- Сборка ЧПУ стола под управлением компьютера с программой Mach3 .
- Ниже описана сборка ЧПУ стола своими руками под управлением компьютера с программой Mach3 .
- ТНС (Torch Height Control ) Автоматический контроль высоты плазменной горелки по напряжению дуги.
- Автономный ЧПУ контроллер с ТНС для плазменной резки.
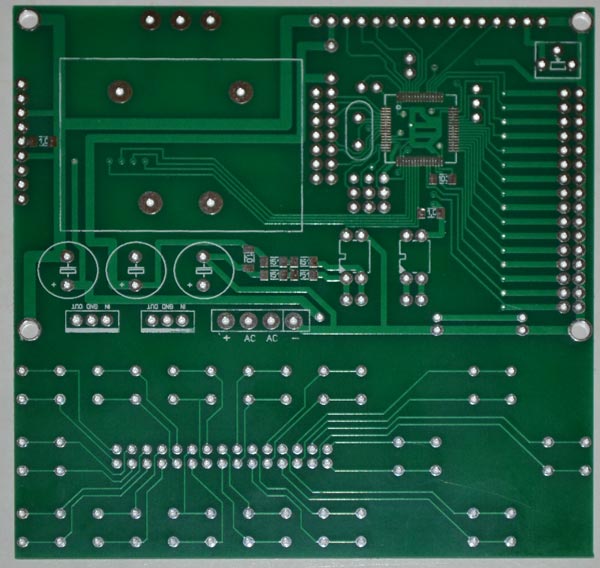
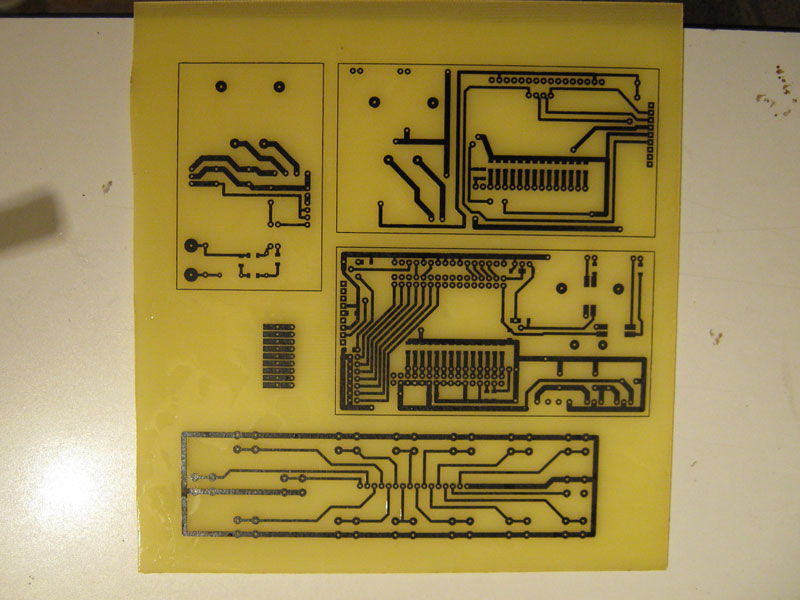
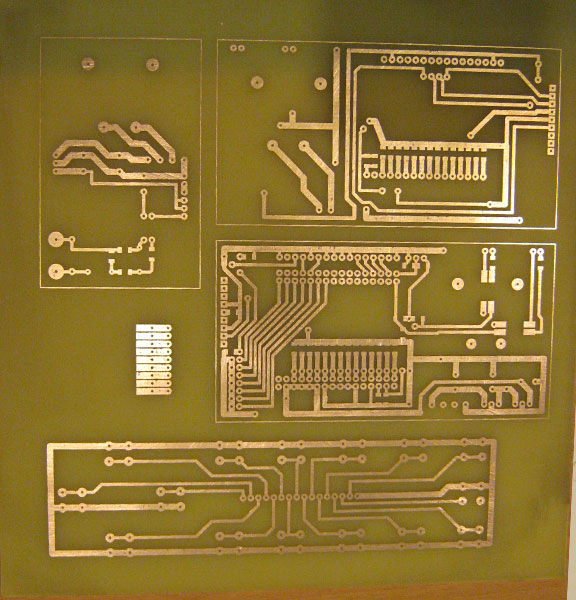
