
Как сделать мощные электромагнитные станочные «тиски»
Здравствуйте, уважаемые читатели и самоделкины!
Одной из важнейших составляющих частей сверлильного станка являются станочные тиски. От них во многом зависит удобство обработки деталей.
Одним из немаловажных факторов является возможность быстро зафиксировать заготовку, и при необходимости переместить.
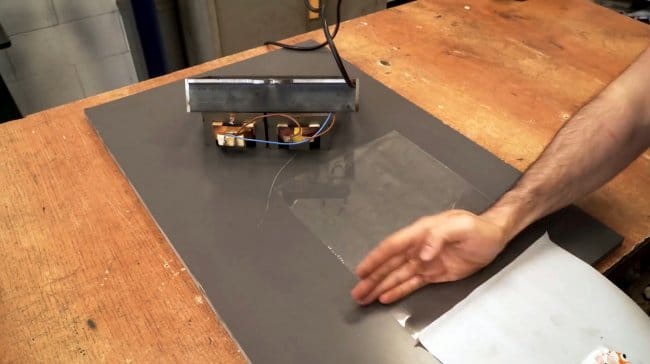
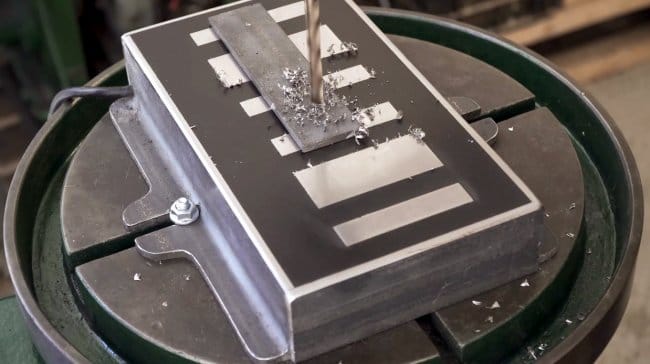
В данной статье автор YouTube канала «Black Beard Projects» расскажет Вам, как он сделал магнитные «тиски» для сверлильного станка. Это дополнение расширит его возможности, а также уменьшит количество металлической стружки, разлетающейся во все стороны.

Этот проект достаточно прост в изготовлении, и может быть повторен в условиях небольшой мастерской. Также потребуется некоторый объем сварочных работ.
Материалы , необходимые для самоделки.
— Блоки питания 12В, 24В 150 Вт
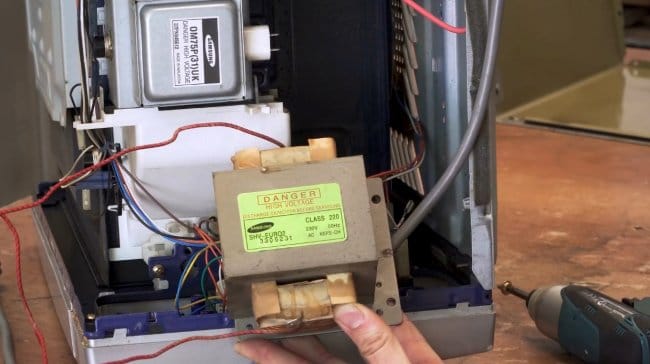
— Трансформатор от микроволновой печи — 2 шт
— Стальной уголок 50X50 мм, пластиковая труба
— Литьевая эпоксидная смола
— Провода, припой
— Шлифовальные диски на липучке .













Корпусом для изделия послужит стальной уголок 50X50 мм. Вырезав четыре элемента с учетом размеров двух трансформаторов, и сделав запас, мастер срезает ребра у коротких боковых стенок.
На углах делается выборка на толщину ребер уголка.



















