянутом состоянии.
Ручной ленточный станок шлифовальной группы может обслуживаться одним оператором, который перемещает рабочий стол с обрабатываемой деталью и проворачивает его так, чтобы подвести под абразивную ленту все участки ее поверхности.
Как сделать ленточно-шлифовальный станок
Многие домашние мастера и профессионалы задаются вопросом, как изготовить шлифовальный станок своими руками. Причина возникновения такого вопроса достаточно проста: высокая стоимость серийного шлифовального оборудования, окупить которое при нерегулярном использовании не всем под силу. Для того чтобы сделать такое оборудование, понадобится несколько основных составляющих: электродвигатель, катки и надежная станина. Естественно, не будут лишними чертежи такого устройства или его фото. Также в конце статьи можно посмотреть ролики по сборке ленточного станка своими силами.
Двигатель для ленточного шлифовального оборудования найти несложно, его можно снять с отслужившей свой срок стиральной машинки. Станину придется сделать самостоятельно, для этого можно использовать лист металла с размерами 500х180х20 мм. Одну сторону станины следует обрезать очень ровно, так как к ней необходимо будет крепить площадку, на которой будет смонтирован электродвигатель. Площадку для электродвигателя также следует сделать из листа металла с размерами 180х160х10 мм. Такую площадку нужно закрепить к станине очень надежно при помощи нескольких болтов.
Еще один вариант исполнения станины
Эффективность ленточного шлифовального станка напрямую зависит от характеристики электродвигателя, который на нем установлен. Если вы собрались сделать шлифовальный станок своими руками, то вам вполне подойдет электродвигатель с мощностью 2,5–3 кВт, развивающий порядка 1500 оборотов в минуту. Для того чтобы при использовании такого двигателя шлифовальная лента перемещалась со скоростью 20 м/с, барабаны должны иметь диаметр порядка 200 мм. Что удобно, если подобрать двигатель с такими характеристиками, то вам не потребуется делать редуктор для своего шлифовального станка.
Ведущий вал соединяется с валом электродвигателя напрямую, а второй — ведомый — должен свободно вращаться на оси, которую устанавливают в подшипниковые узлы. Чтобы абразивная лента более плавно касалась поверхности обрабатываемой детали, участок станины, на котором устанавливается ведомый вал, следует выполнить с небольшим скосом.
Сделать валы для ленточного шлифовального станка с минимальными финансовыми затратами можно из плиты ДСП. Просто нарезаете из такой плиты квадратные заготовки размером 200х200 мм, сверлите в них центральные отверстия и пакетом с суммарной толщиной 240 мм насаживаете их на ось. После этого вам останется только проточить полученный пакет и сделать из него круглый вал с диаметром порядка 200 мм.
Чертежи и подробный разбор некоторых деталей станка, выполненного из дерева.
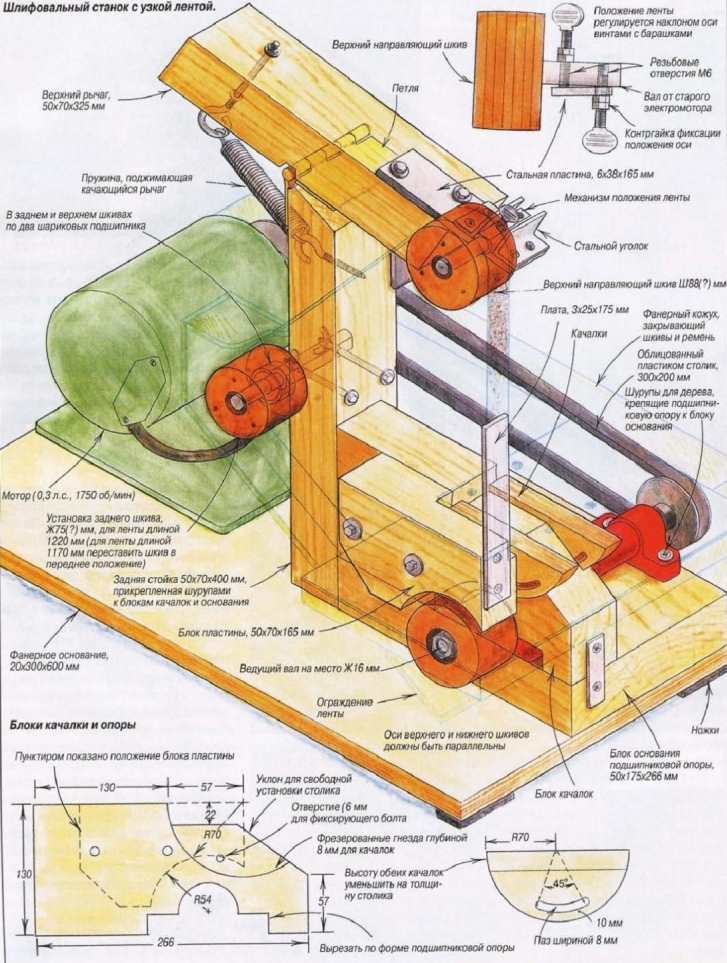
Ленточно-шлифовальный станок из дерева (нажмите, чтобы увеличить)
Чтобы лента располагалась строго посередине вала, диаметр его центральной части должен быть на 2–3 мм больше, чем по краям. А чтобы исключить проскальзывание ленты на барабане, необходимо намотать на него слой тонкой резины, для чего можно использовать старую шину от велосипедного колеса, предварительно разрезав ее вдоль всей ее длины.
