
- Быстрозажимной прижим
- Из материалов нам понадобятся:
- Из инструментов нужны:
- Эксцентриковый зажим
- Преимущества:
- Недостатки:
- Конструкция эксцентрикового зажима
- Круглые эксцентрики
- Материалы кулачков
- Виды эксцентриковых зажимов
- Расчет эксцентриковых зажимов
- Расчет зажимов со стандартным эксцентриковым круглым кулачком (ГОСТ 9061-68)
- Струбцина: делаем в домашних условиях различных видов – варианты, чертежи, реализация
- Разновидности
- Как какую делать
- G-образные
- Видео: струбцины из профильной трубы
- F-образные
- Видео: самодельная F-образная струбцина
- Видео: эксцентриковая струбцина
- Видео: быстрый зажим – струбцина своими руками
Быстрозажимной прижим

Всем привет. Сегодня хочу рассказать, про изготовление такого необходимого (по крайней мере для меня) устройства, как «Быстрозажимной прижим». Очень часто бывает, что необходимо просверлить множество плоских деталей и их надо как-то зафиксировать. Конечно для удержания можно использовать и струбцину, но при постоянной смене деталей, много времени уходит на ослабление-стягивание струбцины, даже если она быстрозажимная. Поэтому, лично для меня, такая самоделка необходима. Плюс к этому, с помощью данного прижима, детали можно фиксировать не только с краю верстака, но и в центре. И так начнем процесс изготовления.
Из материалов нам понадобятся:
Из инструментов нужны:
Шаг первый. Разметка и резка деталей.
Берем обычную металлическую полосу.

Для начала, очищаю её от ржавчины. Далее, на очищенную полосу, наношу разметку соответствующую размерам наших будущих деталей.

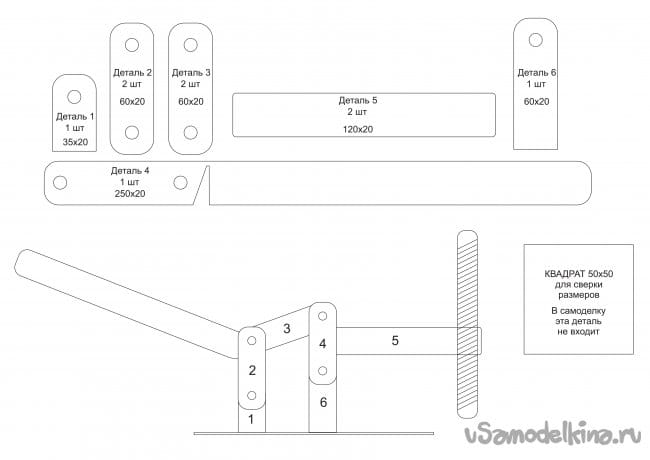
Нам необходимы детали следующих размеров: 60×20 мм — 5 шт., 120×20 мм — 2 шт., 35×20 мм — 1 шт. и 250×20 мм -1 шт.
Из них 4 детали 60×20 мм, будут являться соединяющими, детали размером 60×20 мм и 35×20 мм — будут стойками, две детали 120×20 мм, — плечом прижима и одна деталь размером 250×20 мм — рычагом.
Так же из листового металла, вырезаю основу для прижима. Размер строго не ограничен. Я взял размер: 100×150 мм.

