
- Как просто сделать контроллер atmega8 16au для ЧПУ своими руками
- Советы по сборке контроллеров для ЧПУ станков
- Управление
- Изготовление самого простого варианта сканера
- Начинаем работу по созданию самодельного станка
- Используем Turbo CNC – программу для управления
- Рекомендации по настройкам
- Автономный ЧПУ контроллер с ТНС для плазменной резки.
- Схема автономного ЧПУ контроллера на базе STM32 собрать своими руками.
- ВНИМАНИЕ. Ниже информация для САМОСТОЯТЕЛЬНОЙ сборки контроллера. для самодельщиков, т.е. людей которые хотят спаять контроллер самостоятельно.
- Схема автономного контроллера ЧПУ плазменной резки на микроконтроллере STM32 STM32F103RCT6 с контролем высоты THC по напряжению дуги плазмы
- Эта схема для платы описанной выше в формате Splan70 скачать схему
Как просто сделать контроллер atmega8 16au для ЧПУ своими руками
Контроллер для станка легко сможет собрать и домашний мастер. Задать нужные параметры не сложно, достаточно учесть несколько нюансов.
Советы по сборке контроллеров для ЧПУ станков
Без правильного выбора контроллера для станка не удастся собрать сам контроллер для ЧПУ на Atmega8 16au своими руками. Эти устройства делятся на две разновидности:
- Многоканальные. Сюда входят 3 и 4-осевые контроллеры для шаговых двигателей.
- Одноканальные.
Небольшие шаровые двигатели наиболее эффективно управляются многоканальными контроллерами. Стандартные типоразмеры в данном случае – 42, либо 57 миллиметров. Это отличный вариант для самостоятельной сборки ЧПУ станков, у которых рабочее поле имеет размер до 1 метра.
Если же самостоятельно собирается станок на микроконтроллере с полем более чем в 1 метр – надо использовать двигатели, выпускающиеся в типоразмерах до 86 миллиметров. В данном случае рекомендуется организовывать управление мощными одноканальными драйверами, с током управления от 4,2 А и выше.
Контроллеры со специальными микросхемами-драйверами получили широкое распространение в случае необходимости организовать контроль работы станков с фрезерами настольного типа. Оптимальным вариантом будет микросхема, обозначаемая как TB6560 или A3977. У этого изделия внутри есть контроллер, способствующий формированию правильной синусоиды для режимов, поддерживающих разные полушаги. Токи обмотки могут быть установлены программным способом. При микроконтроллерах добиться результата просто.
Управление
Контроллером легко управлять, используя специализированное программное оборудование, установленное на ПК. Главное, чтобы у самого компьютера память была минимум 1 ГБ, а процессор – не менее 1 GHz.
Можно использовать ноутбуки, но стационарные компьютеры в этом плане дают лучшие результаты. И обходятся гораздо дешевле. Компьютер можно использовать для решения других задач, когда станки не требуют управления. Хорошо, если есть возможность оптимизировать систему перед началом работы.
Параллельный порт LPT – вот какая деталь помогает организовать подключение. Если контроллер имеет порт USB, то используется разъем соответствующей формы. При этом выпускается все больше и больше компьютеров, у которых параллельный порт отсутствует.
Изготовление самого простого варианта сканера
Одно из самых простых решений для самодельного создания ЧПУ станка – использование деталей от другого оборудования, снабженного шаровыми двигателями. Функцию отлично выполняют старые принтеры.
Берем следующие детали, извлеченные из прежних приборов:
- Сама микросхема.
- Шаговый двигатель.
- Пара стальных прутков.
При создании корпуса контроллера надо взять и старую картонную коробку. Допустимо использовать коробки из фанеры или текстолита, исходный материал не имеет значения. Но картон проще всего обработать, используя обычные ножницы.
Список инструментов будет выглядеть следующим образом:
- Паяльник вместе, дополненный принадлежностями.
- Пистолет с клеем.
- Ножничный инструмент.
- Кусачки.

Наконец, изготовление контроллера потребует следующих дополнительных деталей:
- Разъем с проводом, для организации удобного подключения.
- Цилиндрическое гнездо. Такие конструкции отвечают за питание устройства.
- Ходовыми винтами служат стержни, имеющие определенную резьбу.
- Гайка с подходящими для ходового винта размерами.
- Шурупы, шайбы, древесина в форме кусков.
Начинаем работу по созданию самодельного станка
Шаговый двигатель вместе с платой должны быть извлечены из старых устройств. У сканера достаточно снять стекло, а затем – вывернуть несколько болтов. Снимать потребуется и стальные стержни, используемые в дальнейшем, создавая тестовый портал.
