
- Самодельный круглопалочный станок чертежи
- Делаем самодельный круглопалочный станок. Часть 1
- Делаем самодельный круглопалочный станок. Часть 1
- Круглопалочные станки
- Назначение круглопалочников
- Устройство и особенности моделей
- Рекомендации по выбору и эксплуатации
- Круглопалочный станок своими руками чертежи
- Делаем круглопалочный станок самостоятельно
- ЧПУ станок своими руками. Часть 2. Выбираем структуру и параметры станка
- СТАНОК С ЧПУ СВОИМИ РУКАМИ. ПОДГОТОВИТЕЛЬНЫЕ ЭТАПЫ
- Этап 1. Выбираем характеристики станка
- Этап 2. Тип компоновки
- Этап 3. Размер рабочего поля
- Этап 4. Размер станка с ЧПУ
- Этап 5. Точность
- Этап 6. Из чего делать станок с ЧПУ
Самодельный круглопалочный станок чертежи
Самодельный круглопалочный станок, чертежи и краткое описание оборудования способного изготавливать черенки диаметром от двадцати до сорока миллиметров.
Станок состоит из следующих частей:

• станина
• электропривод
• шпиндель
• подающий ролик
• принимающие ролики
Чертеж круглопалочного станка
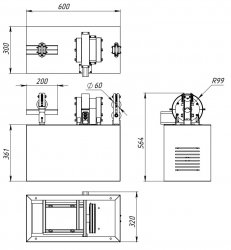
Станина сваривается из швеллера (1) № 5, уголка (2) 35х35х5 и листового металла (3) толщиной 5 (мм).

Электропривод состоит из: электродвигателя (4) АИР 100 S2; поворотной площадки (5); шкива (6) диаметром 180 (мм); ремень клиновидный (7), сечение А, расчетная длина 1120 Lp (мм), межосевое расстояние 320 (мм); винт (8) натяжителя.

9. Ножевая головка со шкивом диаметром 125 (мм).
10. Корпус подшипника.
11. Защитный кожух ременной передачи.
12. Кожух стружкоотделения.
13. Подшипник SKF 7215 BECBP.
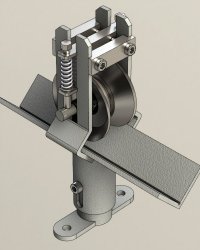
Лоток устанавливается неподвижно (фиксируется винтом к трубе основания).
Ось верхнего ролика перемещается под действием пружин сжатия (верхняя точка фиксируется гайками к направляющим и обеспечивает необходимое усилие прижима обрабатываемой заготовки).

