
- Как сделать корпус для подшипника без токарного станка
- Основные этапы работ
- Корпус подшипника без токарного станка: опыт соседа
- Корпус подшипника и его типы. Корпус для подшипника своими руками
- Общая характеристика
- Современные корпуса подшипников
- Типы корпусов
- Особенности эксплуатации
- Особенности крепления к корпусу
- Преимущества не смазываемых и смазываемых корпусов
- Производители и маркировка
- Маркировка корпуса в зависимости от конструкции
- Самодельный корпус для подшипника
- Как сделать корпус для подшипника своими руками
- Технология горячей запрессовки подшипников
- Самодельный корпус для подшипника
- Корпус подшипника и его типы. Корпус для подшипника своими руками
- Запрессовка — подшипник — качение
- Особенности крепления к корпусу
- Как запрессовать подшипник на трубу
- Алгоритм монтажа
- Приспособления для монтажа
- Основные правила
- Как проконтролировать качество работы?
- Производители и маркировка
- Общая характеристика
- Как правильно запрессовывать подшипники Alisa-motors
- Теория
- Оправка
- Запрессовка
- Все о ремонте ступичного подшипника
- Запрессовка — подшипник
- Текст видео
- Самостоятельная замена ступичного подшипника
- Особенности эксплуатации
- Выбор и изготовление съемника ступичных подшипников
- Виды съемников подшипников ступицы
- Выпрессовка — подшипник
- Преимущества не смазываемых и смазываемых корпусов
- Маркировка корпуса в зависимости от конструкции
- Типы корпусов
- Как запрессовать подшипник ступицы своими руками
- Подготовка оси
Как сделать корпус для подшипника без токарного станка

В данном обзоре автор показывает, как из металлолома изготовить корпус для подшипника. Причем в данном случае можно обойтись без токарного станка.

Для изготовления корпуса подшипника потребуется металлический уголок 32*32 мм, металлическая полоса толщиной 5 мм и шириной 19 мм.
Также автор использует кусок стальной трубы с наружным диаметром 60 мм (внутренним — 54 мм) и стальную шайбу с внутренним диаметром 31 мм (наружным — 55 мм).

Основные этапы работ
Первым делом от трубы нужно отрезать кусок подходящей ширины и зачистить края реза болгаркой, чтобы убрать образовавшиеся заусенцы.

Потом в нем нужно сделать прорезь — при помощи той же болгарки с отрезным кругом или на ленточной пиле.

На следующем этапе при помощи молотка и слесарных тисков мастер уменьшает диаметр обоймы до необходимого, и сваривает края вместе.

После этого запрессовываем подшипник в корпус, и привариваем к одной из его сторон металлическую шайбу.

Далее отрезаем кусок полосы и два куска уголка. Привариваем их к обойме с подшипником.

Подробно о том, как сделать корпус для подшипника без токарного станка, смотрите на видео ниже.
Источник
Корпус подшипника без токарного станка: опыт соседа
Лично мне эти знания полезны совершенно в другом направлении: ось ветряка, шатуны самодельного парового двигателя, да мало ли что ещё:
у соседа продолжается проект «прицеп для мотоблока» и в этот раз он пришёл в гости с готовым узлом в задний мост вместо редуктора:
Времена, когда знакомый токарь из валяющихся под ногами заготовок за 0.5 огненной воды канули в лету. У нас так и вовсе на весь посёлок один токарь и токарный станок прошлого века «вечно в ремонте», так что — всё приходится делать самому
В итоге получилось так:
Так-то всё просто : замеряется длина внешней окружности подшипника и вырезается лишняя полоска металла у трубы, после чего подшипник помещается внутрь, а вся заготовка в тиски и с помощью молотка и такой-то матери внешняя труба подгоняется под необходимый размер
Всё? ещё нет: чтобы подшипник не выпал из корпуса — в трубе сделаны пропилы и «усики» загнуты внутрь при помощи молотка и волшебного заклинания (без него метод не работает):
Так как у Сергеича в корпусе два подшипника, то между ними потребовалось установить распорную втулку, повторив мероприятия выше: труба меньшего диаметра, выборка лишнего и. никакой сварки, это просто «распорка», чтобы подшипники внутри обоймы не гуляли.
Финал сборки — установка внутренностей и завальцовка узла с противоположной стороны.
Видео с рассказом автора:
Прошлая статья из «сериала» про прицеп для мотоблока: ссылка
Источник
Корпус подшипника и его типы. Корпус для подшипника своими руками

В механизмах, которые используются в повседневной жизни человеком, часто можно встретить такую деталь, как подшипник. Они есть в системах как бытовых приборов, так и промышленных. Корпус подшипника является частью узла детали. Он бывает разных форм, разновидностей и размеров. Чтобы лучше понимать его устройство, необходимо изучить подшипниковый корпус. Самостоятельный ремонт многих видов техники станет понятнее и эффективнее. При желании корпуса подшипников можно создавать своими руками.
Общая характеристика
Корпус подшипника представляет собой особую деталь. Она обычно изготавливается из чугуна или других сплавов. Применяется подшипниковый корпус для посадки основного вала на главную платформу. Он плотно фиксирует деталь.

