
- Делаем ручной кромкогиб своими руками. Чертежи и видео
- Устройство ручных кромкогибов
- Ручной кромкогиб своими руками
- Кромкогиб ручной — как сделать своими руками, характеристики
- Устройство ручных кромкогибов
- Характеристики
- Сферы применения
- Основные разновидности
- Как сделать ручной кромкогиб для авторемонта
- Инструмент жестянщика
- Видео инструкция как пользоваться кромкогибом жестянщика
- Пневматический кромкогиб
- Пневмодырокол
- Как устроен кромкогибочный станок
- Прижим
- Пуансон
- Привод
- Самостоятельное изготовление
- Подготовительный этап
- Станок для сгиба длинных прямых кромок
- 4 основных детали:
- Ручной кромкогиб для отбортовки
- Ручной кромкогиб своими руками – экономия семейного бюджета
- Видео — как изготовить кромкогиб самостоятельно
- Меры предосторожности
- Виды оснастки для сгибания кромок металла
Делаем ручной кромкогиб своими руками. Чертежи и видео
 Отбортовка кромок в листовых деталях автомобиля при его ремонте – неэнергоёмкая операция, поэтому даже при значительных объёмах работ целесообразно обзавестись не приводным, а ручным кромкогибом. Технологическое преимущество такого процесса заключается в том, что заготовку под давлением можно оставить настолько, насколько это требуется для преодоления упругой инерции материала. Ручными кромкогибами обычно формируют кромки листового металла толщиной до 0,8…1,0 мм, при высоте борта до 20 мм.
Отбортовка кромок в листовых деталях автомобиля при его ремонте – неэнергоёмкая операция, поэтому даже при значительных объёмах работ целесообразно обзавестись не приводным, а ручным кромкогибом. Технологическое преимущество такого процесса заключается в том, что заготовку под давлением можно оставить настолько, насколько это требуется для преодоления упругой инерции материала. Ручными кромкогибами обычно формируют кромки листового металла толщиной до 0,8…1,0 мм, при высоте борта до 20 мм.
Устройство ручных кромкогибов
Кромкогибы, при некотором внешнем сходстве с листогибами, имеют принципиальное отличие – высота полки обычно не превышает 5…20% от их длины. Меньшее значение соответствует отбортовке внутренней кромки. При гибке такого ограничения нет, что предопределяет заметные конструктивные изменения в сравниваемых устройствах.
Первое из них касается длины рабочей зоны отбортовки – для ручных кромкогибов она может быть и небольшой, поскольку высота борта и радиус закругления не изменяются. Соответственно выпускаются портативные ручные кромкогибы, перемещая которые вдоль предварительно размеченной линии отбортовки, получаем требуемый профиль.

При большой протяжённости зоны кромкообразования процесс следует выполнять одновременно. В таких случаях кромкогиб более схож с листогибом, различаясь, по сути, лишь способом прижима заготовки.
Рассмотрим первый вариант устройства. Портативный ручной кромкогиб для постепенного формообразования борта включает в себя:
- Две ручки, причём подвижной может быть одна из них, либо обе.
- Рычажную усилительную систему для создания требуемого усилия отбортовки.
- Рабочие губки с профилем, который соответствует размерам кромки. Обычно производитель комплектует ручной кромкогиб набором из нескольких губок и наиболее часто встречающимися на практике высотой кромки и радиуса закругления при переходе от кромки к основной плоскости.
- Регулируемый ограничитель хода: чаще всего это – вывинчивающийся шлицевой винт, снабжённый упорной резьбой.
Для удобства работы ручки прорезинены, что исключает скольжение руки работающего во время приложения усилия.