Прикладываю схему с деталями. Схема выполнена на формате А4 и детали на ней начерчены в размер. Для удобства пронумеровал.
Шаг второй. Подготовка деталей и сверление отверстий.
После того как все детали у нас нарезаны в нужный размер, необходимо скруглить углы и высверлить отверстия. Скругляю углы деталей на глаз, с помощью шлифовального круга на болгарке. Особенная точность в данном случае думаю ни к чему, главное чтобы при последующем использовании, детали не цеплялись углами друг за друга.
На детали № 1 сверлим одно отверстие диаметром 6 мм на расстоянии 25 мм от нижнего края, до центра отверстия.
На деталях № 2 и № 3 (размером 60×20 мм) сверлим по краям 2 отверстия диаметром 6 мм. Расстояние между центрами отверстий равно 40 мм.
На детали № 4, которая будет являться ручкой, делаем наклонный разрез (как на фото), на расстоянии 75 мм от края, потом в этом месте сгибаем её. В дальнейшем свариваем место сгиба и зачищаем. После этого, на короткой части, сверлим по краям 2 отверстия диаметром 6 мм. Расстояние между центрами отверстий равно 55 мм.
И на детали № 6 сверлим одно отверстие, на расстоянии 50 мм от низа до центра отверстия.
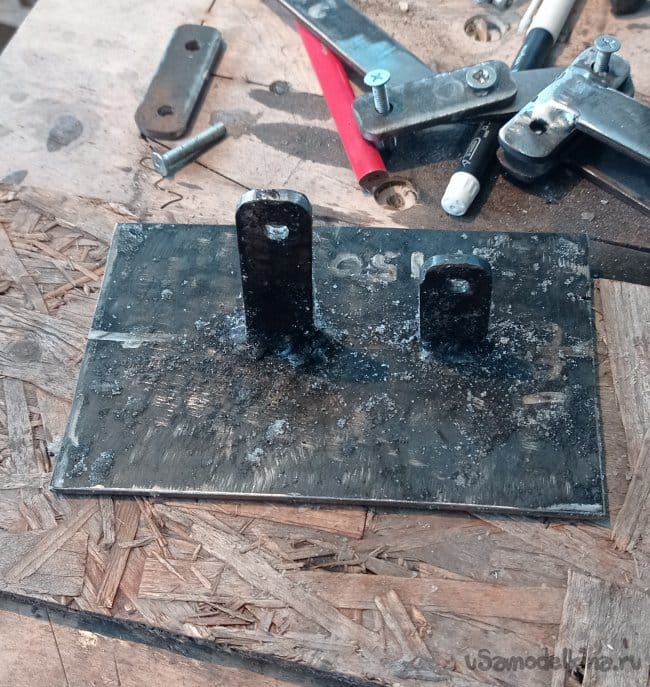
Получается примерно так.

Шаг третий. Сборка.
Сборку начинаю, с соединения с помощью сварки деталей № 3 и № 5. Каждую из этих деталей накладываю Т-образно и свариваю между собой.

После этого, сжимаю две получившиеся Т-образные фигуры струбциной и между концами деталей № 5 вставляю гайки М12. Можно конечно вместо двух, как у меня приварить и одну удлиненную, но у меня её не было. Поэтому предварительно вкрутив в них болт (для соосности), привариваю.


Зачищаю сварные швы и шлифую деталь.

Далее, примерно по центру пластины-основы, привариваю к ней стойки прижима (деталь № 1 и деталь № 6) на расстоянии 30 мм, между собой.
Ну вот самая сложная часть работы выполнена. Теперь собираю полученные детали на болты. Вкручиваю в приваренные гайки М12 болт шляпкой вниз, чтобы увеличить площадь прижима, а сверху на него накручиваю ещё одну гайку и барашек, для регулировки его по высоте. Испытываем.

Если все хорошо, то разбираем заново и красим, для предотвращения коррозии. У меня был только антигравий, поэтому покрыл им. Собираем, прикручиваем к столу и пользуемся.
Всем спасибо за внимание уделённое этой самоделке. Видео с показом её работы прикрепляю. За качество видео извиняюсь, но одной рукой крайне не удобно.
Источник
Эксцентриковый зажим
Эксцентриковый зажим является зажимным элементом усовершенствованных конструкции. Эксцентриковые зажимы (ЭЗМ) используются для непосредственного зажима заготовок и в сложных зажимных системах.
Ручные винтовые зажимы просты по конструкции, но имеют существенный недостаток — для закрепления детали рабочий должен выполнить большое количество вращательных движений ключом, что требует дополнительных затрат времени и усилий и в результате снижает производительность труда.
Приведенные соображения заставляют, там где это возможно, заменять ручные винтовые зажимы быстродействующими.
Эксцентриковый зажим хотя и отличается быстродействием, но не обеспечивает большой силы зажима детали, поэтому его применяют лишь при сравнительно небольших силах резания.
Преимущества:
- простота и компактность конструкции;
- широкое использование в конструкции стандартизованных деталей;
- удобство в наладке;
- способность к самоторможению;
- быстродействие (время срабатывания привода около 0.04 мин).
Недостатки:
- сосредоточенный характер сил, что не позволяет применять эксцентриковые механизмы для закрепления нежестких заготовок;
- силы закрепления круглыми эксцентриковыми кулачками нестабильны и существенно зависят от размеров заготовок;
- пониженная надежность в связи с интенсивным изнашиванием эксцентриковых кулачков.