Корпус и собственно подшипник — качения, скольжения и других разновидностей — вместе создают узел. Его легко отыскать в оборудовании и технике предприятий всех промышленных отраслей.
Так как видов представленной детали разработано довольно много, корпусов для них существует еще больше. Причем производители готовы выпускать как изделия стандартной конфигурации, так и корпуса под подшипники особой формы. В последнем случае создается индивидуальный чертеж, на основе которого мастер изготавливает требуемую деталь. Это позволяет обеспечить соответствие узла существующим условиям производства.
Современные корпуса подшипников
Сегодня процесс производства позволяет изготовить механизм с какой-нибудь дополнительной деталью или в виде отдельного изделия. Разнятся корпуса и системой крепления подшипника внутри корпуса, например, он может быть закреплен на лапках. Это зависит от типа детали.

Корпуса подшипников качения, скольжения и других видов производится из высококачественных материалов. Это может быть чугун, прессованная или штампованная сталь, синтетический каучук.
На современном рынке подшипниковых узлов преобладают элементы механизма импортного производства. Их популярность объясняется все большим количеством различного зарубежного оборудования. Оно требует в процессе эксплуатации подшипников узлов определенного типа, которые наше производство не выпускает.
Типы корпусов
Существует определенная классификация корпусов для подшипников. Каждый тип отличается своим предназначением, способом крепления, конфигурацией и размером. Стандартными сегодня выступают такие разновидности:

- стационарные цельные;
- стационарные разъемные;
- фланцевые.
Цельный стационарный тип корпуса изготавливают из чистого никеля, что делает его более жестким и простым. Осевая посадка подшипников в корпус имеет сложный осевой тип монтажа. Поэтому такую разновидность используют в тихоходных механизмах, которые обладают небольшим диаметром вала.
Разъемный стационарный корпус делают из серого чугуна. Он состоит из крышки и основы. Эти элементы корпуса соединяются болтами. Такая конструкция позволяет легко поменять подшипник при его износе, сделать вторичную расточку вкладыша, а также отрегулировать зазор. Это частый тип корпуса в машиностроении.
Фланцевый корпус похож на предыдущий тип. Он состоит из основания и крышки, соединенных болтами. Его применяют для очень требовательных деталей. Он служит опорой как для концевого, так и для сквозного вала.
Особенности эксплуатации
Корпус под подшипник должен обеспечивать всему узлу требуемые параметры работы. Он функционирует при больших нагрузках и не должен при этом создавать повышенный уровень шума. Экстремальные условия эксплуатации узла не должны снижать долговечность корпуса и всего механизма.
В зависимости от назначения, различают большое количество типов конструкций. Каждый производитель маркирует их по-своему. Можно выделить самые популярные компании-производители.
Корпус имеет сферическую форму под установку самого подшипника. Это дает возможность элементам механизма устанавливаться самостоятельно. Между подшипником и корпусом устанавливаются маслоотталкивающие уплотнения из резины в форме колец.
Особенности крепления к корпусу
Существует несколько разновидностей посадки подшипника на вал в корпусе узла. Самыми распространенными сегодня из них выступают описанные ниже технологии.
Одним из самых распространенных является подшипник в корпусе на лапках. Он обладает возможностью смазывания и участвует в создании высокоскоростных механизмов. Это могут быть вентиляторы, системы аварийного энергосбережения, маховики. Отличительной их особенностью является способность работать при повышенных температурах.

Внутреннее кольцо также может закрепляться на валу при помощи стопорных винтов. Встречаются корпуса, внутреннее кольцо которых имеет коническое отверстие. Деталь крепится в нем при помощи закрепительной втулки.
Есть также корпуса, в которых установленное изделие закреплено особым эксцентриковым кольцом.
Преимущества не смазываемых и смазываемых корпусов
Сегодня производители выпускают как смазываемые, так и не смазываемые корпуса для подшипников. Корпус подшипника, чертеж которого разработан для стандартных смазываемых повторно узлов, имеет в себе масленку.

К преимуществам непополняемых дополнительной смазкой корпусов можно отнести экономию на техобслуживании, компактность конструкции. В таких деталях отсутствует вероятность утечки масла. Это приводит к повышенной чистоте детали.
Смазываемые повторно корпуса эксплуатируются при больших температурах и в большой запыленности окружающей среды. Если нет возможности использовать деталь с крышкой, такой узел применяется в условиях попадания на него брызг воды или других жидкостей.
При нерегулярности использования такого корпуса подшипник будет работать должным образом. Такие детали применяются при ускоренном ходе узла, при повышенных нагрузках и потребности снизить шум при работе.
Производители и маркировка
В зависимости от типа производителя, существует определенная маркировка деталей. Если это не корпус для подшипника, своими руками созданный, он обязательно будет иметь обозначение соответствующей компании, его создавшей.
Существует большое множество брендов, но популярными сегодня считаются следующие производители:
- Китай и Сингапур выпускают детали с маркировкой FBJ.
- Итальянские элементы механизма для подшипников могут быть промаркированы как KDF или TSC.
- Япония маркирует свои корпуса как ASAHI или NSK.
- Продукция SKF настолько дорогая, что ее практически не встретить в оборудовании нашей страны.
Цена на такие изделия зависит от производителя и, как правило, тем выше, чем качественнее сама деталь. Самыми дешевыми, но недолговечными считаются польские и российские корпуса, более высокого качества изготавливаются представленные детали японцами. Далее выше надежность и стоимость имеют узлы итальянского производства, а за ними следуют сербские механизмы. Самыми надежными, но очень дорогими считаются немецкие и шведские, а также некоторые японские (NTN, KOYO) корпуса для подшипников.
Маркировка корпуса в зависимости от конструкции
Корпус подшипника может быть обозначен различной маркировкой в зависимости от типа узла. Изготовленный для радиальных деталей, которые устанавливаются во фланцевые узлы, механизм крепится установочными винтами. Подшипник в них обозначается UC, а корпус для них бывает F, P, Т, FL, FC. Если этот узел соединен воедино, деталь будет иметь вид, например, UCP, UCT, UCFL.
Для опорных конструкций корпус обозначается как SD, а сам подшипник – SN.
Приобретать подобные изделия лучше у непосредственного представителя того или иного производителя. Это гарантирует качество приобретаемых деталей.
Самодельный корпус для подшипника
Сделать корпус для подшипника своими руками не так уж и сложно.