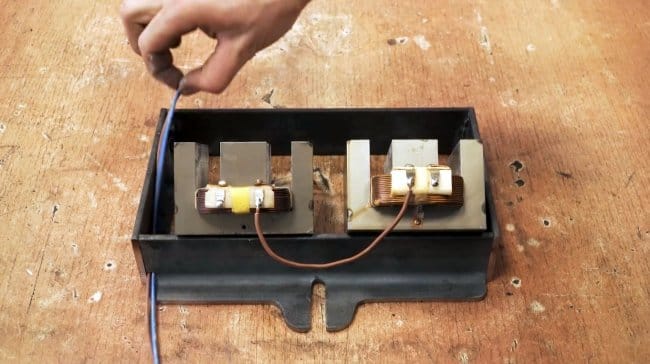
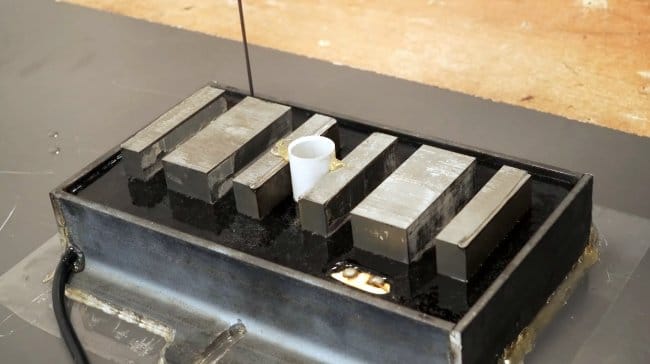
Внутри корпуса, который одновременно послужит и опалубкой для заливки эпоксидной смолой, мастер разместил оба магнитопровода с установленными на свои места первичными обмотками.
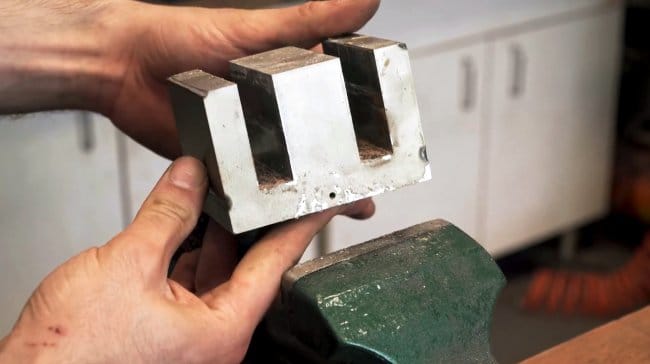
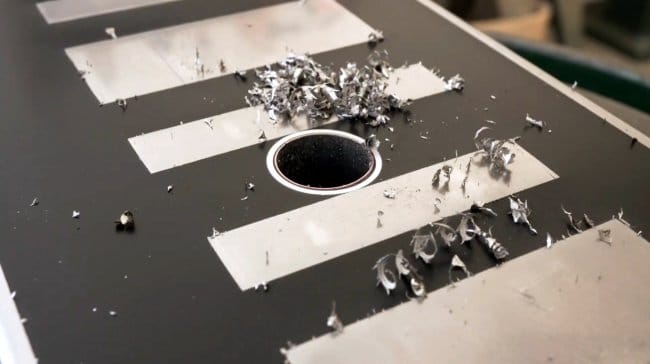
Между ними будет расположена пластиковая трубка, она нужна для выхода сверла при сквозном сверлении деталей.