Ось нижнего ролика устанавливается неподвижно (фиксируется гайками к направляющим).
Ось верхнего ролика перемещается по аналогии с подающим роликом.
Настройка круглопалочного станка.
В шпиндель вставляется эталон заготовка, которая соответствует диаметру изготовляемого черенка, на ножевой головке крепятся резцы таким образом, чтобы они едва касались кончиков ножей при вращении эталона.
Принимающие и подающие ролики, также настраиваются эталон заготовкой.
Вмятины на готовом изделии от роликов не должны превышать 0,2…0,3 (мм).
Источник
Делаем самодельный круглопалочный станок. Часть 1
Делаем самодельный круглопалочный станок. Часть 1
Спойлер: разберем подробнее создание каретки для верхнего фрезера.
Продолжение в часть 2.
Спасибо тем, кто дочитывает и комментирует! Тем, кто ставит лайки и подписывается, отдельная благодарность! Хотите больше интересных публикаций из личного опыта мастера деревянных игрушек?
Все просто! Я сейчас по уши занят основной работой, но в ваших силах это изменить. Все что требуется — дочитывание, лайк и комментарий! Давайте делать друг друга свободными от рабочих будней!
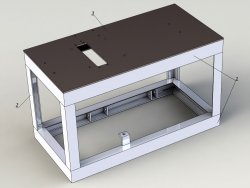
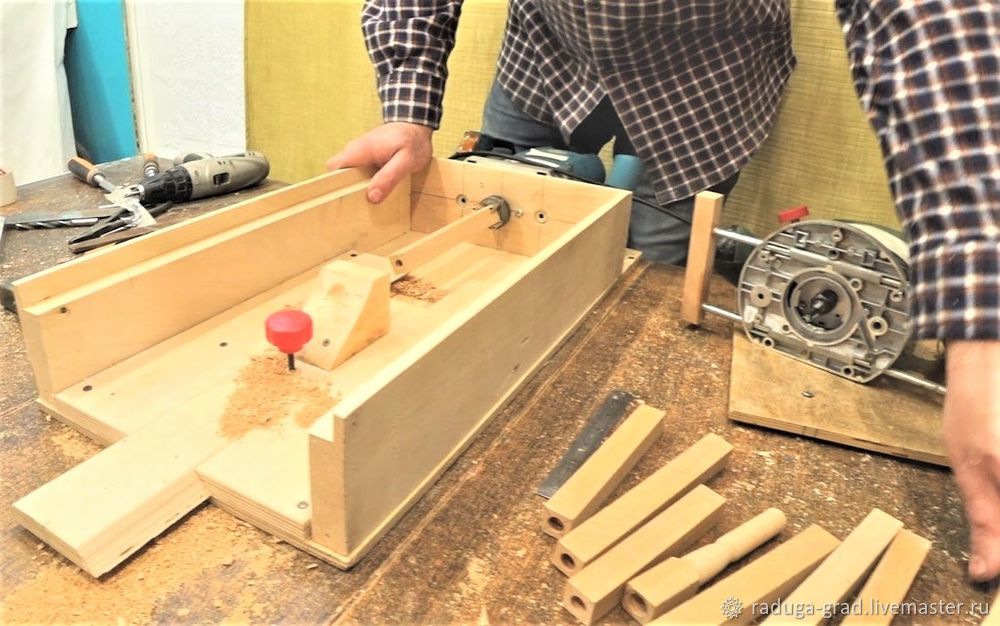
Видите мое довольное лицо? Я закончил свой недельный проект по созданию варианта круглопалочного станка своими руками из двух фрезеров.
![]()
Подробнее можно посмотреть в видео:
Модели фрезеров писать не буду, спецы и так все поймут. Напишу сразу о своих впечатлениях о станке. Он полностью рабочий и функциональный!
Ушли в прошлое мои поездки к токарям и ожидание очереди, переплаты на маленький заказ. Иногда вот не хватает буквально десяток осей на пирамидки и все, день пропал зря.
Теперь все палочки и оси могу делать сам, работаю на станке регулярно. Минимальный диаметр палочки, который выточил — 10 мм, максимальный — 40 мм, это для колонн в конструктор.
Мне большие диаметры и не нужны. А более мелкие заказываю много и недорого (постоянно нужны оси на машинки), поэтому сам с ними возиться не стал. Длина палочки которую могу выточить до 40 см.
Отличная схема с названиями.
![]()
С уть идеи для разработки данного станка: Нижний фрезер вращает палочку, верхний срезает с нее лишнее и палочка получается круглой.
![]()
Основная задача была технически продумать конструкцию. Чертеж я не делал. И грамотно собрать, чтобы все точно центровалось и углы были строго 90 градусов.
Вместо нижнего фрезера я считаю, что лучше взять дрель с регулировкой скорости. Почему мне не до конца нравиться фрезер? Дает слишком сильные обороты вращения заготовки, это не требуется.
Для верха подойдет только фрезер, естественно, так как нужна режущая сила.
Каретку под него сейчас и показываю, как делал.
![]()
Центральный вращающий элемент снял со старой УШМ. Это шток редуктора вместе с зажимными шайбами и подшипником.
![]()
![]()
Если интересно, пишите, отдельно расскажу детали его доработки. Главное, концевик диаметром 8 мм точно подошел по диаметру к цанге фрезера.
![]()
![]()
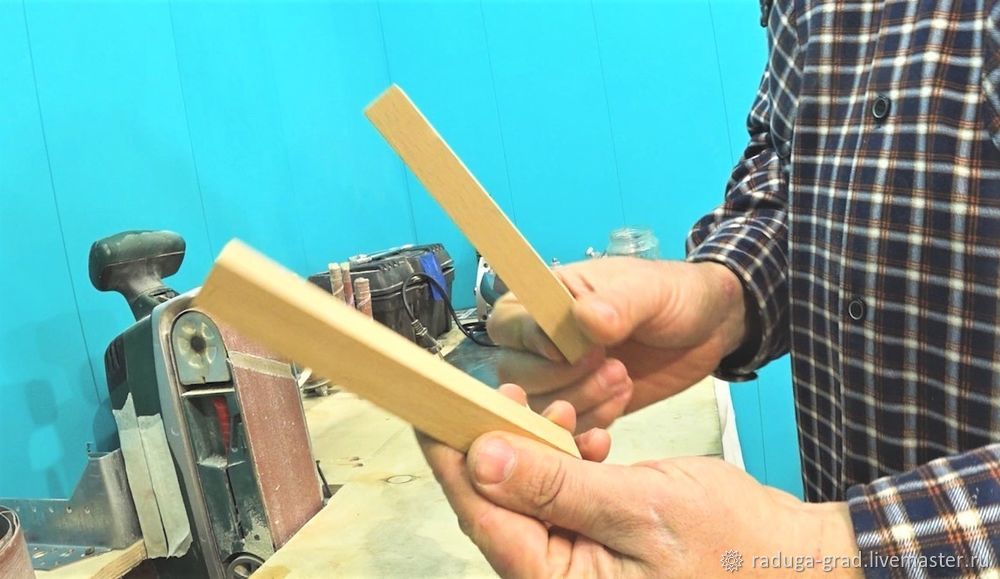
Нарезаем палочки сечением 20х20 мм, длиной 15 см.
![]()
В комплекте к фрезеру шел параллельный упор. Я как-то давно им не пользовался, но в данном проекте металлические шпильки от него мне отлично пригодились.
![]()
Вставляем шпильки в плиту скольжения фрезера и замеряем расстояние между их центрами.
![]()
Отмечаем это расстояние на двух подготовленных палочках сечением 20х20 мм
![]()
Размечаем центр отверстия под сверло. Измеряем точно, так как это основа верхней каретки и свободного скольжения по ней верхнего фрезера.
![]()
Замеряю диаметр шпильки и подбираю сверло.
![]()
Высверливаем четыре отверстия.
![]()
Диаметр их точно соответствует диаметру шпилек.
![]()
Мне даже пристукнуть их немного пришлось на место.
![]()
Для надежности фиксирую клеем.
![]()
Проливаю не жалея. Даю время всей конструкции хорошо просохнуть.
![]()
Тестовые пробы. Шпильки скользят, ход плавный. Каретка готова.
![]()
Проверяем плавность скольжения фрезера по шпилькам на горизонтальной поверхности.
![]()
![]()
Продолжение во второй части. Спойлер: Во второй части собираем коробку, крепим нижний фрезер и тестируем.
Понравилось? Информация была полезна? Поставь Лайк!
Круглопалочные станки