Рис. 113. Эксцентриковый зажим: а — деталь не зажата; б — положение при зажатой детали
Конструкция эксцентрикового зажима
Круглый эксцентрик 1, представляющий собой диск со смещенным относительно его центра отверстием, показан на рис. 113, а. Эксцентрик свободно устанавливается на оси 2 и может вращаться вокруг нее. Расстояние е между центром С диска 1 и центром О оси называется эксцентриситетом.
К эксцентрику прикреплена рукоятка 3, поворотом которой осуществляется зажим детали в точке А (рис. 113, б). Из этого рисунка видно, что эксцентрик работает как криволинейный клин (см. заштрихованный участок). Во избежание отхода эксцентриков после зажима они должны быть самотормозящим и. Свойство самоторможения эксцентриков обеспечивается правильным выбором отношения диаметра D эксцентрика к его эксцентриситету е. Отношение D/e называется характеристикой эксцентрика.
При коэффициенте трения f = 0,1 (угол трения 5°43′) характеристика эксцентрика должна быть D/e ≥ 20 ,а при коэффициенте трения f = 0,15 (угол трения 8°30′)D/e ≥ 14.
Таким образом, все эксцентриковые зажимы, у которых диаметр D больше эксцентриситета е в 14 раз, обладают свойством самоторможения, т. е. обеспечивают надежный зажим.

Рисунок 5.5 — Схемы для расчета эксцентриковых кулачков: а – круглых, нестандартных; б- выполненных по спирали Архимеда.
В состав эксцентриковых зажимных механизмов входят эксцентриковые кулачки, опоры под них, цапфы, рукоятки и другие элементы. Различают три типа эксцентриковых кулачков: круглые с цилиндрической рабочей поверхностью; криволинейные, рабочие поверхности которых очерчены по спирали Архимеда (реже – по эвольвенте или логарифмической спирали); торцевые.
Круглые эксцентрики
Наибольшее распространение, из-за простоты изготовления, получили круглые эксцентрики.
Круглый эксцентрик (в соответствии с рисунком 5.5а) представляет собой диск или валик, поворачиваемый вокруг оси, смещенной относительно геометрической оси эксцентрика на величину А, называемой эксцентриситетом.
Криволинейные эксцентриковые кулачки (в соответствии с рисунком 5.5б) по сравнению с круглыми обеспечивают стабильную силу закрепления и больший (до 150°) угол поворота.
Материалы кулачков
Эксцентриковые кулачки изготавливают из стали 20Х с цементацией на глубину 0.8…1.2 мм и закалкой до твердости HRCэ 55-61.
Виды эксцентриковых зажимов
Эксцентриковые кулачки различают следующих конструктивных исполнений: круглые эксцентриковые (ГОСТ 9061-68), эксцентриковые (ГОСТ 12189-66), эксцентриковые сдвоенные (ГОСТ 12190-66), эксцентриковые вильчатые (ГОСТ 12191-66), эксцентриковые двухопорные (ГОСТ 12468-67).
Практическое использование эксцентриковых механизмов в различных зажимных устройствах показано на рисунке 5.7

Рисунок 5.7 — Виды эксцентриковых зажимных механизмов
Расчет эксцентриковых зажимов
Исходными данными для определения геометрических параметров эксцентриков являются: допуск δ размера заготовки от ее установочной базы до места приложения зажимной силы; угол a поворота эксцентрика от нулевого (начального) положения; потребная сила FЗ зажима детали. Основными конструктивными параметрами эксцентриков являются: эксцентриситет А; диаметр dц и ширина b цапфы (оси) эксцентрика; наружный диаметр эксцентрика D; ширина рабочей части эксцентрика В.
Расчеты эксцентриковых зажимных механизмов выполняют в следующей последовательности:
Расчет зажимов со стандартным эксцентриковым круглым кулачком (ГОСТ 9061-68)
1. Определяют ход hк эксцентрикового кулачка, мм.:
Если угол поворота эксцентрикового кулачка не имеет ограничений (a ≤ 130°), то

где δ — допуск размера заготовки в направлении зажима, мм;
D гар = 0,2…0,4 мм – гарантированный зазор для удобной установки и снятия заготовки;
J = 9800…19600 кН/м – жёсткость эксцентрикового ЭЗМ;
D = 0,4. 0,6 hк мм – запас хода, учитывающий износ и погрешности изготовления эксцентрикового кулачка.
Если угол поворота эксцентрикового кулачка ограничен (a ≤ 60°), то