Хорошим материалом для изготовления корпуса является графитированный капролон. Он отличается повышенной износостойкостью, прочностью и скольжением. Выпиливать отверстие нужно, зажав материал в тиски. Дрелью, ножом и напильником следует сделать в капролоне ровное отверстие.
Вовнутрь следует вставить скользящую прокладку. Корпус лучше сделать разрезным и зажать его при помощи винта на вале. Чем ровнее получится отверстие, тем лучше будет работать деталь.
Случается, корпус выполняется даже из дерева. Кольцо делается из секторов, которые потом стягиваются воедино. Это автоматически компенсирует люфт подшипника.
Рассмотрев разновидности и устройство такой детали, как корпус подшипника, можно понять принцип его работы и выполнить самостоятельный ремонт довольно большого количества техники в домашних условиях.
Источник
Как сделать корпус для подшипника своими руками
Ступица своими руками для заднего колеса вездехода на камерах. От правильной конструкции, которой колесо может легко и быстро сниматься и быть взаимозаменяемым. Материал и конструкция должны выдерживать большие нагрузки при движении вездехода. При всем этом вес ступицы должен быть минимальный. Это хорошо сказывается на проходимости самодельного вездехода.
Материал для ступицы
Нам понадобится листовое железо двух размеров 8мм и 2 мм. Металлический прут диаметром 8мм. Инструмент — угловая шлифовальная машинка, сварка, дрель, тиски и измерительный инструмент. Вырезаем заготовки для деталей ступицы своими руками.
Первая деталь ступицы
Первыми вырезаем две одинаковые заготовки в форме полосы из тонкого листа. Полосы шириной 35 миллиметров и длиной (размер произвольный) чуть больше внешней окружности ступицы. Заготовки нужно загнуть кольцами на специальном приспособлении и в соединении сварить. На фото под цифрой 1 заготовки деталей. Под цифрой 2 готовые детали.
Вторая деталь ступицы
Следующим вырезаем основание ступицы из толстого листа. Берем готовую первую деталь, кладем на лист и грубо очерчиваем по кругу. Можно добавить миллиметра два. Обрезаем угловой шлифовальной машиной. Получаем грубую заготовку второй детали. Все как на фото цифра 1. Затем идем к знакомому токарю, делаем заказ и деталь готова цифра 2. Но можно сделать и своими руками не хуже чем на токарном станке.
Технология горячей запрессовки подшипников
Запрессовка подшипников в горячем или холодном состоянии это, как оказалось, целая наука. При подготовке данного материала было изучено очень много действующих технологических процессов и исследовательских документов. Среди изученных данных есть материалы компании SKF Group, которая специализируется на решениях в области подшипников и подшипниковых узлов, уплотнениях, сервисе и системах смазывания. Нужно отметить, что по материалам этой компании можно написать целую докторскую диссертацию. Кому интересно, ссылка на их сайт будет после статьи. А зачем вообще нужна горячая запрессовка подшипников?
Иногда это требование прописано в конструкторской документации на сборку узла. Также бывает ряд случаев, когда габариты и вес подшипника не позволяют установить его на посадочный диаметр при помощи только одного давления. В этих случаях и применяются установки для разогрева.
Технология горячей установки подшипников достаточно простая: внутренний диаметр нагревается до определенной температуры и подшипник устанавливается на вал. Часто данная операция осуществляется при помощи небольшого усилия пресса.
Оборудование для нагрева подшипников можно разделить на несколько видов:
Здесь наверное многие могут подумать про использование газовых горелок. Такой процесс нагрева практически неуправляемый. В процессе нагрева можно получить нежелательные структуры металла, его коробление и растрескивание.
Индукционные установки или установки для нагрева токами высокой частоты по исполнению подразделяются на следующие виды:
Важно отметить, что по вышеуказанным ссылкам можно посмотреть только принципиальное исполнение оборудования. Закалочные индукционные установки и индукционные установки для разогрева подшипников будут сильно отличаться по своим характеристикам: выдаваемой частоте и мощности электромагнитного поля
По исполнению, подшипник это сборочная единица с геометрическими допусками в сотые микрона. Поэтому перед посадкой его разогрев осуществляется всего-лишь до температуры 90-120⁰С на индукционных установках с небольшой выдаваемой мощностью нагрева. Такая температура полностью позволяет осуществить беспроблемную установку подшипника и не нарушить его целостность. При данной температуре не происходит количественных и качественных изменений в структуре металла, а также не происходит искажение геометрических размеров. В принципе, при нагреве подшипников действуют такие же закономерности электромагнитного поля, как и при закалке ТВЧ.
Это пожалуй самые главные аспекты горячей запрессовки подшипников с применением индукционного нагрева. Горячая установка подшипников является не очень сложной технологией, но с другой стороны это очень ответственный процесс, т.к. 14% всех отказов подшипников происходит из-за его неправильного монтажа.
Как и обещали, русскоязычный сайт компании SKF Group
Самодельный корпус для подшипника