Предназначены для получения цилиндрических (круглых) деталей из заготовок квадратного сечения различных пород древесины, а также синтетических материалов. Станок применяется для производства мебели, изделий хозяйственно-бытового назначения, спортинвентаря и других изделий, в которых используются цилиндрические детали диаметром от 10 до 60 мм. Станок КП-62 оснащен двумя рядами подающих роликов и обеспечивает надежную протяжку заготовки и лучшую геометрию изделия по сравнению со станками, оснащенными одним рядом подающих роликов.

Предназначены для получения цилиндрических (круглых) деталей из заготовок квадратного сечения различных пород древесины, а также синтетических материалов. Станки применяются для производства мебели, изделий хозяйственно-бытового назначения, спортинвентаря и других изделий, в которых используются цилиндрические детали.


Станки предназначены для качественной шлифовки изделий круглого сечения. Применяются для производства мебели, изделий хозяйственно-бытового назначения, спортинвентаря и других изделий, в которых используются цилиндрические деревянные детали диаметром от 10 до 60 мм. Позволяет выполнять промежуточное (белое) шлифование загрунтованных и лакированных поверхностей. Качество получаемой поверхности позволяет наносить лакокрасочное покрытие без дополнительной обработки.

Станок предназначен для качественной шлифовки изделий круглого сечения. Применяется для производства мебели, изделий хозяйственно-бытового назначения, спортинвентаря и других изделий, в которых используются цилиндрические деревянные детали диаметром от 10 до 60 мм. Бесступенчатая регулировка скорости подачи при помощи изменения угла наклона подающего обрезиненного ролика. Позволяет выполнять промежуточное (белое) шлифование загрунтованных и лакированных поверхностей.

Диаметр: 20 — 40 мм Мощность: 1,5 кВт Частота оборотов: 5000 об/мин Вес: 130 кг

Диаметр: 15 — 60 мм Мощность: 3 кВт Частота оборотов: 4000 об/мин Вес: 250 кг

Станок предназначен для изготовления цилиндрических деталей из заготовок квадратного сечения. Станина — сварная, коробчатого типа. Подача заготовок на станке производится посредством подающих и приёмных роликов. Первая пара роликов – рифленые, подающие. Вторая пара – гладкие, осуществляют надёжное базирование и вывод заготовки из зоны резания. Все четыре ролика приводные. Изменение скорости подачи – ступенчатое. Обработка, производится непосредственно в ножевой головке, приводимую в движение от высокоскоростного электродвигателя. В качестве режущих элементов – используются ножи, изготовленные из износостойкой стали.