Второй вариант портативного ручного кромкогиба – роликовый, где трение скольжения губок по заготовке заменяется трением качения при вращении рабочих роликов. Усилие формообразования при этом существенно снижается, но инструмент получается менее универсальным, поскольку пара роликов лишь одна, и изменить параметры кромкообразования не получится, кроме как заменой пары роликов, что довольно трудоёмко. Кроме того, роликовыми кромкогибами в большинстве случаев не удаётся выполнить внутреннюю отбортовку по малым радиусам.
Основным недостатком ручных портативных кромкогибов является их малая точность: при передвижении инструмента вдоль неровной линии будущей кромки постепенно накапливается погрешность, которая в конце операции может достигать миллиметра и более. При кузовном авторемонте это недопустимо, поэтому качество формирования борта определяется только опытом исполнителя.
Ручной кромкогиб своими руками
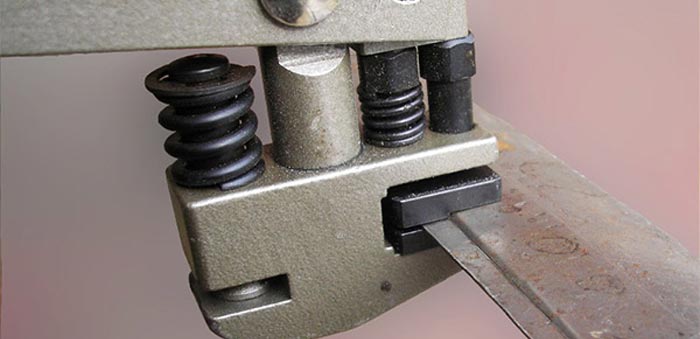
Остановимся на варианте проектирования и изготовления ручного кромкогиба с одновременным получением внутреннего или внешнего контура по всей длине предварительно размеченной заготовки. Общий вид приспособления представлен на рисунке. Такой ручной кромкогиб можно использовать не только в автосервисе, но также при производстве кровельных работ, изготовлении жестяных вентиляционных коробов и прочих пространственных изделий из листового металла.
Размеры самодельного кромкогиба с ручным приводом определяются в зависимости от наибольших размеров заготовки, для которой производится отбортовка. Например, при больших в плане изделиях целесообразнее соорудить стол из дерева или многослойной фанеры, на котором и крепить кромкогиб, в остальных случаях конструкция сваривается из швеллеров и листового металла.

Конструкция ручного кромкогиба рассчитана на последовательное выполнение двух переходов:
- прижима заготовки при помощи струбцины и нижнего прижима;
- отбортовки по заданному контуру поворотом рукоятки с расположенным на ней пуансоном.
Обычно рекомендуют выполнять сварной вариант такого узла, но это нецелесообразно: параметры кривой отбортовки могут измениться, а пуансон сменить уже невозможно. Поэтому, учитывая небольшие усилия, возникающие при деформировании лучше изготовить сборно-разборный пуансон, который представляет собой совокупность отдельных модулей, характеризующихся своим радиусом закругления и высотой кромки.
Крепление таких пуансонов на балке выполняется при помощи болтов (разумеется, что все посадочные места должны быть спроектированы и выполнены с максимально возможной точностью).

Само кромкообразование выполняется после того, как заготовка надёжно зафиксирована между верхним и нижним прижимами (последний обеспечивает плавность прижима за счет пружины, насаженной на стержень в верхней плоскости). Совмещение двух половинок отбортовочного штампа производится при перемещении опорного кронштейна по сопрягаемой поверхности ограничителей, которые выполняют роль направляющих элементов ручного кромкогиба.
Изменяя конфигурацию пуансонных модулей, можно выполнять отбортовку не только под прямым, но и под любым другим углом – вплоть до 110…120º (для этого достаточно лишь предусмотреть небольшой скос на ограничителе, который виден на рисунке).
Источник
Кромкогиб ручной — как сделать своими руками, характеристики
Загнуть металлическое изделие можно разными способами, но без специнструментов качество будет низким. С помощью кромкогиба можно решить многие вопросы, связанные с подготовкой деталей из листов металла.
- возможность гиба конкретной длины,
- отсутствие сварочных швов.

Это позволяет предупредить образование коррозии в будущем, изготовить элементы повышенной прочности. Техника работы с техническим средством проста. На его шкале достаточно установить необходимые параметры гиба, вставить плоскость между основной и прижимной деталью и, двигая, загибать кромку.
Для этого не нужны значительные усилия и нагрев металла. Обработку изделий из меди, алюминия, металлических сплавов и углеродистой стали выполняют способом сгибания на станках или вручную.