Шлифовальная лента для такого станка, оптимальная ширина которой должна соответствовать 200 мм, делается из обычного наждачного полотна. Стандартное полотно разрезается на полосы требуемой ширины, а из них уже клеится абразивная лента. Следует иметь в виду, что материал клеится встык, для этого с обратной стороны подкладывается плотная материя, которая и укрепит полученный шов. На свойства такого шва большое влияние оказывает клей, он должен быть очень качественным, тогда материал не порвется по шву после недолгого использования.
Еще несколько вариантов изготовления ленточно-шлифовальных станков можно увидеть на видео ниже.
На самодельном ленточном шлифовальном станке можно не только обрабатывать изделия из древесины, но и использовать его для заточки различного инструмента: стамесок, секаторов, ножей, топоров и др. Кроме этого, на таких станках можно обрабатывать детали, которые имеют криволинейную поверхность.
Источник
Электрооборудование, свет, освещение

При проведении строительных и ремонтных работ у мужчин зачастую возникает надобность обработать дерево, камень или металл. Для качественной работы желательно приобрести ленточный шлифовальный станок. Но как быть, когда финансы не позволяют сделать такую покупку? Для этого достаточно соорудить ленточный шлифовальный станок своими руками.
Содержание:
Предназначение ленточного шлифовального станка
Древесину широко используют в самых разных производственных организациях. Из дерева изготавливают множество всевозможных деталей и изделий. Чтобы деревянную заготовку обработать должным образом и придать ей внешность законченного изделия, принято использовать различное оборудование, в том числе и ленточные шлифовальные станки.
Ленточное шлифовальное оборудование, как правило, применяют на заключительных этапах производства, когда детали подвергают чистовой механической обработке. Такие устройства удобно использовать в производстве мебели и разных изделий из дерева потребительского назначения. Зависимо от используемого материала, ленточно-шлифовальные станки работают с деревом или металлом.
Главными целями использования шлифовальных станков по дереву выступают окончательное выравнивание поверхности, доведение их уровня шероховатости до необходимой величины, получение ровных и гладких поверхностей у изделий из древесины и древесного материала до облицовывания или после проведения покрытия лаком и прочими отделочными материалами, удаление местных неровностей в форме углублений и возвышений, обдирка заусениц и снятие местных наплывов лака и грунтовки, удаление грата, внутренняя шлифовка и шлифование закруглений.

Ленточные шлифовальные станки по металлу работают с различными материалами и форматами, что являются ходовыми в металлообработке: простой и легированной сталью, цветными металлами в виде четырехугольных, круглых и плоских заготовок. Шлифовальные станки позволяют рационально и с минимальными затратами времени шлифовать кругляки и трубы большого диаметра.
Зависимо от разновидности обработки и вида подачи, ленточные шлифовальные станки предназначаются:
- для шлифования криволинейной поверхности со свободной шлифовальной лентой;
- для обработки плоской поверхности с неподвижным столом, ручным передвижением утюжка и стола, а также механизированным передвижением рабочего стола и ручным передвижением утюжка;
- для обработки щитовых и брусковых деталей, их торцов и боковых кромок;
- для промежуточной процедуры шлифования лакокрасочных покрытий.
Конструкция ленточного шлифовального станка
Ленточные шлифовальные станки выпускаются современными зарубежными и отечественными производителями в широком ассортименте. Цены шлифовальных станков значительно варьируются. Также они различаются возможной производительностью и своей конструкцией. Однако есть у них и нечто общее. Их объединяет то, что абсолютно все станки имеют в качестве рабочего органа абразивную ленту, что соединена чаще всего в кольцо и размещается между вращающимися барабанами.