Станок предназначен для качественной шлифовки изделий круглого сечения. Применяется для производства мебели, изделий хозяйственно-бытового назначения, спортинвентаря и других изделий, в которых используются цилиндрические деревянные и металлические детали диаметром от 10 до 80 мм. Станок отличает высокая жесткость, отсутствие вибраций, легкость настроек и простота в эксплуатации.

Ножи подходят к круглопалочным станкам КП-60, КП-61, КП-62, Мс9060, FS-60.
Станок для обработки торцов черенков, круглых палок под конус и скругление. Оснащается насадными фрезами. Фрезы крепятся на вал электродвигателя. Для обеспечения безопасности работы фреза закрыта защитным кожухом. Станок оборудован механизмом безопасной подачи обрабатываемой заготовки, обеспечивая надежную ее фиксацию и исключая прокручивание. Механизм легко настраивается под необходимый диаметр заготовки. При подаче оператору нет необходимости удерживать заготовку руками. Одновременно зажим и подача заготовки осуществляется за ручку прижимного механизма.
На сайте Станкофф.RU вы можете купить станки для изготовления черенков ведущих производителей. В наличии и под заказ более 14 моделей станков для черенков по лучшим ценам. Только выгодные предложения с подробными описаниями и фото. Уточняйте цены у менеджеров.
Назначение круглопалочников
Изготовление элементов цилиндрической или конической формы возможно на различных видах деревообрабатывающих агрегатов, но если производство является серийным, целесообразно приобретёте специализированное оборудование. Станки для производства черенков, предлагаемые компанией Станкофф.RU, используются для создания деталей с круглым сечением различного назначения и с одинаковым качеством обрабатывают заготовки из дерева или синтетических видов материала.
Круглопалочные станки из нашего каталога принадлежат к обособленной группе технических устройств, включающей специализированное оборудование для изготовления деталей с круглым сечением путем удаления излишков материала с поверхности квадратных заготовок. Агрегат применяется в производстве изделий с диаметром до 50 мм, имеющих прямую, коническую или закругленную форму торца. Круглопалочные устройства используются для создания предметов с постоянным размером сечения и переменным изменением диаметра по длине, гладкой поверхностью или наличием углублений, накаток и канавок.
Возможность приобрести на нашем сайте круглопалочный станок позволяет наладить производство:
- черенков для строительного и садово-огородного инвентаря;
- элементов для сборки мебели, строительных материалов;
- рукояток для различных видов инструмента;
- спортивных принадлежностей;
- других предметов хозяйственно-бытового назначения.
Формирование торцовой части изделия может выполняться на специализированной установке, оснащенной фрезеровочным инструментом для закругления заготовки или образования конуса. Круглошлифовальный станок предназначен для чистовой обработки деталей и используются при выполнении качественной шлифовки цилиндрических элементов из древесины или металла. Поверхность получает высокую чистоту и точность обработки при шлифовке абразивными кругами или лентами с различной зернистостью.
Устройство и особенности моделей
Характеристики и эксплуатационные параметры оборудования подробно описываются в техническом паспорте, но информация о фактической работе станка поможет наиболее эффективно эксплуатировать конкретную модель устройства. Качественная и точная обработка деталей на круглопалочных агрегатах выполняется за счет:
- жесткой системы базирования узлов и механизмов;
- высокой частоты вращения рабочего вала;
- повышенной прочности режущего инструмента.
Особенностью конструкции станков для изготовления черенков, представленных в нашем каталоге, является наличие пустотелого шпинделя. Фрезерование поверхности производится при вращении ножевой головки, через полость которой пропускается заготовка с прямоугольным сечением. Режущий инструмент изготавливается из стали с повышенной стойкостью к износу. Специфическая форма рифленых подающих вальцов позволяет выполнять надежный захват обрабатываемого материала и подачу заготовки к режущему механизму. Готовое изделие принимают обрезиненные ролики цилиндрической формы, исключающие появление повреждений гладкой поверхности.
Рекомендации по выбору и эксплуатации