Сделать корпус для подшипника своими руками не так уж и сложно.
Единственное, он будет отличаться по понятным причинам от заводского образца. Поэтому, если большая прочность и точность детали не имеют значения, это вполне выполнимая задача.
Хорошим материалом для изготовления корпуса является графитированный капролон. Он отличается повышенной износостойкостью, прочностью и скольжением. Выпиливать отверстие нужно, зажав материал в тиски. Дрелью, ножом и напильником следует сделать в капролоне ровное отверстие.
Вовнутрь следует вставить скользящую прокладку. Корпус лучше сделать разрезным и зажать его при помощи винта на вале. Чем ровнее получится отверстие, тем лучше будет работать деталь.
Случается, корпус выполняется даже из дерева. Кольцо делается из секторов, которые потом стягиваются воедино. Это автоматически компенсирует люфт подшипника.
Рассмотрев разновидности и устройство такой детали, как корпус подшипника, можно понять принцип его работы и выполнить самостоятельный ремонт довольно большого количества техники в домашних условиях.
Корпус подшипника и его типы. Корпус для подшипника своими руками
В механизмах, которые используются в повседневной жизни человеком, часто можно встретить такую деталь, как подшипник. Они есть в системах как бытовых приборов, так и промышленных. Корпус подшипника является частью узла детали. Он бывает разных форм, разновидностей и размеров. Чтобы лучше понимать его устройство, необходимо изучить подшипниковый корпус. Самостоятельный ремонт многих видов техники станет понятнее и эффективнее. При желании корпуса подшипников можно создавать своими руками.
Запрессовка — подшипник — качение
Энциклопедия по машиностроению XXLСульфатация пластин аккумулятораПОИСК Конструкция подставок и запрессовок для запрессовки подшипников качения по возможности должна исключать передачу усилия через ролики или шарики подшипников, так как это приводит к их смятию и повреждению беговых дорожек. В этих случаях усилие прессования должно передаваться непосредственно на то кольцо подшипника, которое запрессовывается. Чтобы запрессовываемые детали легко входили в направляющие части подставок и запрессовок, на них должны быть фаски под углом 30 или скругления, выполненные строго концентрич-но с основным диаметром.
| Ключи для вывертывания шпилек.| Прессы для сборки деталей. |
Если нет специальных приспособлений для запрессовки подшипников качения, используют выколотки, изготовляемые из меди или другого мягкого металла. Удары, передаваемые через выколотку, наносят поочередно по всему торцу кольца.
Наибольшую сложность при сборке узла представляют рас-прессовка и запрессовка подшипника качения на цилиндрическую часть пальца нижней головки шатуна. При наличии масляной ванны для нагревания подшипника операция посадки подшипника на палец значительно упрощается.
Одно из таких приспособлений со сдвоенным качающимся пневмоцилиндром и рычажным усилителем для запрессовки подшипников качения в корпуса и на валы приведено в поз.
Одно из таких приспособлений со сдвоенным качающимся пиевмоцилиндром и рычажным усилителем для запрессовки подшипников качения в корпуса и на валы приведено в поз.
Запрессовку подшипников качения и скольжения в отверстия деталей или установку их на валах осуществляют на различных по конструкции прессах.
Установку подшипников в корпусе, если наружное кольцо запрессовывают в отверстие корпуса, производят аналогично, только нагревают при этом корпус или охлаждают подшипник. Для запрессовки подшипника качения в корпус требуются обычно сравнительно небольшие усилия.
| Простейшие способы запрессовки подшипников качения. |
В некоторых случаях, когда детали необходимо запрессовывать в большие и тяжелые корпуса, например в нижнюю раму или поворотную платформу, и пользоваться прессами нельзя, применяют специальные приспособления. Если нет специальных приспособлений для запрессовки подшипников качения, то можно использовать выколотки ( рис. 232, а), изготовляемые из меди или другого мягкого металла. Подшипник сажают на вал, равномерно ударяя молотком по выколотке, прижатой к внутреннему кольцу. Удары, передаваемые через выколотку, наносят поочередно по всему торцу кольца.
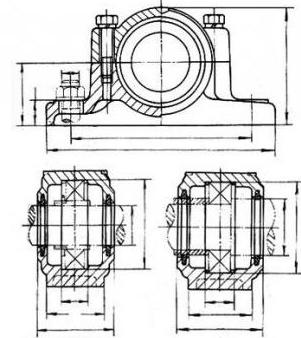
В некоторых случаях, когда детали необходимо запрессовать в большие и тяжелые корпуса, например в нижнюю раму или в поворотную платформу, и пользоваться прессами невозможно, а также когда экскаваторы работают в большом удалении от ремонтных баз, для запрессовки деталей применяют специальные приспособления. На рис. 264 показаны приспособления для запрессовки втулок, а на рис. 265 — для запрессовки подшипников качения. Такие приспособления могут быть изготовлены в любой ремонтной мастере кой.
Особенности крепления к корпусу
Существует несколько разновидностей посадки подшипника на вал в корпусе узла. Самыми распространенными сегодня из них выступают описанные ниже технологии.
Одним из самых распространенных является подшипник в корпусе на лапках. Он обладает возможностью смазывания и участвует в создании высокоскоростных механизмов. Это могут быть вентиляторы, системы аварийного энергосбережения, маховики. Отличительной их особенностью является способность работать при повышенных температурах.

