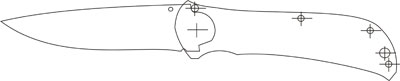
Изготовление ножа надо начинать с проекта. Первым делом сделать карандашные наброски будущих форм. Когда с формами клинка и рукояти определились — следует перенести этот рисунок в какой-либо векторный редактор. Проектировать взаимное расположение частей механизма вращения и фиксации клинка лучше с помощью компьютера. Как это делается с помощью программы CoreDRAW можно посмотреть тут:
Cкачать ролик: folder.avi (6.8 Mb)
После того, как проектирование на компьютере закончено — распечатываем рисунки и используем их как шаблоны для воплощения в металле.
Начинать непосредственно изготовление следует с клинка. Первым делом размечаем место под осевое отверстие. Сверлим его и уже ориентируясь по нему производим дальнейшую разметку клинка. Если поступить наоборот и разметить и вырезать клинок по контуру, а уже затем сверлить отверстие, то в процессе сверления, особенно в каленых заготовках, сверло может увести в сторону и все размеры «уплывут».
Перенеся контуры клинка на заготовку начинаем делать клинок. Обтачиваем с помощью «болгарки» и наждака по контуру. Для удобства удержания клинка в процессе выведения спусков сам клинок от заготовки пока не отрезаем и пятку клинка не формируем.
Для выведение спусков можно применять различные инструменты: «болгарки», наждаки, плоско-шлифовальные машинки, гриндеры. Я делаю грубую обточку спусков на наждаке и точную на плоско-шлифовальной машинке .
По завершению выведения спусков получаем такой клинок
Далее обтачиваем и формируем пятку клинка — клинок готов:
Далее приступаем к изготовлению боковых плашек.
Переносим изображение плашек на металл, особенно внмательно следует размечать отверстия.
Разметку отверстий достаточно сделать только на одной плашке.
Разметив отверстия приступаем к сверлению. Сверлить следует сразу две плашки, чтобы избежать возможных несовпадений отверстий.
Все отверстия я сверлю сверлом 2 мм., затем рассверливаю уже до нужных диаметров.
Просверлив все необходимые отверстия приступаем к вырезанию и обтачиванию одной плашки по контуру.
По готовой плашке производим разметку второй, точно совместив просверленные ранее отверстия.
Для точного совмещения отверстий желательно применять направляющие штифты нужного диаметра. Я бычно использую хвостовики сверл.
Вырезав вторую плашку подгоняем их под одни размеры, совместив отверстия и скрепив плашки.
Для скрепления плашек можно применить специальные стоечки, высота которых должна равняться толщине клинка плюс толщина всех шайб. Вместо отдельных стоек можно устаносить сплошную вставку. Материал вставки может быть различным от металлов до пластиков.
Плашки готовы и потихоньку начинают вырисовываться контуры ножа.
Далее рассверливаем в плашках отверстие под штифт стопора клинка, устанавливаем ось и штифт стопора, устанавливаем клинок и вторую плашку. Переводим клинок в открытое положение и отмечаем на плашке положение пятки клинка, точнее того места куда должен упираться лайнер замка. Далее размечаем лайнер и приступаем к его вырезанию.
Высверливаем отверстия в местах перегиба линии разреза и в конце линии. Закрепляем направляющую и вырезаем с помощью дримеля, отрезным кружком. Можно вырезать и ножевочным полотном. Для этого делают несколько отверстий в конце линии разреза, протачивают их надфилем, продевают в отверстие ножевочное полотно и выпиливают лайнер.
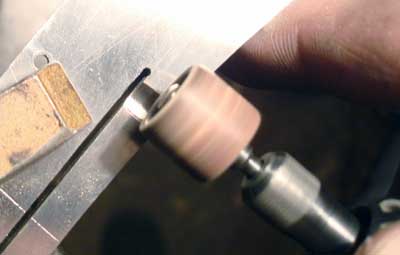
Вырезав лайнер — протачиваем небольшой паз, чтобы уменьшить жесткость лайнера. Протачивать лучше всего дримелем с помощью шарошек или валиков с наждачкой.
Прорезав и отогнув лайнер собираем нож и проверяем точность подгонки. Подгонку следует делать с установленными бронзовыми или фторопластовыми шайбами.