Достаточно большой выбор моделей дает возможность купить круглопалочник с наиболее подходящими характеристиками. Конфигурация предназначенных для обработки заготовок должна в точности соответствовать требованиям производителя, указанным в паспорте оборудования. Превышение допустимых отклонений и наличие в структуре материала металлических включений являются нарушением техники безопасности и приводят к аварийным ситуациям.
Для организации рентабельного производства следует сопоставить номенклатуру и объем предполагаемой к выпуску продукции с техническими параметрами станка:
- мощность двигателя;
- скорость подачи материала;
- количество ножей на рабочей головке;
- длина заготовки;
- диаметр получаемого изделия.
Производительность станка для черенков лопат в несколько раз превышает возможности других видов токарного и фрезеровочного оборудования, но следует учесть, что при ручной подаче заготовок скорость работы будет пониженной. Обычно станки комплектуются оправками для контроля размеров получаемых изделий.
При эксплуатации круглошлифовального станка плоскость абразивного инструмента имеет свойство покрываться слоем смолистых отложений, оставляя практически неизношенной поверхность лент, дисков или барабанов. Регулярная сухая очистка расходников с применением специального каучукового карандаша позволит намного повысить качество обработки и сделает работу безопасной.
Круглопалочный станок своими руками чертежи
Наш ДомСтрой – это место для настоящих профессионалов строительного и ремонтного дела. Мы поможем Вам в постройке дома своей мечты.
Делаем круглопалочный станок самостоятельно
В данной статье мы расскажем, как сделать круглопалочные станки своими руками – быстро, дешево, без лишних усилий и из попавшихся под руку материалов.
Вам понадобятся детали из круглого стального проката: 
2. Два корпуса плашкодержателя (36х41х15).
3. Корпус подшипника (41х46х18).
Помимо этого, потребуется:
– фиксирующий винт из шестигранного стального проката (13х13);
– вал из стальной трубы (25х300);
– станина из ДСП (500х300).
Итак, приступаем к сборке круглопалочного станка:
1. Подрезанием торец заготовки на токарном станке.
2. Разрезаем металл ножовкой.
3. Затачиваем цилиндрической поверхности на токарном станке.
4. Делаем резьбу.
5. Размечаем заготовки.
6. Просверливаем детали на сверлильном станке.
7. Наносим внутреннюю резьбу.
8. ДСП распиливаем столярной ножовкой.
9. Полируем детали.
10. Собираем детали, соединяя их резьбовыми соединениями и при помощи шурупов.
Будьте внимательны при растачивании корпусов подшипников и плашкодержателей, а также когда притупите к заточке наружной цилиндрической поверхности! Работа с этими деталями представляет наибольшую трудность.
Таким образом, у вас получился хороший круглопалочный станок собственного изготовления. С ним Вы сможете изготавливать цилиндрические детали диаметром от 6 до 16 мм. Работать он будет при помощи вала, прикрепленного к станине хомутами на двух корпусах шарикоподшипников. К валу приведены шкив, два плашкодержателя и ременная передача, через которые он будет запускаться электродвигателем. Чтобы сделать цилиндрическую деталь, нужно положить квадратный брусок на резьбонарезную плашку. Вращающийся инструмент обрежет брусок, тот примет цилиндрическую форму, и из шпинделя выйдет готовая цилиндрическая деталь.
Спойлер: разберем подробнее создание каретки для верхнего фрезера.
Продолжение в часть 2.
Спасибо тем, кто дочитывает и комментирует! Тем, кто ставит лайки и подписывается, отдельная благодарность! Хотите больше интересных публикаций из личного опыта мастера деревянных игрушек?
Все просто! Я сейчас по уши занят основной работой, но в ваших силах это изменить. Все что требуется — дочитывание, лайк и комментарий! Давайте делать друг друга свободными от рабочих будней!
Видите мое довольное лицо? Я закончил свой недельный проект по созданию варианта круглопалочного станка своими руками из двух фрезеров.

Подробнее можно посмотреть в видео:
Модели фрезеров писать не буду, спецы и так все поймут. Напишу сразу о своих впечатлениях о станке. Он полностью рабочий и функциональный!
Ушли в прошлое мои поездки к токарям и ожидание очереди, переплаты на маленький заказ. Иногда вот не хватает буквально десяток осей на пирамидки и все, день пропал зря.
Теперь все палочки и оси могу делать сам, работаю на станке регулярно. Минимальный диаметр палочки, который выточил — 10 мм, максимальный — 40 мм, это для колонн в конструктор.
Мне большие диаметры и не нужны. А более мелкие заказываю много и недорого (постоянно нужны оси на машинки), поэтому сам с ними возиться не стал. Длина палочки которую могу выточить до 40 см.
Отличная схема с названиями.