Внутреннее кольцо также может закрепляться на валу при помощи стопорных винтов. Встречаются корпуса, внутреннее кольцо которых имеет коническое отверстие. Деталь крепится в нем при помощи закрепительной втулки.
Есть также корпуса, в которых установленное изделие закреплено особым эксцентриковым кольцом.
Как запрессовать подшипник на трубу
Энциклопедия по машиностроению XXLПОИСК
До того, как вы начали производить ремонт трубы и запрессовывать подшипник на трубу, необходимо подготовить место монтажа и проверить надпись на упаковке подшипника и его маркировку.
Расконсервация подшипника осуществляется в соответствии с внутризаводской инструкцией, в которой прописан допустимый нагрев детали, обычно до +80 …+90 °С. Правильная запрессовка оригинального подшипника на трубу заключается в нагреве охватывающего кольца и охлаждении посадочного вала. Если заморозка невозможна, то можно ограничиться только нагревом.
Алгоритм монтажа
Термические операции в сервисных центрах выполняются в муфельных или индукционных печах, а для мелких деталей – в минеральных масляных ваннах. При отсутствии необходимого оборудования детали нагревают в духовке или феном с учетом специфики соединения. Если элемент устанавливается на трубу, то греется подшипник, если вовнутрь – то гнездо. После нагрева элементы промываются в специальных растворах, обычно это бензин, 6-8% масляный раствор или водный антикоррозионный препарат, состоящий из следующих компонентов:
Срок хранения обработанных деталей без дополнительной антикоррозионной обработки ограничен 2-мя часами.
Приспособления для монтажа
В качестве дополнительных приспособлений, облегчающих и ускоряющих процесс запрессовки, используется:
Основные правила
Для сведения риска повреждения элементов к минимуму и обеспечения надежности соединения рекомендуется соблюдать ряд мер предосторожности, к которым относится:
Запрессовка втулок осуществляется только с помощью оправки или специальных стаканов из трубы с отверстиями для стравливания воздуха и молотка. При этом, размер стакана должен немного превышать посадочный диаметр. Оправку можно сделать самостоятельно из старых деталей, обточив их в нужных местах, но предпочтительней купить готовый набор. Попытки установки втулки ручным способом с помощью молотка нередко заканчиваются заклиниванием рабочих колец. Лучшим инструментом для выполнения работы служит промышленный пресс, создающий равномерную линейную нагрузку
Основное внимание при запрессовке подшипника следует уделить соосности деталей. Отклонение чревато искажением формы втулки, задирами и разрушением внутренних колец
Как проконтролировать качество работы?
При соблюдении условий достигается надежность посадки и минимальная деформация элементов. Работы по монтажу подшипника на трубу занимает считанные часы и не сложнее, чем установка колеса.
Производители и маркировка
В зависимости от типа производителя, существует определенная маркировка деталей. Если это не корпус для подшипника, своими руками созданный, он обязательно будет иметь обозначение соответствующей компании, его создавшей.
Существует большое множество брендов, но популярными сегодня считаются следующие производители:
Цена на такие изделия зависит от производителя и, как правило, тем выше, чем качественнее сама деталь. Самыми дешевыми, но недолговечными считаются польские и российские корпуса, более высокого качества изготавливаются представленные детали японцами. Далее выше надежность и стоимость имеют узлы итальянского производства, а за ними следуют сербские механизмы. Самыми надежными, но очень дорогими считаются немецкие и шведские, а также некоторые японские (NTN, KOYO) корпуса для подшипников.
Читать также: Пескоструй для керхера своими руками
Общая характеристика
Корпус подшипника представляет собой особую деталь. Она обычно изготавливается из чугуна или других сплавов. Применяется подшипниковый корпус для посадки основного вала на главную платформу. Он плотно фиксирует деталь.
Корпус и собственно подшипник – качения, скольжения и других разновидностей – вместе создают узел. Его легко отыскать в оборудовании и технике предприятий всех промышленных отраслей.
Так как видов представленной детали разработано довольно много, корпусов для них существует еще больше. Причем производители готовы выпускать как изделия стандартной конфигурации, так и корпуса под подшипники особой формы. В последнем случае создается индивидуальный чертеж, на основе которого мастер изготавливает требуемую деталь. Это позволяет обеспечить соответствие узла существующим условиям производства.
Как правильно запрессовывать подшипники Alisa-motors
Энциклопедия по машиностроению XXLГильза цилиндров сухаяПОИСК
Вопрос в реалиях полного отсутствия технической грамотности не праздный. На этом нелегком поприще много чего было угроблено: отбито пальцев подшипников, гнезд в которые они ставятся, кувалд, а сколько нервов потрачено? Страшно и представить…
Чтобы поставить подшипник и навсегда о нем забыть нужно соблюсти несколько условий:
Большинство оправки игнорируют: берут кувалду, наставляют подшипник на гнездо и забивают его словно костыль в шпалу… При таком подходе к ремонту итог спрогнозировать сложно:
Теория
Для того, чтобы по-максимуму облегчить себе работу и свести риски повреждений деталей к минимуму, а заодно обеспечить высокое качество ремонта нужно соблюсти несколько важных правил:
Оправка