Один барабан является ведущим, а другой – ведомым. Это значит, что первый из них оснащен механической трансмиссией, что основывается чаще всего на ременной передаче, при помощи которой передается на него вращательный момент от электрического двигателя. Любой ленточный шлифовальный станок устроен так, что скорость движения ведущего барабана, а поэтому и скорость перемещения абразивной ленты можно изменить, обеспечивая разные режимы обработки поверхностей.
Абразивная лента может располагаться вертикально или горизонтально. Кроме того, в продаже имеются модификации оборудования, в которых рабочий орган устанавливается под определенным углом. Абразивная лента монтируется на станине, на которой обычно и располагаются обрабатываемые изделия. Заготовки могут удерживаться оператором вручную, или с помощью специальных приспособлений, которые облегчающих труд потребителей и делают процедуру обработки более эффективной и безопасной.
Стол станка изготавливают из металлических листов или толстых досок. Если в конструкции предусмотрено изготовление стола именно из металла, то получится затачивать более сложные изделия. Длина рабочей части ленточно-шлифовального станка и самой ленты для шлифовки в первую очередь зависит от длины изделий, которые будут шлифоваться на станке.
Если деталь имеет меньшую длину, чем рабочая поверхность станка, то ее будет намного удобнее обрабатывать, и обработка получится более качественной. К примеру, при длине шлифовальной ленты 4,5 метра можно обрабатывать с легкостью деревянные заготовки, что имеют длину в 200 сантиметров.

Ленточно-шлифовальные станки делятся на оборудование с неподвижным и подвижным рабочим столом и аппараты со свободной лентой. Особая группа — широколенточные станки для шлифования, у которых стол, что выполнен в форме гусеницы, одновременно является и органом подачи. У станков со столами лента размещается горизонтально, у конструкций со свободной лентой она устанавливается разными способами.
Так как в процессе шлифования неизбежно образуется много пыли, то все ленточно-шлифовальные станки обычно оборудуются специальными мощными вытяжками, удаляющими большую ее часть во время самого технологического процесса. Шлифовальные станки работают от электрического двигателя, что имеет мощность порядка 2,8 киловатта. При моторе большой мощности нормальная скорость движения ленты достигает 20 метров в секунду.
Абразивные ленты для шлифовальных станков
Режущим инструментом ленточно-шлифовальных станков является шлифовальная лента, которая состоит из тканевой или бумажной основы и абразивных зерен, что прикрепляются к ней при помощи клеевых веществ. Изготавливаются абразивные ленты двумя методами: механическим и электрическим. Первый способ состоит в равномерной насыпке зерен абразива на основание, что покрыто клеем, а второй способ происходит в электрическом поле, которое ориентирует зерна вверх самыми острыми гранями для улучшения режущих свойств шлифовальной машинки.
Абразивные зерна на основу насыпают по связке плотно или редко. Наиболее эффективной считается абразивная лента с редкой засыпкой, когда зерна занимают меньше 70% площади, потому что между их зерен не способна забиваться древесная пыль, образующаяся в процессе шлифования. Могут использоваться в качестве абразивного материала природные минералы или искусственные материалы, которые обладают высокой твердостью, например, зеленый и черный карбид кремния, белый и нормальный монокорунд, а также нормальный электрокорунд.
С целью приклеивания зерен применяют синтетические смолы и мездровый клей. В качестве основы используют такую ткань, как бязь и саржа, или бумагу специального сорта. Величина абразивных зерен обозначается номером, который соответствует размеру ячеек сита, в котором задерживаются эти зерна, и отображается в сотых долях миллиметра.

Если вас интересует, как сделать ленточный шлифовальный станок, то вам стоит обратить внимание на следующие размеры шлифовальных порошков и абразивных зерен и их классификацию: шлифовальное зерно — от 2000 до 160 мкм, шлифовальные порошки — от 125 до 40 мкм; микропорошки — от 60 до 14 мкм, очень тонкие микропорошки — от 10 до 3 мкм.
На деревообрабатывающие предприятия шлифовальная шкурка поступает в листах или рулонах. На нерабочей поверхности шкурки присутствует маркировка с указанными характеристиками шкурки и компании-изготовителя. Для ленточного шлифовального станка используют шкурки в рулонах и разрезают на ленты определенной длины и ширины. Длину режущего инструмента определяют, зависимо от методики его соединения — внахлестку или встык под углом.