С уть идеи для разработки данного станка: Нижний фрезер вращает палочку, верхний срезает с нее лишнее и палочка получается круглой.
Основная задача была технически продумать конструкцию. Чертеж я не делал. И грамотно собрать, чтобы все точно центровалось и углы были строго 90 градусов.
Вместо нижнего фрезера я считаю, что лучше взять дрель с регулировкой скорости. Почему мне не до конца нравиться фрезер? Дает слишком сильные обороты вращения заготовки, это не требуется.
Для верха подойдет только фрезер, естественно, так как нужна режущая сила.
Каретку под него сейчас и показываю, как делал.

Центральный вращающий элемент снял со старой УШМ. Это шток редуктора вместе с зажимными шайбами и подшипником.


Если интересно, пишите, отдельно расскажу детали его доработки. Главное, концевик диаметром 8 мм точно подошел по диаметру к цанге фрезера.


Нарезаем палочки сечением 20х20 мм, длиной 15 см.
В комплекте к фрезеру шел параллельный упор. Я как-то давно им не пользовался, но в данном проекте металлические шпильки от него мне отлично пригодились.

Вставляем шпильки в плиту скольжения фрезера и замеряем расстояние между их центрами.

Отмечаем это расстояние на двух подготовленных палочках сечением 20х20 мм

Размечаем центр отверстия под сверло. Измеряем точно, так как это основа верхней каретки и свободного скольжения по ней верхнего фрезера.

Замеряю диаметр шпильки и подбираю сверло.

Высверливаем четыре отверстия.

Диаметр их точно соответствует диаметру шпилек.

Мне даже пристукнуть их немного пришлось на место.

Для надежности фиксирую клеем.

Проливаю не жалея. Даю время всей конструкции хорошо просохнуть.

Тестовые пробы. Шпильки скользят, ход плавный. Каретка готова.

Проверяем плавность скольжения фрезера по шпилькам на горизонтальной поверхности.


Продолжение во второй части. Спойлер: Во второй части собираем коробку, крепим нижний фрезер и тестируем.
Понравилось? Информация была полезна? Поставь Лайк!

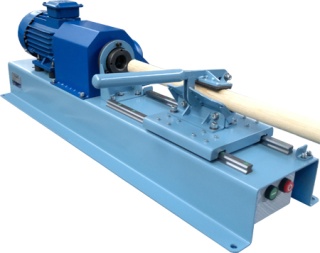
Деревообрабатывающий круглопалочный станок(вихревая головка) КПС-1 предназначен для изготовления круглых деревянных прутков,
черенков, шкантов (нагелей) диаметром от 28 до 40мм
практически любой длины из соответствующих заготовок (брусков квадратного сечения) любой породы дерева.
На круглопалочном станке(вихревая головка) КПС-1 изготавливается огромный ассортимент всевозможных ручек, прутков, черенков и других
вспомогательных комплектующих деталей для большой номенклатуры применяемых в народном хозяйстве изделий.
Качество обработанной поверхности готового изделия почти не требует дополнительной доводки.
Порода обрабатываемого дерева: – любая
Чистовой диаметр обработанных прутков:
Обороты вихревой головки: – 4500 об/мин
Количество резцов вихревой головки: – 3 шт
ЧПУ станок своими руками. Часть 2. Выбираем структуру и параметры станка