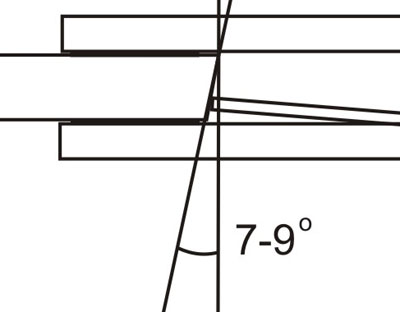
При необходимости подгоняем таким образом, чтобы пластина лайнера занимала положение в начале пятки клинка. Сама пятка клинка должна иметь скос, примерно 7-9 градусов. Этот скос обеспечивает выборку люфта замка.
На краю пластины лайнера необходимо установить маленький шарик, который обеспечит фиксацию клинка в закрытом состоянии. Под шарик высверливаем отверстие, меньшее диаметра шарика на 0,2 мм. Запресовывать шарик необходимо с помощью тисков, подложив со стороны шарика пластину твердого металла. Над поверхностью пластины шарик должен выступать примерно на 0,2-0,4 мм.
Закрашиваем маркером сторону клинка, обращенную к шарику и несколько раз закрываем-открываем нож. По прочерченому следу определяем где останавливатся шарик в закрытом положении клинка. В этом месте делаем небольшое углубление.
Следующий этап — изготовление притин.
Правую притину просто размечаем, обведя правую плашку по контуру. Левая притин, в отличии от правой имеет отверстие под ось, поэтому сначала сверлим отверстие, диаметр которого должен быть чуть больше диаметра шляпки винта оси. Вставляем ось в отверстие плашки и заготовки притины, закручиваем винт и размечаем левую притину по контуру плашки. Размеченые притины вырезаем по контуру, оставив по краям небольшие припуски — 0,5-1 мм. В правой притине необходимо сделать углубление под шляпку оси. Углубление можно выбрать дримелем, сверлом, торцевой фрезой.
Подготовив таким образом притины приступаем к их монтажу на плашки. Способы разные: пайка, склепка, точечная сварка и т.д. Наиболее доступные это пайка и склепка.
Для пайки понадобится паяльник, паяльная кислота, припой и источник тепла. В качестве паяльника лучше всего использовать массивный кусок меди, который разогревается в пламени горелки. Паяльная кислота — это соляная кислота, протравленная цинком. В качестве припоя годится ПОС-60, ПОС-90. Перед пайкой необходимо зачистить и облудить места пайки. Зачищается наждачной бумагой, надфилем. После зачистки, места пайки промазываем кислотой, берем, на хорошо разогретый паяльник, кусочек припоя и облуживаем поверхность. В процессе облуживания необходимо следить за тем, чтобы не оставалось пропусков и вся поверхность покрыласт ровным слоем припоя. Качественное облуживание и пайка возможны только при хорошем прогреве деталей.
После облуживания хорошо промываем детали в воде с содой, удаляя остатки кислоты. Далее облуженые детали зажимаем в тиски и начинаем прогревать горелкой с разных сторон. Для уменьшения потерь тепла под губки тисков надо проложить термоизолирующий материал, хорошо подходят обломки керамической плитки. По мере прогревания поджимаем тиски пока между деталями не появятся капельки выступившего припоя, после этого нагрев можно прекращать.
Пайка правой притины имеет особенности: сначала в плашку впаиваем ось ножа, а затем припаиваем притину, при этом вместо одной из керамических плиток используем кусок трубки бОльшего, чем ось диаметра.
После того, как притины будут припаяны, обтачиваем их до размеров плашек.
Так как нож предполагается довольно мощный, то притины дополнительно проклепываются несколькими заклепками. Для заклепок я использую электрод-нержавейку, диаметром 2,5 мм. Просверлив отверстия 2,5 мм. вставляем кусочки электрода и расклепываем. Собираем нож и проверяем работу всего механизма.
Нож почти готов, осталось сделать боковые накладки.
Материал может быть разнообразный, кому что нравится.
Итак, все комплектующие ножа готовы, остается собрать нож, еще раз убедиться в правильности работы замка. При необходимости подрегулировать.
Для более плавной работы механизма, его следует смазать машинным маслом.
Через некоторое время эксплуатации детали механизма притруться, клинок будет легко и плавно вращаться, пластина лайнера немного приподнимится вверх.
