способ изготовления коронирующего электрода электрофильтра
Классы МПК:
B03C3/00 Выделение дисперсных частиц из газов или паров, например из воздуха, с использованием электростатического эффекта B03C3/40 электроды B01D35/06 электрические или электромагнитные фильтры
Автор(ы):
Мошкин А.А. , Кравченко В.Н. , Агафонов Б.В.
Патентообладатель(и):
Товарищество с ограниченной ответственностью «Промгазоочистка-АКС»
Приоритеты:
Использование: очистка технологических газов и охрана воздушного бассейна. В способе изготовления коронирующего электрода электрофильтра, имеющего несущую часть, путем формования перед формованием несущую часть смазывают слоем силиконового каучука толщиной 0,5-0,6 мм, затем покрывают защитной оболочкой из свинца, нагретого до 90-100 o C в формующем устройстве, после чего выводят из последнего с одновременным охлаждением на воздухе. Несущую часть выполняют в виде проволоки. Изобретение обеспечивает надежность и эффективность при эксплуатации за счет увеличения срока службы коронирующего электрода и уменьшения шламовых отложений на нем. 1 з.п. ф-лы, 2 табл.
Формула изобретения
1. Способ изготовления коронирующего электрода электрофильтра, имеющего несущую часть с защитной оболочкой, путем формования, отличающийся тем, что перед формованием несущую часть смазывают слоем силиконового каучука толщиной 0,5 — 0,6 мм, затем покрывают защитной оболочкой из свинца, нагретого до 90 — 100 o С в формующем устройстве, после чего выводят из последнего с одновременным охлаждением на воздухе.
2. Способ по п.1. отличающийся тем, что несущую часть выполняют в виде проволоки.
Описание изобретения к патенту
Изобретение относится к технике очистки технологических газов и охраны воздушного бассейна и может быть использовано в производстве минеральных удобрений, химической, нефтехимической и других отраслях промышленности при очистке газов от туманообразных капельно-жидких кислот в электрофильтрах.
Наиболее близким предлагаемому является известное техническое решение, в котором коронирующий электрод выполнен путем формования и имеет несущую часть в виде металлической трубы и защитную оболочку из полимерного материала с зубьями-выступами. Полимерная оболочка изготовлена с возможностью движения вдоль несущей части коронирующего электрода. Для этого между несущей частью и полимерной оболочкой имеется зазор (см. авт. свид. СССР N 1666185, кл. B 0 3 C 3/41, БИ N 28, 1991 г.).
Полимерная оболочка защищает несущую часть коронирующего электрода от коррозии в процессе работы в электрофильтре. Но в связи с тем, что под воздействием температуры полимерная оболочка находится в состоянии движения по отношению к несущей части коронирующего электрода, скользящие элементы изнашиваются и срок службы электрода падает и не превышает одного года. В процессе эксплуатации эффективность коронирующего электрода снижается, т.к. острия зубьев-выступов деструктурируют, а наличие зубьев-выступов приводит к образованию больших шламовых отложений, что уменьшает эффективность очистки газов.
Задача предлагаемого способа — обеспечение эффективной очистки химически агрессивных газов.
Решение задачи достигается техническими результатами, которыми являются надежность и эффективность при эксплуатации за счет увеличения срока службы коронирующего электрода и уменьшения шламовых отложений на нем, соответственно.
Для достижения технического результата в способе изготовления коронирующего электрода электрофильтра, имеющего несущую часть с защитной оболочкой, путем формования, согласно изобретению, перед формованием несущую часть смазывают слоем силиконового каучука толщиной 0,5 — 0,6 мм, затем покрывают защитной оболочкой из свинца, нагретого до 90 — 100 o С в формующем устройстве, после чего выводят из последнего с одновременным охлаждением на воздухе.
При этом несущую часть электрода выполняют в виде проволоки.
Способ осуществляется следующим образом.
Несущую часть коронирующего электрода в виде проволоки смазывают перед формованием слоем силиконового каучука толщиной 0,5 — 0,6 мм и подают в формующее устройство, в которое помещается свинец, нагретый до 90 — 100 o С для образования защитной оболочки. Далее, в формующем устройстве несущую часть электрода направляют в нагретый до 90 — 100 o С свинец, вместе в которым происходит ее движение и формование защитной оболочки. В результате несущую часть электрода покрывают защитной оболочкой из свинца. Сформованный коронирующий электрод выводят из формующего устройства и одновременно охлаждают на воздухе. После этого коронирующий электрод устанавливают в электрофильтре.
Примеры осуществления способа.
Пример 1. Несущую часть коронирующего электрода в виде проволоки с диаметром 1,2 мм из нихрома перед формованием смазывают слоем силиконового каучука толщиной 0,5 мм. Затем несущую часть подают в формующее устройство, где направляют в свинец, нагретый до 90 o С. В процессе формования несущую часть электрода покрывают защитной оболочкой из свинца. Сформованный коронирующий электрод выводится из формующего устройства и одновременно охлаждается на воздухе.