2. Пользуясь таблицами 5.5 и 5.6 подбирают стандартный эксцентриковый кулачок. При этом должны соблюдаться условия: Fз ≤ Fз max и h к ≤ h (размеры, материал, термическая обработка и другие технические условия по ГОСТ 9061-68. Проверять стандартный эксцентриковый кулачок на прочность нет необходимости.
Таблица 5.5 -Стандартный круглый эксцентриковый кулачок (ГОСТ 9061-68)
Источник
Струбцина: делаем в домашних условиях различных видов – варианты, чертежи, реализация

Бухают мастера-кустари. Простите, ведут задушевную беседу. У одного вместо сакраментального «Вася, ты меня уважаешь?» с языка срывается «Вась, а сколько бы ты рук себе хотел?» Тот призадумывается: «Сколько? Да кто ж его знает… Ну, сколько там по работе надо…»
Рук, понятно, чтобы придержать, прижать, подхватить, и пр. Поэтому такого вспомогательного инструмента, как временные съемные зажимы различных видов – струбцины – мастеровому человеку всегда не хватает. Не хватало и во времена, когда эти самые струбцины стоили копейки. Сейчас за хорошую струбцину могут запросить и поболее 1000 руб. При том, что теперь и в мелком штучном производстве широко распространены электроинструмент, электро- и газосварка, склеивание под давлением и др. технологии, требующие надежного удерживания деталей на время рабочего процесса. Назначение настоящей статьи – рассказать читателю, как в домашних условиях изготавливается струбцина своими руками. Желательно – из подручных материалов с минимальной потребностью в сварочных и токарных работах.
Примечание: по-английски струбцина cramp (винтовая), bar clamp (пружинно-рычажная) или просто clamp, аналогично тому, как отвертку (screw driver) зачастую обзывают просто screw. Человек, неплохо знающий разговорный английский, но незнакомый с особенностями технического (это очень разные языки), услышав что-то вроде «Give me screw driver», скорее всего не поймет, чего от него хотят. Тем более, что малообразованные англоязычные артикли чаще всего «глотают». Вдруг вам доведется оказаться в подобной ситуации, прислушивайтесь: «the screw» (именно отвертка) означает инструмент, а «a screw» – какой-то резьбовый метиз (винт, шуруп), который им крутят.
Разновидности
Целью данной публикации не является соорудить нечто вроде энциклопедии монтажных зажимов – их много видов, а патентов на новые, «супер-супер», еще больше. Наша задача – показать, какие из струбцин более всего надобны в домашней мастерской, и как лучше всего сделать струбцину, не тратя много материала и времени.
Наиболее употребительные в кустарном производстве виды струбцин показаны на рис:

- G-образная (G-cramp; G-clamp) – самая остая, надежная и дешевая из струбцин общего назначения. Недостатки: долго затягивается и может провернуть склеиваемые детали, если шарнир упора некачественный или неухоженный. Последнее довольно существенно: не схватившийся клеевой слой неплохая смазка, а разнимать и вновь сжимать склеиваемые поверхности нежелательно, прочность высохшего стыка от этого резко падает. Кроме того, обычная G-струбцина плохо держит круглые детали, поэтому для фиксации труб либо круглого профиля для сварки или пайки встык используется специальная трубная струбцина (см. след. рис.). Собранный из обычной конструкционной стали s=(2,5-4) мм, такой варной зажим обеспечивает надежную фиксацию труб до d(120-150)х(1,5-4) мм.

Струбцина для сварки и пайки труб встык
Как какую делать
Любую из описанных выше струбцин можно изготовить самостоятельно в домашней мастерской. Столярные струбцины делаются из металла – деревянные станина и губки инструмента не выдержат противодавления материала детали(ей), зажим ослабнет уже во время работы, а сама струбцина придет в негодность. С варными и паечными струбцинами и так понятно: только металл; дерево – горючий материал.
Столярные струбцины для работ с ценным деревом либо изделиями лучше делать деревянными, но можно пользоваться и металлическими с проставками из фанеры или ровной драни. Струбцины для склеивания в пласть (на толстые заготовки из нескольких тонких) лучше использовать деревянные, даже если клеится металл или пластик – деревянные губки дают более равномерное распределение давления по плоскости и, соответственно, лучшее качество склейки. Хрупкие детали (стеклянные и т.п.) сжимаются для склеивания только деревянными струбцинами.
G-образные
Станины G-струбцин фабричного производства выполняются литыми. В гараже или сарае, даже в кузне на своем участке, организовать сталелитейку нельзя. Поскольку G-струбцины как самые «хваткие» применяются преимущественно в слесарно-сварочных работах с довольно длинными и/или тяжелыми деталями, то и самодельную G-образную струбцину нужно делать из металла на сварке или цельной.
Мастера-умельцы часто сваривают себе струбцины из листовой стали, поз. 1 на рис.:

Самодельные G-образные струбцины
Видимо, копируя профиль станин заводских изделий, что в данном случае неправильно. Профили литых станин струбцин показаны на поз. 2. Обратите внимание на зализы и галтели (показаны стрелками). Сглаживание профиля необходимо во избежание концентрации механических напряжений: они «любят» углы и щели, как постельные клопы. Но сварочный шов не работает, как галтель! Нет, струбцина скорее всего не сломается и не погнется. Однако отдачей зажатой детали станину немного поведет, и добиться точной фиксации будет трудно, причем не исключается и проворот детали при затягивании зажима.
Вполне надежны самодельные струбцины из отрезков швеллера (поз. 3). Недостатки – трудоемки, несоразмерно тяжелы сравнительно с шириной захвата. Резать швеллер на станины струбцин можно, если вам нужно будет сжимать детали очень сильно. Оптимальный вариант станин струбцин для обычных работ – из профильной трубы квадратного сечения, поз. 4. В зависимости от типоразмера и толщины стенок заготовки струбцины из профтрубы можно делать на ширину захвата до 1 м и более, см. видео:
Видео: струбцины из профильной трубы
Примечание: об изготовлении самого ответственного узла G-струбцины – винтового зажима – см. в конце, поскольку он применяется и в струбцинах других типов.
Разновидностью G-струбцины является поджимная, которую условно можно бы назвать GE-струбциной. Поджимные струбцины хорошо известны строителям маломерных судов из дерева, однако будут весьма полезны и в малом деревянном строительстве (напр. дачного или каркасного дома, хозблока и т.п.).
Чертежи поджимной струбцины и способ их применения показаны на рис.:

Чертежи и порядок применения поджимных струбцин
К примеру, при зашивке, скажем, ригеля (стропильной конструкции) крыши каждая следующая доска сначала плотно прижимается к предыдущей, а уж затем крепится к стропильным балкам. Соответственно, надежность и долговечность всего кровельного пирога намного возрастают.
F-образные
Устройство F-струбцины, так сказать, в полном комплекте, показано на след. рис.:

Устройство F-образной струбцины
В ходе использования башмак двигают по направляющей, пока пятка не коснется детали. Тогда большим пальцем руки сдвигают собачку или нажимают на нее (в зависимости от конструкции фиксатора), при этом башмак заклинивается на направляющей. Тогда деталь дожимают поворотом рукояти винтового зажима, или отводя курок эксцентрикового прижима. Расфиксация и разжимание – в обратном порядке.
Городить сложный фиксирующий механизм в самодельной F-струбцине особого смысла нет. Тогда для заклинивания башмака нажимают на его внутренний обушок, или слегка бьют туда легким молоточком, если струбцина мощная, широкозахватная. Как правило, ползун саморасклинивается уже при разжатии винта или вбросе курка в гнездо. Если же башмак заело, расклинивают его легким ударом по наружному обушку со стороны упора (в направлении, обратном заклинивающему).
Слева на след. рис. даны чертежи быстрозажимной F-струбцины с губками из дерева. В центре – внешний вид инструмента, а справа – порядок пользования им. Размеры пересчитаны из дюймовых; их можно округлить до ближайших целых мм.

Чертежи, внешний вид и порядок использования F-струбцины с губками из дерева
Основное назначение данной струбцины – прижим при склеивании в пласть. Предпочтительный материал губок – клен, вяз, граб, бук, дуб или др. древесина, сочетающая в себе высокую прочность и вязкость; из такого дерева делают, например, упорные гребенки фуговальных и копировальных станков по дереву. О других вариантах самодельных быстрозажимных струбцин см. подборку видео:
Видео: самодельная F-образная струбцина
Видео: эксцентриковая струбцина
Видео: быстрый зажим – струбцина своими руками
Источник