Источник
Типы замков складных ножей — описание и устройство
Какой вид ножевого замка лучше? Конкретного ответа на данный момент не существует, так как каждый механизм обладает своими весомыми плюсами и минусами. Многие люди при выборе ножа в описании сталкиваются с типом устройства замка для фиксации лезвия, но мало кто знает их отличительные черты и принцип работы.
В данном материале мы рассмотрим механизмы фиксации клинка, которые можно встретить в складных ножах: Axis Lock, Back Lock, Liner Lock, Button Lock и др.
Замок для ножей Back Lock
Back Lock работает на базе небольшого рычага на оси. Со стороны навершия в ручке ножа он подпружинен, и когда нож открывается, шип рычага заходит в специальный паз. Жесткость всей схемы зависит от того, какая пружина установлена в замок. Также следует учесть, что качественно изготовленный замок Back Lock практически не дает люфов и жестко фиксирует клинок. В противном случае речь идет о браке или же недобросовестной подделке. Впрочем, все ножи Ganzo проходят комплексную проверку на заводе и соответствуют всем строгим критериям качества. Все детали тщательно подогнаны друг к другу и обеспечивают исправную работу замка в каждом из предусмотренных положений.
В замках Back Lock нагрузка равномерно распределяется на ось детали-коромысла. Таким образом, нож получает добавочную стойкость к поперечным нагрузкам. А чтобы закрыть его, пользователю необходимо нажать на часть рычага, которая выступает с верхней части рукоятки.
Неоспоримым преимуществом замка Back Lock является его прочность. Этот механизм состоит из минимального количества деталей, что благоприятно сказывается на его долговечности. Также важно, что фиксаторы этого типа не нуждаются в специальном уходе. Достаточно следить за тем, чтобы в замок не забивалась грязь. Поэтому ножи, оснащенные этим фиксатором, хорошо подходят для использования в туристических целях и во время активного отдыха на природе.
Замок Back Lock относится к одному из наиболее широко распространенных. Наиболее часто его используют конструкторы Spyderco, также можно встретить в некоторых моделях ножей Ganzo, Gerber и др.
Замок для ножей Liner Lock (Frame Lock, Liner Quickly)
Liner Lock является одним из основных в современной ножевой индустрии. Его популярность обусловлена сочетанием простоты конструкции с ее высокой надежностью. Этот запирающий механизм состоит из минимального количества деталей, что способствует его долговечности. Основная часть замка — это лайнер, представляющий собою плоскую металлическую пластину. Прочность всей конструкции более всего зависит от качества металла.
Хороший замок Liner Lock заводит прижимную пружину за хвостовик клинка на расстояние, которое не меньше ширины самого хвостовика. В этом случае даже удары по обуху ножа не сместят положение лайнера и не дадут ножу закрыться. Чтобы сложить его, достаточно надавить одним пальцем на выступающую часть прижимной пластины и сдвинуть ее в сторону. Когда нож закрыт, его замок практически не заметен.
Помимо надежности фиксации клинка ножа, замок Liner Lock известен своей надежностью. Он неприхотлив в уходе и не так восприимчив к грязи, как штифтовые замки. Поэтому складной нож с замком Liner Lock отлично подходит для туристов, рыбаков, охотников и всех любителей отдыха на природе. Хотя периодическая очистка замка и всего ножа, безусловно, продлит срок его эксплуатации.
Замок Frame-Lock — это модификация Liner-Lock, отличается тем что запирающий штифт является частью рукояти , а не отдельная деталь.
Замок Liner Quickly сочетает в себе надежность замка Liner Lock и более удобный способ открытия/закрытия клинка одной рукой при помощи специального язычка. Язычок замка также служит для упора и дополнительной защиты руки от случайного соскальзывания на лезвие. На данный момент Ganzo наиболее часто использует замок Liner Quickly по сравнению с другими производителями.
Замок для ножей Compression Lock
Compression Lock по свойствам очень похож на Liner Lock, но запирающий механизм находится в верхней части рукояти. Принцип работы замка Compression Lock базируется на том, что лайнер входит между неподвижным ограничителем и взаимодействующей поверхностью клинка. Толщина пластины соответствует толщине плашки, обычно в диапазоне 1-1.5 мм. Часть лайнера, которая работает на сжатие намного короче чем у замка Liner Lock, что позволило избежать эффекта продольного изгиба. Поэтому Compression Lock по определению устойчивей и надёжней, чем Liner Lock.