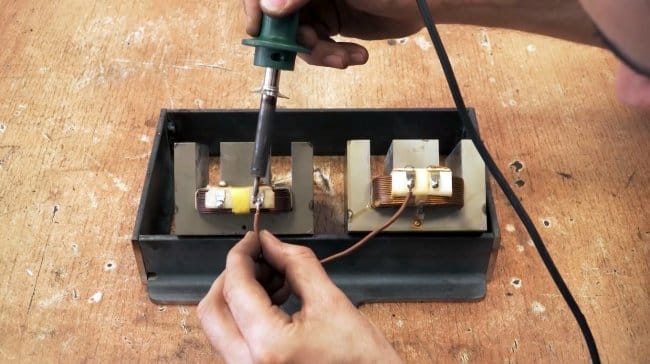

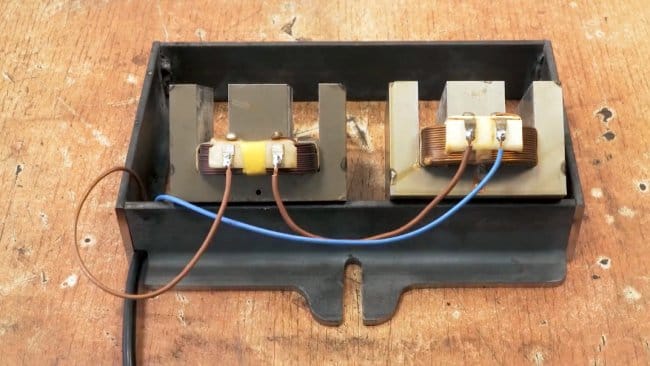

Теперь он фиксирует трубку при помощи клеевого пистолета . Также тщательно нужно загерметизировать все швы и стыки с основанием.
Литьевая смола очень текуча, и даже небольшая щель может привести к полному ее вытеканию на верстак и пол.


Смешивать компоненты литьевой смолы необходимо с большой точностью. Поэтому их лучше взвесить на электронных весах согласно инструкции.
В состав автор добавил немного черного красителя, чтобы скрыть потроха устройства под непрозрачным слоем смолы, и придать изделию эстетичный вид.
Лучше использовать две емкости для смешивания. Перемешав компоненты в одной чаше около двух минут, состав переливается в другую, и процедура повторяется.






Полимеризация состава обычно происходит за 12-24 часа. Ускорить этот процесс можно в два раза, оставив изделие при температуре 55 градусов.
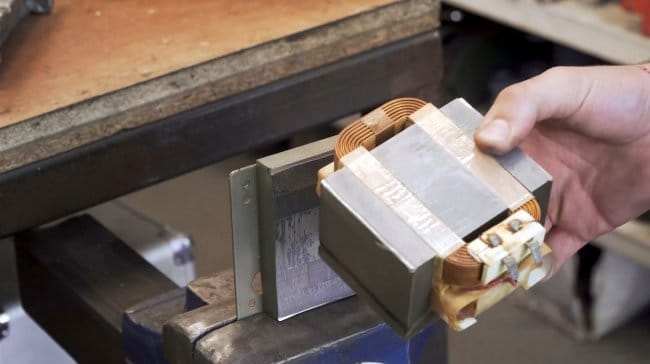
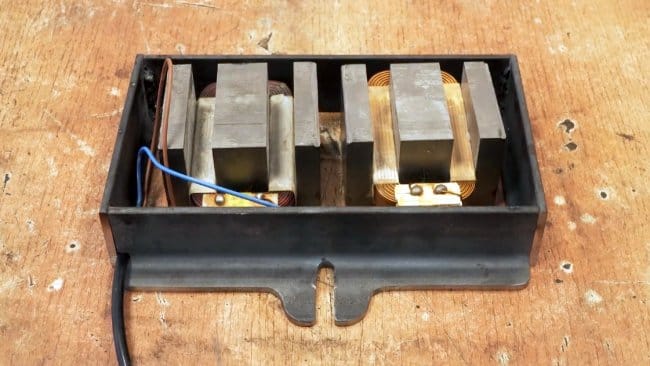
Как видно, состав немного просочился. Теперь нужно аккуратно отклеить изделие от подложки.
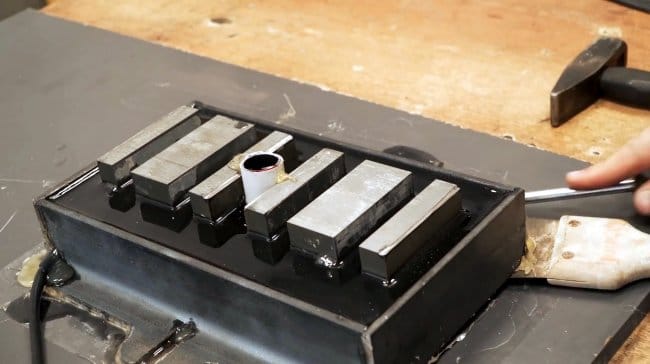