Концы срезают при склеивании встык под углом 45 градусов и приклеивают после этого на полотняную подкладку шириной от 80 до 200 миллиметров. На одном конце ленты при склеивании внахлестку абразивные зерна удаляют горячей водой на протяжении от 80 до 100 миллиметров, потом накладывают на смазанную клеем обнаженную основу другой конец ленты. Сжимают соединенные концы и высушивают их при использовании специального приспособления или клеильного пресса.

Листовую шкурку используют для комбинированных ленточно-шлифовальных станков. Для шлифовальных дисков принято вырезать шкурку в виде круга по шаблону, диаметр которого больше на 60 — 80 миллиметров диаметра диска. Используя прямоугольный шаблон, заготовки вырезают для бобины. После раскроя они имеют ровные края без вырывов. Наличие непроклеенных концов или уплотнений при склеивании лент может спровоцировать преждевременный разрыв ленты.
Шкурку раскраивают для широколенточных шлифовальных станков на листы по шаблону, который изготовлен из фанеры или алюминиевого листа. Шкурку раскраивают таким способом, чтобы края получились ровными, а разность длины боковых кромок составляла не больше 1 миллиметра. Один из скошенных краев зачищают, удаляя абразив на ширине 20 миллиметров. Зачищенный край и продольные кромки оклеивают полоской кальки, что имеет ширину 40 миллиметров, которая выступает за край шкурки примерно на 10 миллиметров.
Смазывают скошенный край с калькой клеем и выдерживают на воздухе, зависимо от вязкости и вида клея. Затем скошенные края соединяют и накладывают на место стыка полоску шкурки, место соединения сжимают и держат в прессе. Готовые бесконечные ленты принято вывешивать на специальных кронштейнах и выдерживать не меньше суток в сухом помещении до установки на шлифовальный станок.
Принцип работы ленточно-шлифовального станка
Ленточный шлифовальный станок состоит из столешницы с рабочим столиком для крепления режущего инструмента. Этот столик фиксируется в разных положениях относительно столешницы. Материалом для столешницы обычно служат ламинированные ДСП толщиной 25 миллиметров. Рабочий стол на роликах перемещается вручную или в поперечном направлении посредством механического привода по круглым направляющим, которые прикрепляются к суппортам.
Над столом располагается рабочая лента, надетая на неприводной и приводной шкивы. Шлифовальная лента натягивается и регулируется с помощью винтового устройства с пневмоцилиндром. Двухленточные шлифовальные станки имеют два одинаковых шлифовальных инструмента, которые размещаются последовательно на станине и имеют шлифовальные ленты, которые движутся навстречу друг другу.
Шлифование производится при поперечном движении рабочего стола и продольного перемещения короткого утюжка, который прижимает ленту к обрабатываемому материалу. Шлифовальные ленты в движение приводятся от электрического мотора через ременную передачу. Отходы, которые образуются при шлифовании, улавливаются пылеприемником, который присоединяется к эксгаустерной сети.
Назначая режим шлифования, рекомендуется по определенной шероховатости и свойствам материала, что обрабатывается, выбирать зернистость шкурки, скорость подачи и усилие прижима ленты к изделию. Зернистость шкурки принято выбирать, зависимо от твердости обрабатываемых материалов и требуемой шероховатости поверхности. Усилие прижима и скорость подачи являются взаимозависимыми величинами. При небольшом усилии и большой скорости подачи шкурки некоторые места поверхности способны не прошлифовываться, при большом давлении и малой подаче возможны прожоги и почернение материала.
Перед установкой ленты проверяют качество ее склеивания. Не стоит применять неправильно склеенные и надорванные шлифовальные ленты с неровным краем. При помощи маховичка можно уменьшить расстояние между шкивами и надеть ленту. Место склеивания размещается так, чтобы наружный со стороны абразива конец шва направлялся против рабочего движения шлифовальной ленты.
Натяжение ленты получается регулировать, перемещая натяжной ролик для ленточно-шлифовального станка или неприводной шкив. Не желательно слишком натягивать ленту, потому что это приводит к ее разрыву. Но шлифовальная лента при слабом натяжении проскальзывает по шкивам и нагреваться очень быстро. Силу натяжения устанавливают, зависимо от прочности основы режущего инструмента и определяют по стреле её прогиба при небольшом нажиме на нее.

Насколько правильно лента набегает, можно проверить при повороте шкива вручную или кратковременного включения электродвигателя. Ось шкива при соскальзывании ленты поворачивают рукояткой на небольшой угол и фиксируют стопорным устройством. После настройки ленточно-шлифовального станка включается система отсоса пыли, производится пробная обработка деталей и проверяется их качество.