Оправку покупать совсем необязательно ее можно сделать самому за несколько минут из бездифицитного материала: из такого же подшипника, который нужно запрессовать. Если лень возится — оправку можно купить или даже купить целый набор и пользоваться на здоровье. Что вам больше приемлемо, то и выбирайте.
Берем старый ненужный подшипник, который еще способен вращаться. Подводим подшипник к кругу точильного станка и обтачиваем немного обойму: если подшипник развернуть поперек камня, то работа пойдет намного быстрее
Сильно стачивать обойму не нужно, хватит буквально десятой доли миллиметра
Вырезаем сваркой внутреннею обойму
Для удобства работы — навариваем на обойму шайбу
Запрессовка
Нагреваем гнездо, наставляем подшипник, кладем на подшипник оправку и с помощью молотка забиваем его на нужную глубину. Забивать нужно за несколько несильных ударов постоянно контролируя, чтобы подшипник не пошел на перекос
На вал насадить подшипник еще проще: отрезаем кусок подходящего размера трубы, нагреваем подшипник, одеваем его на вал, наставляем трубу на внутреннею обойму и забиваем
Все о ремонте ступичного подшипника
Собственно сама процедура (подкрепим фотографиями) по замене подшипника: — устанавливаем автомобиль на ровную площадку; — обязательно подставляем под колёса, которые мы не будем ремонтировать башмаки; — ключей срываем гайки на колесе и после поддомкрачивания, окончательно откручиваем, колесо с диском божий в укромное место до лучших времён; — демонтируем фиксирующую шпильку и откручиваем гайку полуоси; — используя гаечные ключи, отсоединяем наконечники рулевых тяг (если речь идёт о передней подвеске), нижний рычаг и тягу стабилизатора — смотрим фото: — обхватив ступицу двумя руками, и вращая ее то влево, то вправо аккуратными движениями демонтируем ступицу.
Запрессовка — подшипник
Отверстия в монтажных стаканах ( рис. 7.11, а, в) предназначены для выхода нсгщуха из внутренней полости стакана при запрессовке подшипника на вал.
Отверстия в монтажных стаканах ( рис. 7.11, о, в) предназначены для свободного выхода воздуха из внутренней полости стакана при запрессовке подшипника на вал.
Посадка подшипников на ось серьги производится аналогично посадке подшипника на палец кривошипа с применением для этой цели масляной ванны для нагрева или специальной оправки для запрессовки подшипника.
| Электродвигатель типа ЭПТ-2. |
Литой алюминиевый диск 18 ( см. рис. 81) подвижной щетки надет на ось корпуса полотера, закреплен винтом и закрыт крышкой ( заглушкой) с резьбой. После запрессовки подшипников диск статически балансируется, торцевое биение допускается не более 0 3 мм. При нажатии конусного ролика на фрикцион ролик увлекает за собой диск-держатель подвижной щетки.
При монтаже подшипников с витыми роликами и разрезными наружными кольцами следует применять приспособление, приведенное на рис. 17; оно сжимает наружное кольцо подшипника, облегчая его посадку в корпус. После запрессовки подшипников необходимо проверить прилегание подшипника к запле-чику вала или к борту корпуса подшипника, щуп толщиной 0 05 мм не должен проходить.
Игольчатый подшипник винта рулевого механизма должен быть запрессован в верхнюю крышку картера рулевого механизма так, чтобы торец подшипника с маркировкой был обращен внутрь крышки. После запрессовки подшипника иголки должны свободно перемещаться в обойме подшипника.
| Способ монтажа шариковых подшипников. |
Для облегчения напрессовки подшипника на вал подшипник целесообразно нагреть в течение 10 — 15 мин в машинном масле, имеющем температуру 80 — 100 С. При запрессовке подшипника в корпус последний предварительно подогревают струей горячего воздуха или погружают ( малогабаритный корпус) в горячее масло. Возможно также охлаждение подшипника до температуры — 75 С в термостате с сухим льдом.
Основными правилами при монтаже подшипников являются следующие. При запрессовке подшипника сила должна передаваться непосредственно на то кольцо, которое устанавливается с натягом. Если оба кольца установлены с натягом, то сила должна передаваться непосредственно и одновременно обоим кольцам. Недопустимо, чтобы сила передавалась от одного кольца к другому или от сепаратора к кольцу через тела качения.
| Приспособление для выпрессовки корпуса игольчатого подшипника карданноговала автомобиля Москвич-2140.| Сборка карданного шарнира. / — карданная вилка, 2 — стопорное кольцо, 3 — стакан подшипника, 4 — уплотнение, 5 — шип крестовины, 6 — игла подшипника, 7 — мерный щуп. А, Б, В, Г — лепестки мерного щупа. |
При запрессовке подшипников, когда крестовина упирается в корпус подшипника ( в этом случае нет зазоров), мерным щупом, у которого четыре лепестка толщиной 1 53; 1 56; 1 59; 1 62 мм, определить расстояние между корпусом подшипника и торцом кольцевой канавки.
При запрессовке подшипника на вал усилие от оправки должно передаваться на торец внутреннего кольца, а при запрессовке в корпус — на торен наружного кольца. При одновременной запрессовке подшипника на вал и в корпус применяют оправку с концентрическими буртиками, упирающимися г. торцы обоих колец.
В картере и его крышках изнашиваются места запрессовки подшипников, в основном подшипников качения. Если размер отверстия под запрессовку подшипника выходит из допуска, установленного технологией ремонта ( что определяется при дефек-тации непроходной пробкой или на глаз), картер или крышка картера бракуются или растачиваются под запрессовку переходной стальной втулки. После расточки картера на специальном приспособ лении проверяют индикатором соосность расточенного отверстия с отверстием передней крышки. Несоосность не должна превышать 0 02 мм.