Устройство ручных кромкогибов
Кромкогибочные станки сконструированы так, что усилие одномоментно действует по всей протяженности кромки или листовой заготовки. В результате в одно и то же время осуществляется деформация края, но металл не корежится, а ложится ровным швом.
Конструкции такого оборудования подразделяются на виды:

Современный рынок предоставляет возможность приобрести разные конструкции листогибочного устройства, но его можно изготовить собственными руками.
Кромкогибочный инструмент внешне похож на листогибочные изделия, но конструктивно устройства отличаются друг от друга. Длина рабочей области отбортовки у ручных кромкогибов может быть небольшой, ведь параметры высоты борта и радиуса закругления не меняются.

Если при большой протяженности кромкообразования необходимо выполнять процесс одновременно, принцип работы кромкогиба более похож на технологию листогиба, различие, по сути, только в способе прижимания заготовки.
Характеристики
На возможности инструмента влияют параметры:
- максимального угла гиба,
- ширины отгиба,
- максимально допустимой толщины используемого материала.

Сферы применения
Приспособления для сгибания металла применяются в разных отраслях. Их используют для создания фальцев из кровельного железа, изготовления из жестяных или металлических листов воздуховодов прямоугольной формы, подготовки краев изделий под сварочные работы, деталей геометрических форм. Ручные кромкогибы активно применяются для строительных, ремонтных работ. Они востребованы во время проведения ремонта автомобилей.

К числу преимуществ такой технологии, кроме небольшой толщины получаемых краев и невысокой стоимости металлического проката, следует добавить высокую стойкость к износам.
Основные разновидности
Кромкогибочное оборудование выпускается в виде мобильных и стационарных моделей. Конструкции станков массивны и практически не разбираются.

Они монтируются непосредственно на месте использования, а передвигаются только при помощи технических средств.
Модели могут быть:

Особое место в линейке изделий у сегментных ручных приспособлений, предназначенных для изготовления корпусов, ящиков, т.е. изделий, «закрытых» со всех сторон». Благодаря разной комплектации, сегменты устанавливаются произвольно. Такое оборудование позволяет получить любую длину гиба, не превышающую рабочую длину станка.
Друг от друга модели инструмента отличаются не только мощностью, эффективностью и толщиной обрабатываемых материалов, но и разновидностью металла.
Портативные модели кромкогибов с постепенным формообразованием состоят из:
- двух прорезиненных ручек, при этом одна может быть подвижной, другая нет,
- рычажной системы для приложения усилий,
- рабочих губок с профилем, соответствующим параметрам кромки
- регулируемого ограничителя хода в виде шлицевого винта, снабженного резьбой.

Наиболее простой конструкцией обладают ручные изделия роликового вида. Весь процесс осуществляется рукояткой, а основную задачу по деформированию металла выполняют ролики. Ширина гиба регулируется специальным ограничителем, установленным на направляющих инструмента.
В роликовом кромкогибе трение во время скольжения губок заменяет трение качения при вращения роликов. При этом формообразующее усилие значительно снижается, но конструкция инструмента менее универсальна, потому что невозможно изменить параметры кромкообразования из-за одной пары роликов. К тому же, кромкогибы с роликами не дают возможности осуществить отбортовку малых радиусов внутри изделия.

Существенным недостатком портативных моделей ручного инструмента считается их недостаточная точность. В процессе движения приспособления вдоль линии будущего края постепенно увеличивается погрешность, которая может достигнуть более миллиметра. Это недопустимо при таких работах, как кузовной авторемонт, поэтому качество кромок зависит от опыта мастера. Из-за таких технических характеристик роликовый кромкогиб целесообразно использовать только для решения несложных задач.
Более функционален станок с гидравлическим приводом. Благодаря высокой мощности он отлично справляется с заготовками из металлических листов даже значительной толщины.
Как сделать ручной кромкогиб для авторемонта
В целях экономии можно изготовить самодельный кромкогиб для кузовного ремонта. Он значительно облегчит изготовление, например, латки на пороге или крыле автомобиля.

При этом место ремонта не будет выступать над поверхностью, что сократит время и затраты на шпаклевку и покраску.
Роликовую модель для сгибания жести можно изготовить из:
- пары подшипников,
- болта для оси диаметром, равным внутреннему диаметру подшипников,
- толстой пластины металла,
- рукоятки от «болгарки».
Процесс изготовления роликовой модели для сгибания жесть
- Отрезав от болта два отрезка, одинаковой длины, посадить на них подшипники.
- В пластине просверлить отверстия для сварки.
- Установить в пластину подшипники с расстоянием в 1 мм друг от друга.
- К центру пластины с противоположной от подшипников стороны приварить гайку для рукоятки от «болгарки».