СТАНОК С ЧПУ СВОИМИ РУКАМИ. ПОДГОТОВИТЕЛЬНЫЕ ЭТАПЫ
Существует множество причин, по которым разработать и создать ЧПУ станок своими руками, однако успех вовсе не гарантирован, если подойти к вопросу недостаточно ответственно.
Принципы проектирования портальных станков достаточно бесхитростны, однако на самом деле, конечно же, существует множество подводных камней и неочевидных на первый взгляд нюансов, которые могут разом лишить Вас энтузиазма. Данное руководство призвано вооружить вас минимумом необходимых знаний перед тем, чтобы Вы могли сэкономить ваши время и деньги. Описываемые вещи в основном относятся к ЧПУ-роутерам хоббийного класса, однако подавляющее большинство информации справедливо и для любых других систем линейного перемещения с числовым программным управлением. Изложенные принципы позволят применить их впоследствии, скажем, при проектировании плазмореза, лазерного станка или даже покрасочного робота. Однако, здесь изложены именно принципы, и нет конкретных рецептов — придется вырабатывать их самим В конце концов, это же Ваш станок.
Этап 1. Выбираем характеристики станка
Перед началом постройки необходимо прежде всего определиться с тем, что же вы хотите получить в конце концов. Для начала вам стоит ознакомиться с обзором конструктивных частей портальных станков с ЧПУ и их видами, а затем попробовать определить необходимые технические характеристики вашего будущего станка. Постановка задачи — это существенный этап, и ему посвящена отдельная статья.
Этап 2. Тип компоновки
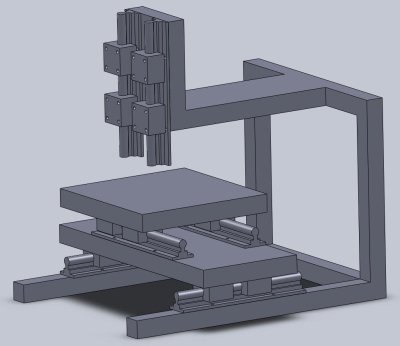
Все настольные станки с ЧПУ, исходя из компоновки, можно условно поделить на 2 класса:
- Станки с подвижным порталом
- Станки с подвижным рабочим столом
Рассмотрим эти типы в обратном порядке.
Станки с подвижным рабочим столом
Станки этого типа составляют заметное меньшинство в семействе роутеров с ЧПУ — причиной является в основном то, что рабочее поле у таких станков существенно меньше, чем у такого же размеров станка с подвижным порталом. Однако, станки с подвижным столом имеют ряд собственных преимуществ. Станки с подвижным столом обычно малоформатные — небольшой размер станка позволяет получить от преимуществ такой компоновки максимальную отдачу.
Первое преимущество заключается в том, что на таком станке намного проще сделать тяжелый и жесткий портал, который сможет принять на себя гораздо большую нагрузку фрезерования и тяжелый шпиндель — неподвижный портал может быть сколь угодно тяжелым, и вам не надо заботиться о том, как его потом перемещать, тогда как при подвижном портале Вам постоянно надо держать в уме вес портала, чтобы соотносить его с мощностью двигателей, нагрузочной способностью направляющих во избежание их прогиба, и как следствие — потери точности.
Конструкция осей Y и X при этом мало зависит от того, движется ли портал или рабочий стол.
Отсюда вывод — компоновка с подвижным столом подойдет тогда, когда нужен небольшой станок, с малым рабочим полем и жестким порталом
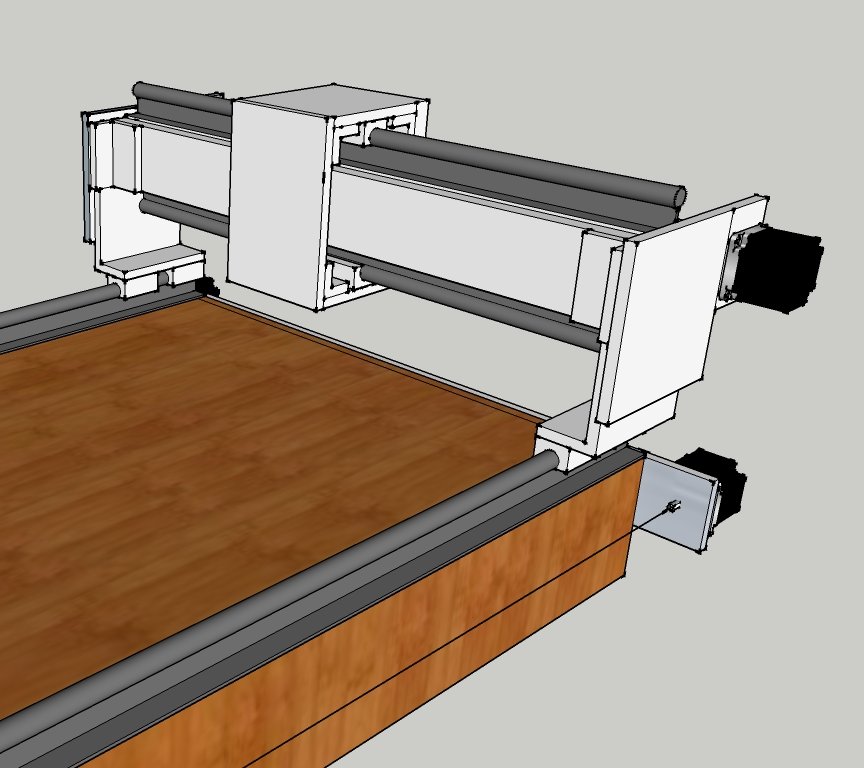
Подвижный портал
Станки с подвижным порталом — это подавляющее большинство всех ЧПУ роутеров. По сути станок ничем не отличается от предыдущего варианта, кроме того, что по оси Ч перемещается не стол, а сам портал целиком. Такая структура снимает ограничения на размер, и теортетически станок может быть любого размера. Однако, все усложняется тем, что зачастую весьма непросто спроектировать такой портал, который с одной стороны, был бы достаточно легким для перемещения с заданными ускорениями, а с другой — был бы достаточно жестким, чтобы не поддаваться под нагрузками. Однако, подвижный портал — более гибкое и универсальное решение, поэтому если вы строите станок с полем обработки больше, чем формат А4, скорее всего Вам лучше выбрать структуру с подвижным порталом.