В картере и его крышках изнашиваются места запрессовки подшипников, в основном подшипников качения. Если размер отверстия под запрессовку подшипника выходит из допуска, установленного технологией ремонта ( что определяется при дефек-тации непроходной пробкой или на глаз), картер или крышка картера бракуются или растачиваются под запрессовку переходной стальной втулки. После расточки картера на специальном приспособ ленни проверяют индикатором соосность расточенного отверстия с отверстием передней крышки. Несоосность не должна превышать 0 02 мм.
Текст видео
Привет в видел показан один из способов запрессовки ступичного подшипника без пресса Всем кто хочет поддержать канал: 4276 0218 8043 4373
Как заменить ступичный подшипник
ваз — 2108, 09, 099, 10, 11, 12, 13, 14, 15
2108, 2109, 21099, 2110, 2111, 2112, 2113, 2114, 2115
Из всех автомобильных аксессуаров самый необходимый — это бумажник
Сегодня я покажу, как меняется передний ступичный подшипник на переднеприводных автомобилях без снятия стойки и без пресса.
Если у вас литые диски, первым делом снимаем центральный колпачок.
Выясняем, какого диаметра центральная гайка, которой крепится шрус.
Берём очень мощную головку, в данном случае у меня здесь гайка на 30, поэтому и головка соответственно на 30.
Также берем мощный лом, желательно, чтобы длина этого лома было около 2 метров.
Затем вам понадобится или помощник, который будет давить со всей силы на тормоза, или нужно будет подкладывать противооткатные упоры под все четыре колеса.
Перед началом откручивания колеса немного выворачиваю его.
Это делается для того, чтобы при откручивании лом не упирался в кузов автомобиля.
Подкладываю противооткатные упоры и можно пробовать откручивать.
Самостоятельная замена ступичного подшипника
Замена подшипника ступицы является регламентной работой, выполнение которой под силу всем автолюбителям.
Суть работы заключается в передачи вращения через тела качения.
При этом внешняя и внутренние обоймы не связаны между собой.
В нашем случае внутренняя обойма сочленяется со ступицей, а внешняя с поворотным кулаком. Внутри ступицы расположены зубцы, служащие для зацепления ступицы с приводным валом. Именно эти шлицы позволяют передавать крутящий момент от КПП к колесам автомобиля.
Сразу стоит отметить, что замена подшипника ступицы колеса возможна двумя способами:
Иной тип конструкции предполагает использование резьбового сочленения между болтом и гайкой как силы для выдавливания подшипника.
Принцип подбора наставок такой же, как и для предыдущего съемника. Второй способ замены предполагает использование различных наставок и молотка. Ими выбиваются, а затем забиваются обратно, ступица и подшипник колеса.
Особенности эксплуатации
Корпус под подшипник должен обеспечивать всему узлу требуемые параметры работы. Он функционирует при больших нагрузках и не должен при этом создавать повышенный уровень шума. Экстремальные условия эксплуатации узла не должны снижать долговечность корпуса и всего механизма.
В зависимости от назначения, различают большое количество типов конструкций. Каждый производитель маркирует их по-своему. Можно выделить самые популярные компании-производители.
Корпус имеет сферическую форму под установку самого подшипника. Это дает возможность элементам механизма устанавливаться самостоятельно. Между подшипником и корпусом устанавливаются маслоотталкивающие уплотнения из резины в форме колец.
Выбор и изготовление съемника ступичных подшипников
Съемник подшипников ступицы – специализированный инструмент предназначенный для запрессовки и спрессовки деталей в ступичных узлах автомобиля.
Так как подшипники установлены на посадочные поверхности с натягом, для их спрессовки или запрессовки требуется прикладывать большое усилие на ограниченную площадь узла. Вывод – для данной операции необходим надежный, а так же универсальный инструмент.
Широкому диапазону размерного ряда ступичных узлов соответствуют разнообразные типы съёмников подшипников ступиц (ССП). Выбрать подходящий съемник для замены подшипников не просто. Какими параметрами руководствоваться узнаете, прочитав статью. Так же затронем тему самостоятельного изготовления устройства и порядок работы инструментом.
Виды съемников подшипников ступицы
Изучите сводную таблицу, в которой представлены несколько основных типов ССП, а так же конкретные рекомендуемые модели.
Выпрессовка — подшипник
Выпрессовка подшипника при необходимости замены представляет большую трудность. Разрезная цанга этого приспособления с наружными заплечиками имеет внутреннюю конусную поверхность. Цангу вводят в отверстие под подшипник, затем корпусом раздвигают лепестки цанги до упора их во внутреннее кольцо. Благодаря заплечикам на лепестках цанги производится захват подшипника за торцовую поверхность внутреннего кольца. Навертывая гайку на винт цанги, производят вы-прессовку подшипника.
| Схема выпрессовки вала из сердечника ротора. |
Выпрессовку подшипников скольжения из корпуса производят с помощью вертикального пресса в случае замены, а чаще всего при необходимости перезаливки вкладышей. Подшипники электрических машин небольшой мощности выпрессовывают ударами молотка по деревянной надставке, стараясь не повредить корпус подшипника.