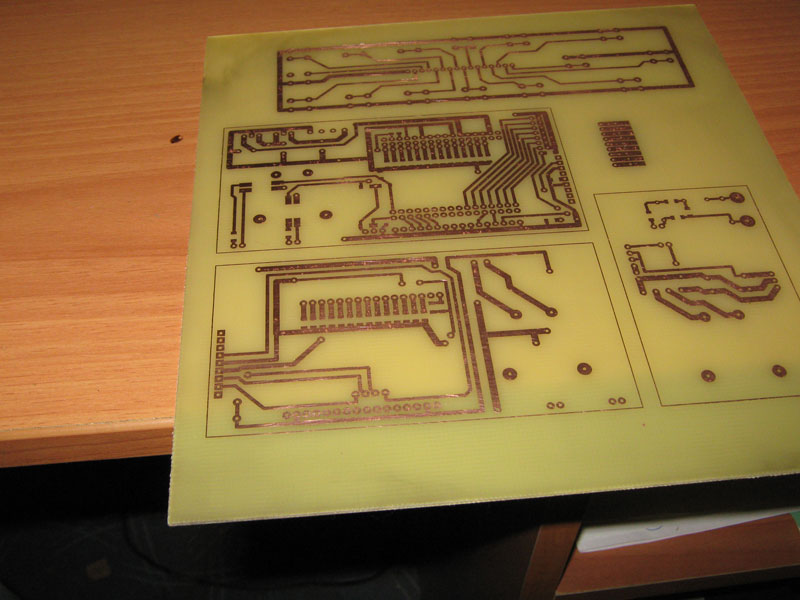
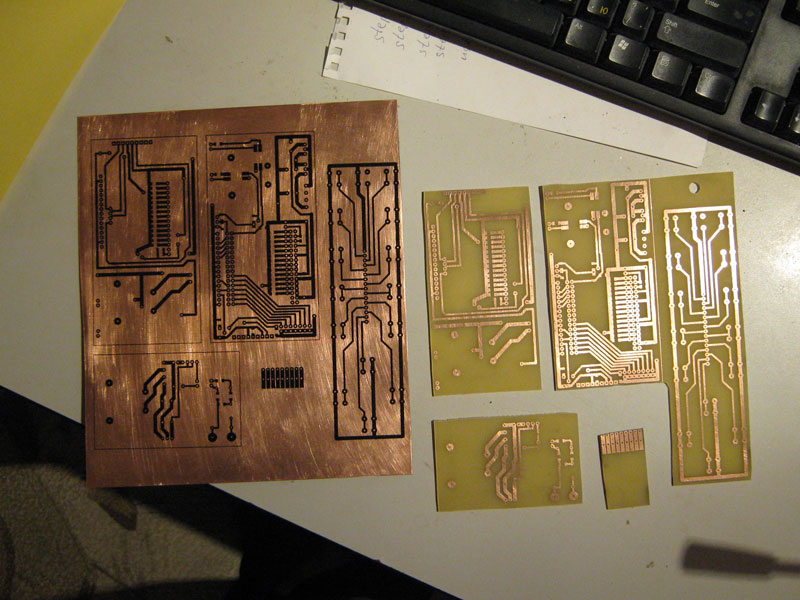
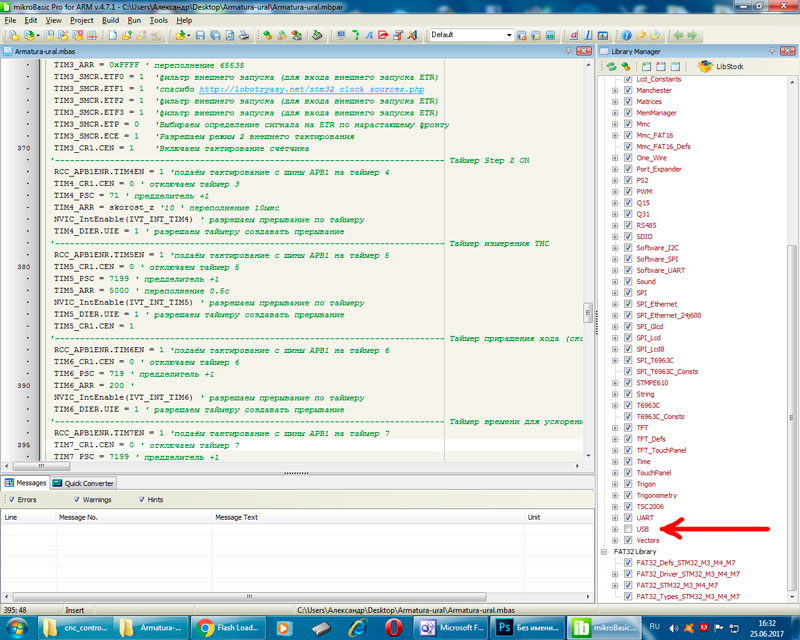
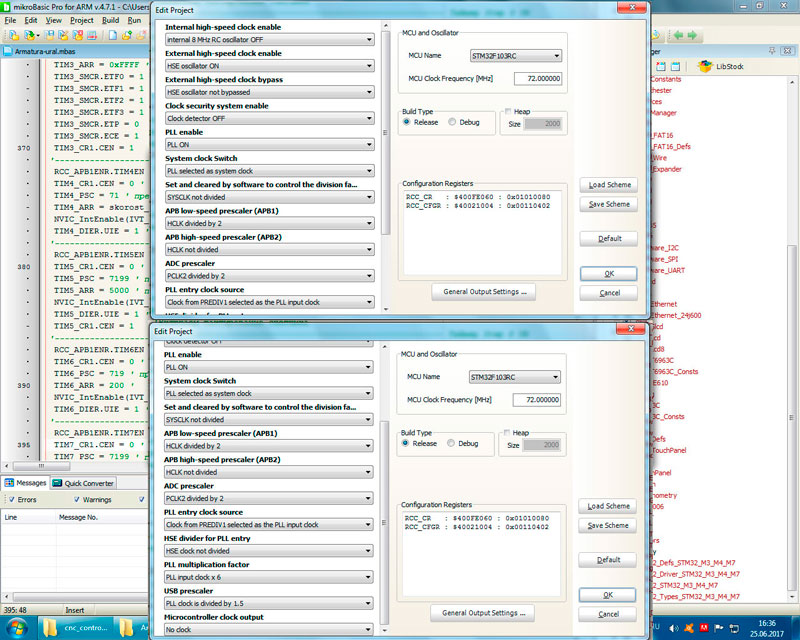
- Схема автономного ЧПУ контроллера на базе STM32 собрать своими руками.