Инструмент жестянщика
Такой кромкогиб необходим во время авторемонта для плавного перехода латки металла к основе. После рихтовки обе плоскости должны быть соосны друг с другом.

На тонком листе железа невозможно гарантировать надежность соединения сварного шва встык. Приспособление позволяет подготовить профиль кромки под сварку внахлест. Он значительно упрощает процесс ремонта кузова автомашины, если требуется согнуть металл под углом 90 градусов, т.е. делать кромку или отбортовку. Кромкогибочные устройства для авторемонта отличаются простой конструкцией и невысокой ценой, поэтому их самостоятельное изготовление не всегда нецелесообразно. Иногда лучше купить такую оснастку, для которой в домашнем хозяйстве найдется дополнительное применение.
Видео инструкция как пользоваться кромкогибом жестянщика
Пневматический кромкогиб
У мастеров особо популярны кромкогибы с пневматическим приводом, работающие как «поворотная балка». Пневмопривод способствует значительному давлению (до 6,2 бар) на обрабатываемое изделие. Но применять такое оборудование можно, работая с листовым металлом не толще 1,2 мм. В этом случае ширина кромки будет не более 12 мм.
При желании собственноручно смастерить пневмостанок, необходимо учитывать, что для его работы требуется расход воздуха минимум 113 л/мин.
Пневмодырокол
Это универсальная модель инструмента. С одной стороны конструкция оснащена механизмом для пробивания отверстий, с другой — губками для формирования кромки.

Благодаря этому можно одновременно загибать кромку и делать отверстия в металле для крепежа. Именно поэтому инструмент нередко называют пневмопробойником. Его рабочая часть изготавливается из быстрорежущей стали. Прорезиненные рукоятки изделия оснащаются пружинами. Они способствуют уменьшению давления на ладони, что облегчает процесс пробивания и обработки.
Любая модель дырокола-кромкогиба работает значительно быстрее и эффективнее ручных аналогов, поэтому интенсивно используются на автостанциях техобслуживания и в автосервисах.
Как устроен кромкогибочный станок
Конструктивно станок для гибки металла состоит из нескольких деталей:
- опорной поверхности,
- рабочего основания,
- прижимного элемента,
- обжимающего пуансона,
- рычагов-ручек.

Некоторые модели оснащаются дыроколом и ножом для подрезания кромок. В стандартной конструкции опорной плоскостью размерами1м х 1,5 м служит стол из дерева или металла с мощными ножками. Горизонтальный крепеж основания делается из швеллера №№ 8 или 6,5. Металлические конструкции соединены сваркой, а деревянные – болтами.
Прижим
Для зажима поверхности при загибании кромок припособление оснащается прижимной штангой — уголком с полочкой 0,05 м. Она осуществляет прижим к пунсону под заданным углом. С обеих сторон механизма прижима просверлены отверстия под болты. Также для прижима используются «барашки» с шпильками, приваренными к основанию. Более сложные зажимные детали комплектуются пружинами.
Пуансон
Для изготовления пуансона часто используется трубный отрезок квадратного профиля. Проектирование детали предусматривает ее горизонтальное вращение вокруг оси. При этом верхняя грань впереди основания точно совпадает с пуансоном.

Для этого торцы оснащаются петлями. Прижим располагается точно по вертикали, чтобы не возникало перекосов при гибке металла. Пуансон к кромке основания примыкает без зазоров, чтобы линия сгиба была точной. В нерабочем состоянии верхняя грань пуансона расположена в одной плоскости с плоскостью стола. Если конструкция имеет отклонения, приспособление будет работать, но с увеличенным радиусом изгиба, что приводит к закруглению прямой линии.
Привод
Ручной привод из пары трубных отрезков соединяется сваркой с передней или боковой частью пуансона. Он может быть в виде скобы или телескопического рычага. Длина рычага прочно фиксируется для конкретных положений с помощью штифтов, соединяющих насквозь отверстия с шагом в 0,1 м. Такая рукоятка способствует равномерному распределению нагрузки, регулируя усилия воздействия на поверхность в зависимости от ее толщины. Например, телескопическая форма рычага при кузовных работах позволяет увеличить усилия более чем в 2 раза.
Самостоятельное изготовление
Следуя чертежам, можно сделать своими руками ручной кромкогиб для обработки металла незначительной толщины при авторемонте.