Этап 3. Размер рабочего поля
Этап 4. Размер станка с ЧПУ
Конечно, чем станок больше, тем больше он предоставляет возможностей, однако, всегда есть сдерживающий фактор — место в мастерской. Оно, к сожалению, ограничено. Поэтому, если у вас нет запасных гектар производственных площадей, Вам стоит уделить некоторое внимание компоновке станка, чтобы его общие размеры в трех измерениях были минимальны, а размер рабочего поля при этом — максимальным. Недостижимым идеалом является случай, когда рабочее поле равно размеру станка.
Этап 5. Точность
Мы уже упоминали их в начале, при выборе характеристик станка. Однако, их важность настолько велика, что мы повторим здесь основные моменты. Точность, наряду с повторяемостью — ключевая характеристика станка с ЧПУ. Важно различать эти два понятия — повторяемость показывает, насколько сильно ошибка размера плавает относительно среднего значения, тогда как точность показывает, насколько размер плавает относительно заданного значения. Точность и повторяемость часто упоминаются без указания, к чему они относятся — к координатам осей после позиционирования или к размерам обработанных деталей. Здесь и далее мы всегда будем иметь виду второе.
Точность станка с ЧПУ — тема настолько обширная, что невозможно о ней рассказать даже вкратце в рамках данного руководства. Скажем только, что ориентироваться стоит на точность в 0.1-0.2 мм для станка с полем около 0.5-1 кв. м: меньшие значения(0.05 мм и меньше) обычно удел станков профессиональных и получить такие значения без значительного опыта невозможно. Также, надо учитывать, что с ростом рабочего поля точность падает, и если есть необходимость увеличить рабочее поле, Вам придется смириться либо с падением точности обработки, либо с резким увеличением бюджета.
Этап 6. Из чего делать станок с ЧПУ
Портальный станок с ЧПУ может быть сделан из огромного спектра материалов. Несмотря на то, что промышленные станки делаются из стали и чугуна, существуют самодельные станки из оргстекла, алюминия, фанеры, полимерных материалов. Материал станины определяется 4 факторами — материалами, которые будут обрабатываться, бюджетом, доступными материалами для постройки и доступными вам средствами обработки. Влияние первого фактора вполне естественно — некоторые материалы, такие как камень, сталь, цветные металлы — требуют особой жесткости станины, и делать для них станок из фанеры или пластика не очень хорошая идея, и стоит рассмотреть чугун или полимергранит. Остальные три фактора всегда связаны, и тут тоже нет сложностй: не каждому доступен шлифовальный станок для выравнивания стальной станины под направляющие, не всегда есть возможность заказать фрезерованные детали станины из Д16Т, а заливка полимергранитом может оказаться дороже, если у вас под боком литейных цех, где вам отольют чугунную станину. На самом деле, нет каких-то универсальных рекомендаций по выбору материала, исходить надо из реальных возможностей. Немало станков из оргстекла показывают лучшую точность, чем станки из алюминия, сделанные без должного навыка и кое-как отфрезерованных деталей, потому что в процессе постройки не удалось найти нормальный фрезерный станок. Перед началом постройки составьте список доступных материалов и средств обработки, и проверьте, достаточно ли их для выполнения всех операций при производстве деталей для станка. Не беритесь за работу, прежде чем дважды не проверите этот список — одна изготовленная «на коленке» деталь, которая должна быть изготовлена на заводском оборудовании, может свести качество вашего станка к нулю. Возможно, придется сделать сперва станок попроще, чтобы потом на нем изготовить детали для будущего, улучшенного, станка.
Источник