Данный замок достаточно редкий, используется в основном в продукции Premium класса. Наиболее популярным примером является легендарный нож Spyderco Para-Military 2.
Замок для ножей Axis Lock ( Axis Assist)
Axis Lock — это штифтовый фиксатор, отличающийся небывалой прочностью и достаточно простой конструкцией. Принцип его действия заключается в том, что веретенообразный штифт при помощи пружин устанавливается перпендикулярно клинку ножа и фиксирует его в крайнем положении. Чтобы вновь сложить нож, необходимо вручную отодвинуть штифт, освобождая лезвие.
Преимущество данного вида ножевого замка состоит в его высокой прочности. Во время одного из испытаний механизма, было установлено, что Axis Lock выдерживает нагрузку 300 кг. Это неудивительно, ведь толщина металлического штифта составляет около 3 мм, а учитывая, что он создает совсем небольшой рычаг, деформировать эту деталь не так-то просто.
Вторым преимуществом ножевого замка Axis Lock является то, что открыть замок легко даже одной рукою. Механизм работает под правую и левую руку. Причем, хотя ножи с таким замком и не являются автоматическими, открыть их можно очень быстро, что особенно ценно в экстремальных ситуациях. А вот случайное изменение положения ножа, его конструкция полностью исключает.
Недостатком замка Axis Lock можно назвать его повышенную требовательность к чистоте. Впрочем, это же свойство характерно и для других штифтовых замков. Ножи с таким фиксатором необходимо периодически чистить и нельзя хранить совместно с предметами, частицы которых могут забиться в замок. Если же соблюдать это простое правило, складной нож с замком Axis Lock прослужит долгие годы, поддерживая надежность и работоспособность ножа.
Замок AXIS Assist был изобретен Benchmade как модификация Axis Lock, снабжен фиксатором-предохранителем. По комфорту и безопасности схож с Axis lock, основная особенность — полуавтоматический механизм, который обеспечивает быстрое раскрытие ножа одной рукой. Встречается только в моделях Benchmade.
Замок для ножей Ball Bearing Lock
Замок Ball Bearing Lock является запатентованной разработкой Spyderco, встречается только в ножах Gerber и Spyderco. По принципу работы Ball Bearing Lock очень схож с Axis Lock. Отличается тем, что в качестве блокировочного элемента используется стальной шарик, который впихивается между неподвижными частями рамки. Многие пользователи отмечают, что данный замок достаточно туго срабатывает и более похож на баловство, чем на инновационную разработку.
Замок для ножей Button Lock
Button Lock стал использоваться для автоматических ножей. Но позже, благодаря его удобству, производители начали оснащать таким фиксатором и другие виды складных ножей. Этот вид ножевого замка считается очень надежным и одним из наиболее прочных.
Работа фиксатора Button Lock основана на использовании штифта, состоящего из двух металлических цилиндров разного диаметра. Во время нажатия на кнопку, которая является выступающей из рукоятки частью штифта, более тонкая часть штифта заходит в выемку на клинке и освобождает его. После открытия ножа, лезвие жестко фиксируется широким цилиндром. Таким образом, замок отвечает за фиксацию лезвия ножа в каждом из положений: открытом или закрытом.
Качество замка Button Lock зависит от того, насколько точно подогнаны узкий и широкий цилиндры. Ведь если эти детали недостаточно плотно подогнаны, замок может периодически сбоить. Поэтому компания Ganzo уделяет большое внимание проверке качества всех ножей на этапе сборки и перед упаковкой готовой продукции. Ножи этого производителя изготовлены с соблюдением международных стандартов и прослужат своему владельцу длительный период времени даже при условии ежедневного использования.
Единственным недостатком ножа Button Lock можно назвать его требовательность к чистоте. Как и другие штифтовые механизмы, он восприимчив к попаданию внутрь любой грязи. Поэтому владельцы ножей с замком типа Button Lock должны особенно тщательно следить за их чистотой. Хранить такие ножи лучше всего в чехле.
Ассортимент моделей Ganzo с данным типом замка пока очень мал, но они отличаются запоминающим дизайном и высоким качеством сборки.
Для добавления комментариев необходимо зарегистрироваться на сайте

 Главная
Главная Главная
Главная Процесс изготовления
Процесс изготовления