Для выпрессовки подшипников, а также полумуфт, шкивов и других детален в последнее время стали применять гидравлические съемники. Они очень удобны в работе и облегчают операции разборки узлов станков для ремонта.
Для выпрессовки подшипников качения из корпуса, если в последнем нет специальных пазов для ввода в них лап съемника, применяют болты, ввертываемые в сквозные нарезанные отверстия ( фиг.
При выпрессовке подшипников из гнезд корпуса предусматриваются полости или пазы, в которые вводят лапы съемника.
При выпрессовке подшипника из корпуса усилие прикладывают к наружному кольцу, а при спрессовке с вала — к внутреннему. Запрещается выпрессовывать подшипники ударным инструментом.
При выпрессовке подшипников из крышек следует пользоваться специальными съемниками.
При выпрессовке подшипника из корпуса усилие прикладывают к наружному кольцу, а из вала — к внутреннему. Запрещается использовать ударный инструмент.
При выпрессовке подшипника качения с вала его внутреннюю обойму поливают горячим маслом.
Приспособление для выпрессовки подшипников шпинделей токарно-винторезных станков.
Известен способ выпрессовки подшипников путем приложения осевых усилий к кольцу, напрессованному на вал или во втулке. Однако при таком способе невозможно демонтировать подшипники в тех случаях, когда нет свободного доступа к напрессованному кольцу.
| Допустимые и устраняемые дефекты на подшипниках качения при ремонте. |
Преимущества не смазываемых и смазываемых корпусов
Сегодня производители выпускают как смазываемые, так и не смазываемые корпуса для подшипников. Корпус подшипника, чертеж которого разработан для стандартных смазываемых повторно узлов, имеет в себе масленку.
К преимуществам непополняемых дополнительной смазкой корпусов можно отнести экономию на техобслуживании, компактность конструкции. В таких деталях отсутствует вероятность утечки масла. Это приводит к повышенной чистоте детали.
Смазываемые повторно корпуса эксплуатируются при больших температурах и в большой запыленности окружающей среды. Если нет возможности использовать деталь с крышкой, такой узел применяется в условиях попадания на него брызг воды или других жидкостей.
При нерегулярности использования такого корпуса подшипник будет работать должным образом. Такие детали применяются при ускоренном ходе узла, при повышенных нагрузках и потребности снизить шум при работе.
Маркировка корпуса в зависимости от конструкции
Корпус подшипника может быть обозначен различной маркировкой в зависимости от типа узла. Изготовленный для радиальных деталей, которые устанавливаются во фланцевые узлы, механизм крепится установочными винтами. Подшипник в них обозначается UC, а корпус для них бывает F, P, Т, FL, FC. Если этот узел соединен воедино, деталь будет иметь вид, например, UCP, UCT, UCFL.
Для опорных конструкций корпус обозначается как SD, а сам подшипник – SN.
Приобретать подобные изделия лучше у непосредственного представителя того или иного производителя. Это гарантирует качество приобретаемых деталей.
Типы корпусов
Существует определенная классификация корпусов для подшипников. Каждый тип отличается своим предназначением, способом крепления, конфигурацией и размером. Стандартными сегодня выступают такие разновидности:
- стационарные цельные;
- стационарные разъемные;
- фланцевые.
Цельный стационарный тип корпуса изготавливают из чистого никеля, что делает его более жестким и простым. Осевая посадка подшипников в корпус имеет сложный осевой тип монтажа. Поэтому такую разновидность используют в тихоходных механизмах, которые обладают небольшим диаметром вала.
Разъемный стационарный корпус делают из серого чугуна. Он состоит из крышки и основы. Эти элементы корпуса соединяются болтами. Такая конструкция позволяет легко поменять подшипник при его износе, сделать вторичную расточку вкладыша, а также отрегулировать зазор. Это частый тип корпуса в машиностроении.
Фланцевый корпус похож на предыдущий тип. Он состоит из основания и крышки, соединенных болтами. Его применяют для очень требовательных деталей. Он служит опорой как для концевого, так и для сквозного вала.
Как запрессовать подшипник ступицы своими руками
И только в случае «мертвого» прикипания обоймы прибегать к экстренным мерам. Принцип выпрессовки и запрессовки заднего ступичного подшипника ничем не отличается от работы, проделанной с передней осью.
Если вы меняете шарикоподшипник переднего колеса кустарным методом, уделите внимание следующим советам:
ударять по обойме следует с равномерным усилием. Бить нужно по противоположным сторонам либо, равномерно продвигаясь в одном направлении. Главное, чтобы не было перекосов.
Поскольку отверстие расширилось, то с выполнением данной задачи не должно возникнуть каких-либо проблем. Когда все детали остынут, можете попробовать вытащить подшипник – вряд ли у Вас это получится. Естественно, что второй вариант будет стоить дороже.
Подготовка оси
Подготовка оси — главный секрет. Ось должна быть подготовлена так, чтобы не повредить довольно нежный материал прослойки. Даже кожа легко может пострадать от малейшего заусенца на металлической оси. Ветошь протрется вообще моментально. Раньше в качестве осей телег использовались прочные круглые деревянные черенки. Дерево — неплохой материал для таких осей, так как его довольно легко отполировать, и он довольно мягкий, так что дополнительно полируется в самом подшипнике о кожаную прокладку.
Источник