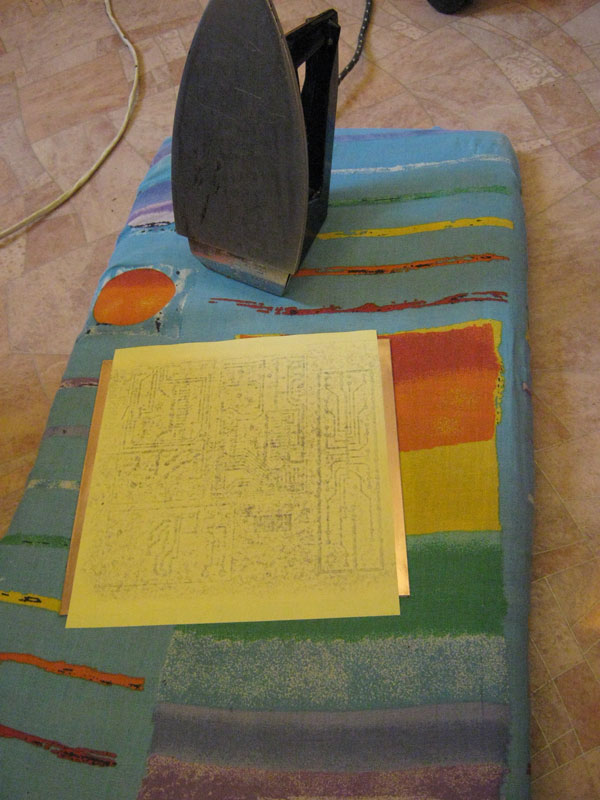
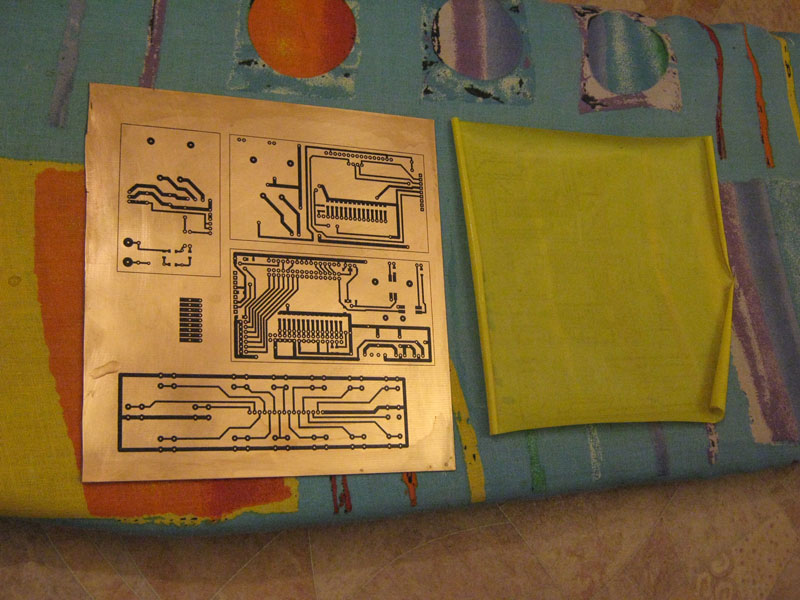
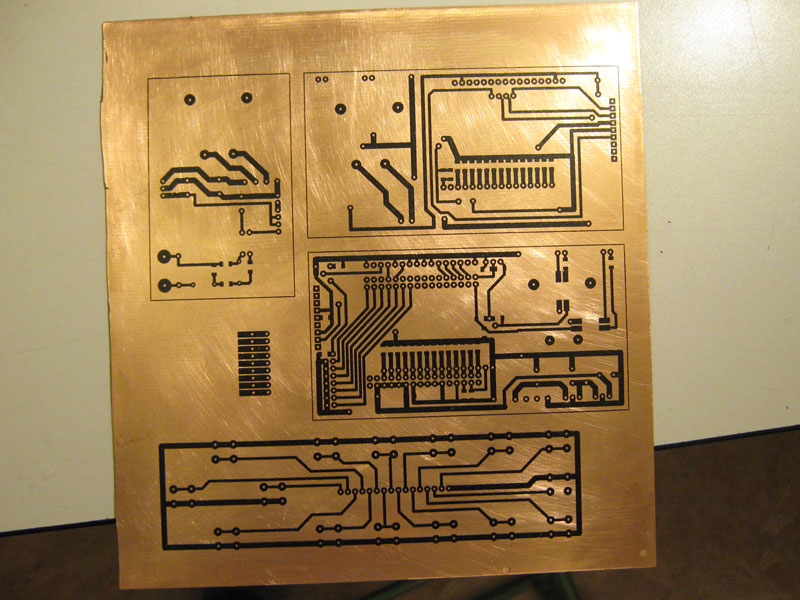
- ВНИМАНИЕ. Ниже информация для САМОСТОЯТЕЛЬНОЙ сборки контроллера. для самодельщиков, т.е. людей которые хотят спаять контроллер самостоятельно.