Пример 2. Несущую часть коронирующего электрода, описанную в примере 1, перед формованием смазывают слоем силиконового каучука толщиной 0,6 мм. Затем несущую часть подают в формующее устройство, где направляют в свинец, нагретый до 100 o С. Далее как в примере 1.
Некоторые сравнительные данные при эксплуатации в электрофильтре, снабженном коронирующим электродом, изготовленным предлагаемым способом, и прототипа представлены в таблице 1.
Обоснование оптимизации режимов отработки технологии изготовления приводится в таблице 2.
Преимуществом предлагаемого способа является повышение надежности и эффективности коронирующего электрода при эксплуатации. Повышение надежности и тем самым срока службы достигается тем, что защитная оболочка является единым телом по отношению к несущей конструкции электрода. Повышение эффективности обеспечивается за счет того, что шламовые отложения на нем незначительны и практически не изменяют электрические характеристики коронирующего электрода в процессе эксплуатации.
Источник
Способ изготовления проволочных коронирующих электродов электрофильтров
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
Республик (61) Записи:ue от авт. свидетельства (22) Заявлено 15.09.72 (21) 1828854/23-26 с присоединением заявки № (32) Приоритет
Опубликовано 25.08,74. Бюллетень № 31
Дата опубликования описания 04.02.75 (51) М. Кл. В 03с 3/41
Совета Министров СССР (53) УДК 66.067.3 (088.8) ао делам изобретений и открытий (72) Авторы изобретения
Г. С. Залетаев и Е. И. Павловский (71) Заявитель (54) СПОСОБ ИЗГОТОВЛЕНИЯ
ПРОВОЛОЧНЫХ КОРОНИРУЮЩИХ ЭЛЕКТРОДОВ
Изобретение может применяться в химической, металлургической, энергетической и других отраслях промышленности, где необходима очистка газов от пыли электрофильтрами.
Известный способ изготовления проволочных коронирующих электродов, состоящий в навивании проволоки и винтовую цилиндрическую пружину с последующим ее растягиванием, не обеспечивает снабжение электрода достаточно выраженными фиксированными разрядными точками.
Цель изобретения — обеспечить получение выраженных фиксированных разрядных точек.
Это достигается тем, что одновременно с растягиванием винтовую цилиндрическую пружину пропускают через клинообразную фильеру, ширина входной стороны которой соответствует диаметру пружины, а ширина выходной стороны равна двум диаметрам проволоки.
На фиг. 1 показана клинообразная фильера, используемая при изготовлении электрода; на фиг. 2 — проволочный коронирующий электрод, полученный предлагаемым способом.
Способ осуществляют следующим образом.
Проволоку навивают в виде винтовой цилиндрической пружины 1, которую затем растягивают, пропуская через клинообразную фильеру 2. Ширина входной стороны 3 фильеры 2 соответствует диаметру пружины, что обеспечивает ввод пружины 1 в фильеру 2 без заеданий. Ширина выходной стороны 4 равна
5 двум диаметрам проволоки, что обеспечивает необходимую степень натяжения проволоки при образовании петель 5. При движении внутри клинообразной фильеры витки пружины перекашиваются и перегибаются в петли
10 на выходе 4, и таким образом, на проволочном коронирующем электроде образуется фиксированные разрядные точки в виде петель 5. Шаг между фиксированными разряд:ными точками равен длине витка пружины и
15 может регулироваться изменением диаметра навивки пружины.
Способ изготовления проволочных коронирующих электродов электрофильтров, состоящий в навивании проволоки в винтовую цилиндрическую пружину с последуюшим ее ра25 стягиванием, отличающи и ся тем, что, с целью получения выраженных фиксированных разрядных точек, одновременно с ратягиванием винтовую цилиндрическую пружину пропускают через клинообразную фильеру.
Составитель О. Догаев
Техред А; Камышннкова Корректор И. Позняковская
Редактор О. Стенина.Тийография, пр. Сапунова, 2
Заказ 169/3 Изд. № 178 Тираж 591 Подписное, ЦНИИПИ Государственного комитета Совета Министров СССР по делам изобретений и открытий
Источник
Виды коронирующих электродов
Электрофильтры можно классифицировать по многим признакам. По расположению зон зарядки и осаждения электрофильтры подразделяют на однозонные и двухзонные. В однозонных электрофильтрах зоны зарядки и осаждения совмещены, а в двухзонных коронирующие и осадительные электроды разделены и размещены в разных конструктивных зонах. В соответствии с направлением движения газового потока фильтры подразделяют на горизонтальные и вертикальные. По форме осадительных электродов различают электрофильтры пластинчатые, трубчатые и иногда шестигранные. В зависимости от числа последовательно расположенных полей электрофильтры бывают однопольные и многопольные, а в зависимости от числа параллельно работающих секций — односекционные и многосекционные. Вывод уловленной пыли из электрофильтра может осуществляться в сухом виде посредством встряхивания электродов и в мокром виде смывом водой. В соответствии с этим различают сухие и мокрые электрофильтры.