Ленточно-шлифовальный станок с ручной подачей может обслуживать один рабочий. Перемещая изделие относительно режущего инструмента в продольном направлении, и поворачивая деталь вокруг оси, оператор в контакт с лентой последовательно вводит все участки, которые образуют обрабатываемую поверхность. При замедлении скорости или неосторожном движении возможно образование прошлифовки.
Отдельные участки детали принято шлифовать за несколько проходов. Достичь качественного выравнивания можно при правильном регулировании давления, которое оказывается на рукоятку утюжка, и скорости передвижения стола и утюжка. Давление при приближении к кромкам необходимо снижать, чтобы предотвратить их сошлифовывание. Для увеличения качества и производительности шлифования небольшие бруски укладывают на стол в ряд по нескольку штук одновременно.

Ленточно-шлифовальные станки с механической подачей изделий обслуживают два оператора. Один из них на конвейер укладывает деталь, ориентирует ее по ширине рабочего стола и направляет изделие под прижимные элементы станка. Детали при захвате конвейером нельзя передвигать в боковом направлении.
Не допускается подача в станок заготовок, которые имеют неодинаковую толщину, и деталей с грубыми дефектами поверхности. Скорость подачи и давление прижимной балки, как правило, в процессе обработки не регулируют. Второй оператор занимается приемом готовых деталей и следит, чтобы не возникало недопустимого закругления кромок и прошлифовки.
Изготовление ленточного шлифовального станка
Цена ленточно-шлифовальных станков от промышленного производителя достаточно высока, поэтому при их нечастом использовании мастера невольно задумываются – покупать оборудование или нет. Альтернатива покупке дорогого станка – сборка его своими руками. Основными деталями станка является станина, катки и двигатель.
Двигатель можно снять от старой стиральной машины. Станину вырежьте из толстого железа размером 500 на 180 на 20 миллиметров. Одну сторону ровно обрежьте на фрезерном станке по металлу, она требуется для крепления площадки с мотором. Габариты рабочей площадки -приблизительно 180 на 160 на 10 миллиметров. Сделайте разметку и просверлите три отверстия в торце ровно обрезанной станины. Необходимо притянуть площадку к станине тремя болтами.
Помните, что чем большую длину имеет рабочий стол, тем вы получите больше возможностей при выборе технологического приёма для шлифования и обработки изделия. Если длина обрабатываемой детали меньше или равна длине рабочего стола, то вы сможете достичь идеальной шлифовки намного проще, чем при передвижении крупной заготовки.
Двигатель должен плотно размещаться на станине. Он должен иметь мощность примерно 2,5-3,0 кВт и число оборотов в минуту порядка 1500. Если выбрать скорость движения шлифовальной ленты приблизительно 20 м/с, то диаметр барабанов должен составлять около 200 миллиметров. Таким образом, при достаточных оборотах двигателя редуктор для шлифовального станка не требуется.
Один из двух барабанов будет играть роль ведущего, который следует жёстко закрепить на валу движка, а другой натяжной должен свободно вращаться вокруг неподвижной оси на подшипниках. Стол со стороны ведомого барабана должен иметь некий скос, который будет обеспечивать плавное касание шлифовальной ленты поверхности рабочего стола, особенно это актуально для проклеенного стыка.
Изготовить натяжной барабан и барабан, что ведет шлифовальную ленту, вы можете из ДСП. Для этого нужно напилить заготовки из плиты габаритными размерами 200 на 200 миллиметров и из них собрать пакет в 240 миллиметров. Квадратные плитки или их пакет следует сложить на оси и проточить до диаметра около 200 миллиметров.
Помните, что в центре диаметр барабана должен быть на 2-3 миллиметра больше, чем по краям. При подобной геометрии поверхности гибкая шлифовальная лента будет располагаться посередине барабана. Оптимальной шириной ленты является показатель в 200 миллиметра. Из рулона наждачного полотна, что имеет ширину в 1 метр, легко получится склеить 5 подобных лент.
Клеить режущий инструмент необходимо встык, снизу подложив тонкий плотный материал, к примеру, брезент. Клей рекомендуется использовать самый качественный, который сможете раздобыть. На катки в обязательном порядке натяните резину, ширина которой достигает 30 миллиметров. Резину можно взять от камер мопеда или велосипеда.
На самодельном ленточном шлифовальном станке, кроме шлифовки деревянных изделий, для которых он собственно и предназначается, очень удобно затачивать инструменты с режущими поверхностями – стамески, ножи, топоры, секаторы. Еще одним плюсом данной шлифовальной машины является возможность работы с деталями, которые имеют криволинейную поверхность – для этого нужно шлифовать обрабатываемое изделие обратной стороной рабочей ленты.
Источник