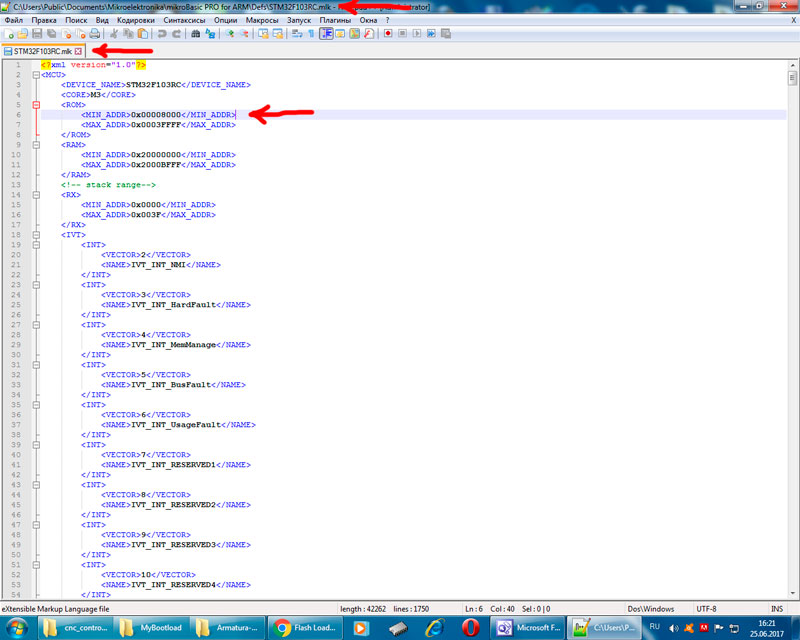
- Схема автономного контроллера ЧПУ плазменной резки на микроконтроллере STM32 STM32F103RCT6 с контролем высоты THC по напряжению дуги плазмы
- Эта схема для платы описанной выше в формате Splan70 скачать схему
Сборка ЧПУ стола под управлением компьютера с программой Mach3 .
Ниже описана сборка ЧПУ стола своими руками под управлением компьютера с программой Mach3 .
Сейчас плазморезы с ЧПУ под управлением компьютера ( Mach3 ) мы не делаем, перешли на применение автономного контроллера ЧПУ с ТНС собственного производства.
ТНС (Torch Height Control )
Автоматический контроль высоты плазменной горелки по напряжению дуги.
«Сделать сложно и дорого — легко. Сделать просто и разумно — гораздо сложнее.» Александр Журба.
Начнём с теории. При включении аппарата плазменной резки на катод (электрод) и деталь подаётся напряжение примерно 300В, т.к. катод и сопло не имеют контакта, разделены изолирующим диффузором, то ничего не происходит ток через эту цепь не идёт. Для «поджига» плазмы используется слабый высоковольтный разряд, длина его дуги до 20-30мм, как искра зажигания у машины или искра от кремния зажигалки. Эта искра создает токопроводящий мостик, через который пробивается рабочий ток. (хочу напомнить, что плазма — проводник). Источник тока плазмы контролирует силу тока, а напряжение имеет большой разбег 70-250В. Чем дальше горелка от детали тем больше длина плазмы тем больше сопротивление цепи вследствие чего выше напряжение. Для того чтобы держать сопло плазменной горелки на расстоянии 2-4мм от детали, нужно ориентируясь по напряжению 90-120В, управлять приводом оси Z .
Существует множество систем контроля высоты по напряжению дуги. И у всех есть свои преимущества и недостатки (в основном проблемы с надёжностью и ремонтопригодностью). Источник тока для плазменной резки в особенности дешёвые китайские излучают огромнейшие помехи во всех диапазонах. Для наглядности достаточно провести эксперимент: прикрепите кусочки проводов к обычному светодиоду, при включенной плазме он будет мигать в другом конце помещения. При работе плазменной резки глушится радио, телевизор, связь и виснут незаземлённые компьютеры.