Для него достаточно:
- уголка,
- балки из металла,
- петель с болтами,
- струбцин,
- рукоятки,
- стола,
- сварочного аппарата.
Подготовительный этап
- Изготовить основу из двутаврового профиля.
- Уголок болтами прикрепить к верху балки.
- Три петли приварить под уголок.
- Плотный прижим металла обеспечить двумя струбцинами.
Для легкости поворота станка во время сгибания листа металла по обеим сторонам приделать ручки. С помощью струбцин прикрепить станок к столу.
Для обработки изделие кладется между профилем и уголком. Щель для него образуется после откручивания уголка. Металлический лист выравнивается по краю и загибается поворотом приспособления за рукоятки.
Станок для сгиба длинных прямых кромок
Изготовление своими руками ручного кромкогиба для длинных прямых кромок следует начать с изучения чертежей, а также подбора оборудования и необходимых материалов:
- пары отрезков швеллеров для основания и пуансона,
- уголков с прямолинейными кромками.
- сварочного аппарата,
- листа стали,
- стальных осей — прутков сечением 10 мм,
- щеток с щетиной из стали,
- скобы под ручку.

4 основных детали:
- основание,
- прижим,
- пуансон,
- ручка.
Вначале надо снять фаски по ребру обжимного пуансона, приварить к нему оси. Оси самого прутка должны совпадать с ребром уголка. На концах рабочей части прижима делаются выборки.
Для сборки основание с пуансоном зажимается в тисках. При этом стенки первой и второй полок должны быть в одной плоскости. Зазор между деталями получится за счет прокладки из картона. После этого элементы крепко фиксируются в тисках.
На оси пуансона надеваются щетки с металлической щетиной. Эти составляющие крепятся к основанию с помощью струбцины – рамки с подвижным зажимом.
Затем щетки привариваются к швеллеру, а в основании просверливаются отверстия, в которые вкручиваются зажимные болты. На шпильки метизов заворачиваются, гайки. Потом они привариваются сваркой к швеллеру.
После выкручивания болты вставляются в отверстия прижима и на них закручиваются гайки-ограничители.
Рукоятка-скоба приваривается к уголку. Завершающий этап сборки конструкции — установка в тисках.
Ручной кромкогиб для отбортовки
Отбортовка – это способ загиба кромки на цилиндрических или овальных изделиях. В процессе работы происходит растяжение материала. Его величина зависит от свойств и толщины материала, наклона угла отбортовки, параметров кромки.

Отбортовку выполняют на станке или с помощью ручного кромкогиба своими руками. Такая технология обработки необходима при подготовке к паечным, сварочным работам, при изготовлении любого фланца.
Ручной кромкогиб своими руками – экономия семейного бюджета
Многим интересно, как самому сделать кромкогиб, насколько это сложно. Изготовление простой конструкции займет несколько вечеров, а сэкономит несколько тысяч рублей. Еще одним аргументом может стать экстренность использования.
Например, для авторемонта использование ручного кромкогиба, изготовленного своими руками, сэкономит еще время и нервы. Но такое оборудование может проигрывать заводским изделиям по точности и технологичности.
Видео — как изготовить кромкогиб самостоятельно
Меры предосторожности
- Обязательно надевать рукавицы из плотного материала.
- Защищать глаза очками или маской.
- Ремонтируемые изделия должны надежно закрепляться на подставках.
- Очищать поверхности деталей из металла.
- Складывать металлические обрезки в специальное место.
- Для уборки металлической стружки пользоваться щетками.
Виды оснастки для сгибания кромок металла
Разновидности гибки зависят от вида изделий.
Для их изготовления используется металл:
- по радиусу,
- под углом,
- по фасонным кривым.
Ручная гибка осуществляется в помощью молотка и разных приспособлений по:
Плоскогубцами захватывают, зажимают и удерживают мелкие детали. Круглогубцами и острогубцами отрезают проволоку. Оправка служит для крепления обрабатываемой поверхности.
Современники, в основном, используют механизированную гибку с разными:
Источник