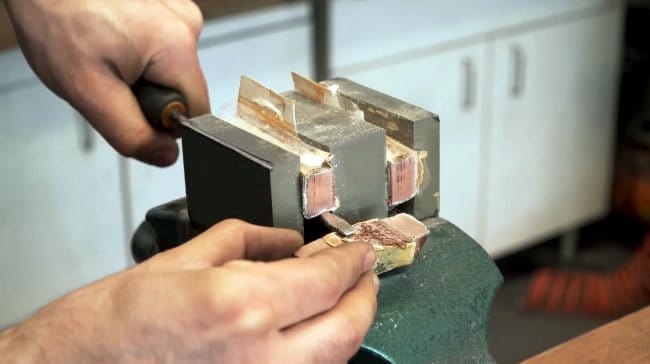
Наверняка этот мастер с неплохим чувством юмора. Ножовкой срезать лишние части магнитопровода можно оочень долго. Причем это нужно сделать вровень с ребрами бортов. Подозреваю, что эту операцию он выполнил на ленточной пиле.
Конечно, можно было просто залить трансформаторы «вверх ногами», расположив их на ровной поверхности.

























Всем хорошего настроения, крепкого здоровья, и интересных идей!
Подписывайтесь на телеграм-канал сайта, чтобы не пропустить новые статьи.
Авторское видео можно найти здесь.
Источник
Крестовинные координатные тиски для сверлильного станка

Двухкоординатные крестовинные тиски для сверлильного станка предназначены для фиксации и удержания детали в процессе ее обработки (сверления отверстий). Благодаря своей конструкции, такие тиски дают возможность перемещать заготовку по двум координатам, не доставая ее из самих тисков, что очень удобно.

Первым делом необходимо будет нарезать 4 заготовки из профильной трубы квадратного сечения (размер — 20*20 мм). Также надо отрезать несколько кусков уголка, в каждом из которых автор сверлит по одному отверстию.
После этого все нарезанные заготовки нужно зачистить лепестковым кругом для болгарки. Далее четыре отрезка профильной трубы мастер сваривает между собой в рамку прямоугольной формы.

Причем торцы снаружи и внутри рамки необходимо усилить полосами металла толщиной около 3 мм, поскольку эти места будут испытывать нагрузку в процессе работы.
Основные этапы работ
Далее к сваренной рамке нужно приварить четыре «лапы» из отрезков уголка. В боковых сторонах рамки нужно просверлить отверстия под резьбовую шпильку. Таким же образом изготавливается вторая деталь (только четыре «лапы» из уголков в этом случае вырезать не нужно).

Из профильной трубы 40*40 мм автор делает четыре уголка. Также надо отрезать небольшой кусок полосы металла. После этого можно приступать к изготовлению других частей данного приспособления.

Из отрезков уголков и куска автор сваривает каретку, которая будет свободно перемещаться внутри первой рамки. В то же время вторая рамка так же свободно может перемещаться внутри второго яруса каретки перпендикулярно первой.

На следующем этапе автор изготавливает из профильной трубы 20*20 мм третью рамку, которая будет являться третьим ярусом конструкции. По бокам автор решил усилить рамку металлической полосой.

Подготовка деталей перед сборкой
Из куска уголка 40*40 мм автор отрезает два куска, из которых будут изготовлены прижимные губки. Для усиления к каждой губке автор приваривает по три треугольных «косынки» из куска металла. Сами накладки для прижимных губок вырезаны из пластины толщиной 10 мм.

Далее можно приступать к сборке приспособления, предварительно зачистив все детали болгаркой и покрасив их краской из баллончика.

Подробно о том, как сделать своими руками удобные крестовинные координатные тиски для сверлильного станка, мы рекомендуем вам посмотреть в видеоролике на сайте.
Источник