По этому технологии контроля высоты плазмы с использованием микроконтроллера или полевых транзисторов в большинстве случаев обречены на недолгую и насыщенную настройками жизнь. Помимо прямого пробоя есть ещё и индуктивные наводки, которые представляют особую опасность для слаботочных низковольтных систем.
Сделать систему автоматического контроля высоты плазменной горелки по напряжению дуги на микроконтроллере AVR ( например ATmega8, ATmega32) пара пустяков. Вопрос в ремонтопригодности. Если такая система на микроконтроллере перестанет работать, то отремонтировать её может только её создатель, так же, если изделие на микроконтроллере нуждается в ремонте — то проще сделать новое с нуля , чем чинить чужое.
При разработке системы автоматического контроля высоты плазменной дуги прежде всего было уделено внимание простоте конструкции, и возможности отремонтировать своими силами обычному электрику в любом колхозе или ауле.
Для измерения напряжения плазменной дуги надо использовать высокоомный вход без конденсаторов и стабилитронов, чтобы не уменьшать силу искры поджига. Так же обязательна гальваническая развязка между измеряемым напряжением и исполнительными механизмами. Возможна автономность (от компьютера) работы.
Схема ТНС системы автоматического контроля высоты плазменной горелки ЧПУ плазмореза
Вольтметр имеет три положения (установлены ограничители хода, и отражатель (маленький кусочек фольги)) «Меньше», «Норма», «Больше». В положении «Меньше» срабатывает первый оптодатчик и первое реле, в положении «Больше» срабатывает второй оптодатчик и второе реле, в положении «Норма» оба оптодатчика и реле в выключенном состоянии.
При включении источника тока плазмы напряжение на входе 300В, стрелка отражает луч оптодатчика «Больше», срабатывает первое реле и мотор опускает горелку. Происходит контакт горелки с деталью, загорается плазменная дуга, напряжение падает до 60В, стрелка переходит в положение «Меньше», срабатывает второй оптодатчик и второе реле, мотор поднимает горелку, до тех пор пока не будет положение стрелка «Норма». Когда источник тока плазмы выключается стрелка переходит в положение «Меньше» и второе реле поднимает горелку до срабатывания ограничивающего концевика. (Лампочка (на видео) включена параллельно моторчику для уменьшения холостого «выбега», т.е. без лампочки или гасящего резистора после срабатывания концевика моторчик продолжает вращаться по инерции, а гасящее сопротивление (лампочка) «тормозит» моторчик после отключения питания)
С использованием шагового двигателя и под управлением оси Z программой Mach3
Основа как описано выше, только в приводе оси Z задействована программа Mach3 преимущество данного варианта — точная высота прокола и расширенные настройки ТНС.