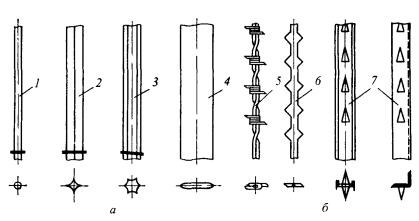
В зависимости от условий эксплуатации, состава, температуры, давления и влажности газов, физико-химических свойств пыли, требуемой степени очистки, создано много различных конструкций электрофильтров. Эти конструкции, часто значительно отличающиеся друг от друга, включают следующие основные элементы: корпус электрофильтра; узлы подвода, распределения и отвода очищаемых газов; электроды (коронирующие и осадительные); устройства для удаления уловленной пыли с электродов; изоляторные коробки — узлы для подачи на электроды высокого напряжения; устройства для сбора и вывода уловленной пыли из аппарата. Корпус электрофильтра выполняют из листовой стали, бетона, кирпича и других материалов в зависимости от температуры и агрессивности газов. При необходимости корпус футеруют или снабжают наружной теплоизоляцией. Корпус может быть прямоугольным и цилиндрическим. В нем размещаются коронирующие и осадительные электроды и собирается уловленная пыль. Подвод газов к электрофильтру и отвод из него должны обеспечивать равномерное распределение газов в аппарате. Сечение подводящих и отводящих газопроводов определяют исходя из скорости газа (около 20 м/с), исключающей осаждение пыли в газопроводе. При присоединении газопроводов к электрофильтру устанавливают диффузоры и конфузоры, необходимые для осуществления плавного перехода от скорости газа в газопроводе к значительно более низкой скорости газа в электрофильтре и обратно. При многосекционных электрофильтрах конструкция газопроводов должна позволять отключать отдельные секции. На входе газов в электрофильтр устанавливают специальные устройства, выравнивающие скорости газа в сечении электрофильтра: направляющие аппараты, распределительные решетки. Основным технологическим элементом, решающим образом влияющим на работу электрофильтра, являются электроды (коронирующие рис 5 и осадительные рис 6). Коронирующие электроды могут быть гладкими или иметь фиксированные точки разряда. Гладкие электроды могут быть круглого, квадратного, звездообразного или ленточного сечений. Коронирующие электроды с фиксированными точками разряда снабжены иглами, на которых и возникает коронный разряд. Меняя шаг игл и их высоту, можно получать определенное значение тока короны. Чаще всего применяют электроды из ленты со штампованными зубцами или шипами.
Рисунок 5. Коронирующие электроды а— гладкие; б — с фиксированными точками разряда;
При расчете электрических параметров за радиус игольчатого коронирующего электрода рекомендуется принимать радиус провода, эквивалентного по вольтамперной характеристике игольчатому электроду и равного R
0,3 мм. Осадительные электроды трубчатых электрофильтров чаще всего выполняют из труб круглого сечения диаметром 200-300 мм, длиной 3-5 м. Иногда применяют и трубы квадратного или шестиугольного сечений. Листовые пластинчатые осадительные электроды применяют только в мокрых электрофильтрах, так как в сухих при удалении пыли с электродов встряхиванием они дают значительный вторичный унос. Прутковые электроды применяют в условиях высоких температур, так как они меньше подвержены короблению. В целях снижения вторичного уноса применяют коробчатые и желобчатые осадительные электроды. Коробчатый осадительный электрод представляет собой двустенную коробку, в которую направляется стряхиваемая с электродов пыль. Таким образом, пыль выводится из зоны движения газового потока и падает вниз внутри изолированной от потока коробки. Коробчатые электроды бывают карманными, перфорированными, тюльпанообразными. Общие недостатки коробчатых электродов—сложность изготовления, значительный расход металла.
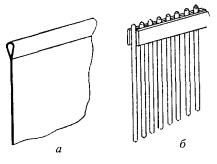
Рисунок 6. Осадительные электроды а — листовые; б — прутковые
Различные типы осадительных электродов
сложного профиля а — перфорированные, б — карманные;
в — тюльпанообразные; г — желобчатые,
д, е — открытого профиля
На практике все шире применяют желобчатые электроды, которым в меньшей мере присущи недостатки коробчатых электродов. В этих конструкциях стряхиваемая с электродов пыль осыпается внутри застойных зон, отделенных от газового потока, вследствие чего вторичный унос также снижается. Хотя условия падения пыли не так идеальны, как в замкнутом пространстве коробки, желобчатые электроды эффективнее, так как в застойную зону электрода попадает значительно больше пыли, чем внутрь коробчатого электрода. Желобчатые электроды бывают волнистые, U-образные, э-образные, с-образные, w-образные, то есть они отличаются друг от друга формой профиля. В России наибольшее распространение получили электроды открытого профиля, характеризующиеся относительной простотой изготовления, достаточной жесткостью и заметно меньшим расходом металла. Распределение пыли по поверхности для этих электродов значительно благоприятнее, чем, например, для перфорированных электродов, у которых внутрь коробки попадает не более 12 % осаждающейся на электроде пыли. Пыль с электродов, как уже отмечалось, может удаляться сухим и мокрым способами. Сухое удаление пыли с электродов осуществляют встряхиванием, для чего используют различные системы. В России наибольшее распространение получили системы ударно-молоткового действия.