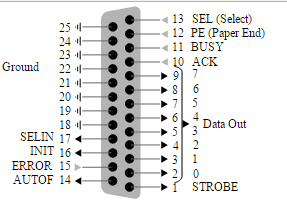
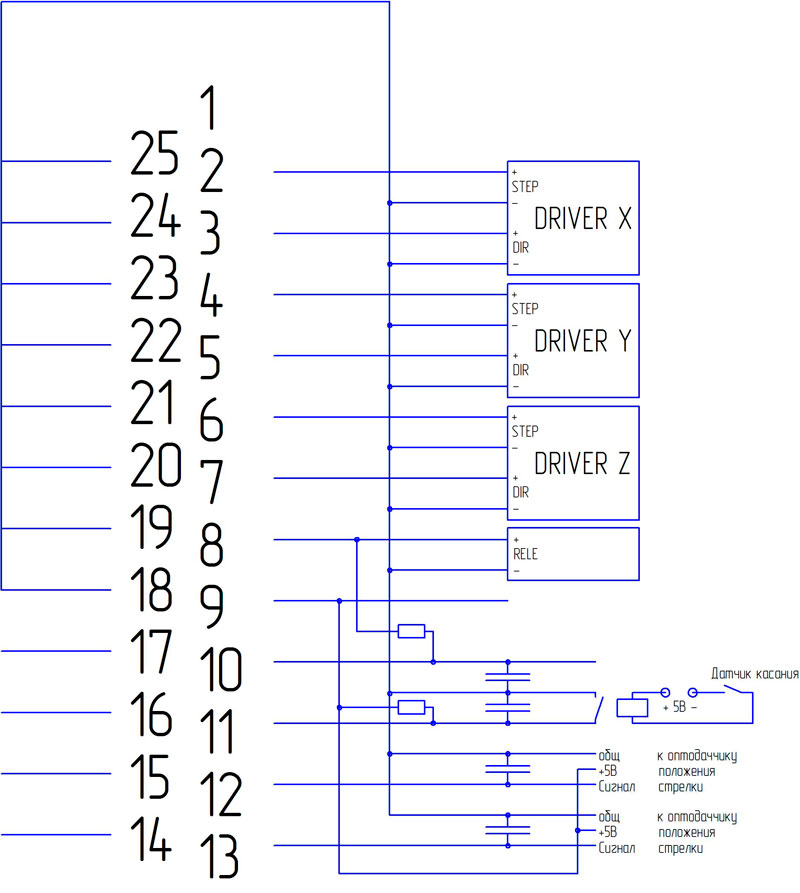
2 — шаг мотора X ,
3 — направление мотора Х,
4 — шаг мотора Y ,
5 — направление мотора Y ,
6 — шаг мотора Z ,
7 — направление мотора Z ,
8 — выход включения плазмы,
9 — выход +5в для подтяжки входов
10 — вход THC ON сигнал включения ТНС,
11 — вход касания поверхности,
12 — вход THC UP сигнал ТНС вверх,
13 — вход THC DOWN сигнал ТНС вниз
Тактика работы: пример G кода
G0 X50.0000 Y 5 0.0000 ‘ холостое перемещение
G31 Z-150 F400 ‘опускаем до касания до -150 со скоростью 400 мм в минуту
G92 Z-4 ‘обозначаем Z как -4
G0 Z1 ‘поднимаемся до 1мм
M3(PLasma On) ‘ включаем плазму
G4 P0.5000 ‘ ждём 0,5 сек
G1 X0.0000 Y 0.0000 F600.00 ‘ рабочее перемещение со скоростью 600 мм в минуту
G4P0.50
M5 (Plasma Off)
G0 Z50 ‘ поднимаем голову на 50мм
M30
или тоже самое можно организовать с применением макросов
C:\Mach3\macros\plasma
m3.m1s
ActivateSignal(Output2) ‘подаем +5В на выход 2 ЛПТ
Code «G31 Z-50 F1000» ‘опускаем до касания до -50 со скоростью 1000
While IsMoving() ‘ Подождать пока произойдет касание
Wend
Code «G92 Z-3» ‘обозначаем Z как -3
Code «G0 Z1» ‘поднимаемся до 1мм
While IsMoving()
Wend
DoSpinCW() ‘включаем плазму
Code «G4 P0.5000» ‘пауза 0,5 сек
Code «F1000» ‘
m5.m1s
Code «G4 P0.5000» ‘пауза 1 сек
DoSpinStop() ‘выключаем плазму
DeactivateSignal(Output2) ‘подаем 0 на выход 2 ЛПТ
Code «G0 Z100»
While IsMoving()
Wend
Тогда тот же код будет таким:
G0 X50.0000 Y 5 0.0000 холостое перемещение
M3(PLasma On) включаем плазму
G1 X0.0000 Y 0.0000 рабочее перемещение
M5 (Plasma Off)
M30
Для редактирования файлов макроса и g- кодов пользуйтесь этим блокнотом https://notepad-plus-plus.org/
Установите программу Pronest
Скопируйте в папку CFF постпроцессор для mach3 Mach3_NO_Z.cff
Настройка Pronest очень простая и русский интерфейс.