Микросхема управления ULN2003 станет одним из главных элементов. Возможно отдельное приобретение деталей, если в сканере используются другие разновидности микросхем. В случае наличия нужного устройства на плате его аккуратно выпаиваем. Порядок действий при сборке контроллера для ЧПУ на Atmega8 16au своими руками выглядит следующим образом:
- Сначала разогреваем олово, используя паяльник.
- Удаление верхнего слоя потребует использования отсоса.
- Одним концом отвертку устанавливаем под микросхему.
- Жало паяльника должно касаться каждого вывода микросхемы. Если это условие соблюдается, на инструмент можно нажимать.
Далее микросхема припаивается на плату, тоже с максимальной аккуратностью. Для первых пробных шагов можно использовать макеты. Используем вариант с двумя шинами электропитания. Одна из них соединяется с положительным выводом, а другая – с отрицательным.
На следующем этапе идет соединение вывода у второго коннектора параллельного порта с выводом в самой микросхеме. Выводы у коннектора и микросхемы должны быть соединены соответствующим образом.
Нулевой вывод присоединяется к отрицательной шине.
Один из последних этапов – припайка шагового двигателя к устройству управления.
Хорошо, если есть возможность изучить документацию от производителя устройств. Если нет, то придется самостоятельно искать подходящее решение.
Провода рекомендуется припаивать так, чтобы потом их можно было легко соединить с зажимами-крокодилами. Клеммы с винтовыми соединениями – подходящие для решения задачи решения. Как и любые другие подобные детали.
Провода соединяются с выводами. Наконец, один из них соединяется с положительной шиной.
Шины и гнезда электропитания нужно соединить.
Термоклей из пистолета поможет закрепить детали, чтобы они не откалывались.

Используем Turbo CNC – программу для управления
ПО Turbo CNC точно будет работать с микроконтроллером, который использует микросхему ULN2003.
- Используем специализированный сайт, откуда можно скачать программное оборудование.
- Любой пользователь разберется в том, как провести установку.
- Именно данная программа лучше всего работает под MS-DOS. В режиме совместимости на Windows могут появляться некоторые ошибки.
- Но, с другой стороны, это позволит собрать компьютер с определенными характеристиками, совместимыми именно с данным программным обеспечением.
Рекомендации по настройкам
- После первого запуска программы появится специальный экран.
- Надо нажать пробел. Так пользователь оказывается в главном меню.
- Нажимаем F1, а потом выбираем пункт Configure.
- Далее надо нажать пункт «number of Axis». Используем клавишу Enter.
- Остается только ввести количество соей, которые планируется использовать. В данном случае у нас один мотор, потому и нажимаем на цифру 1.
- Для продолжения используем Enter. Нам снова понадобится клавиша F1, после ее применения в меню Configure выбираем Configure Axis. Затем – два раза нажимаем пробел.
Drive Type – вот какая вкладка нам нужна, до нее доходим многочисленными нажиманиями Tab. Стрелка вниз помогает дойти до пункта Type. Нам нужна ячейка, которая носит название Scale. Далее определяем, сколько шагов двигатель совершает только за время одного оборота. Для этого достаточно знать номер детали. Тогда легко будет понять, на сколько градусов он поворачивается всего за один шаг. Далее число градусов делится на один шаг. Так мы вычисляем количество шагов.
Остальные настройки можно оставить в первоначальном виде. Число, получившееся в ячейке Scale, просто копируется в такую же ячейку, но на другом компьютере. Значение 20 должно быть присвоено ячейке Acceleration. По умолчанию в этой области стоит значение 2000, но оно слишком большое для собираемой системы. Начальный уровень – 20, а максимальный – 175. Далее остается нажимать TAB, пока пользователь не доходит до пункта Last Phase. Здесь нужно поставить цифру 4. Далее жмем Tab, пока не дойдем до ряда из иксов, первого в списке. Первые четыре строчки должны содержать следующие позиции:
1000XXXXXXXX
0100XXXXXXXX
0010XXXXXXXX
0001XXXXXXXX
В остальных ячейках не нужно проводить никаких изменений. Просто выбираем ОК. Все, программа настроена для работы с компьютером, самими исполнительными устройствами.
Источник
Автономный ЧПУ контроллер с ТНС для плазменной резки.
Схема автономного ЧПУ контроллера на базе STM32 собрать своими руками.
Стоимость готового контроллера 19 500 руб .
ВНИМАНИЕ.
Ниже информация для САМОСТОЯТЕЛЬНОЙ сборки контроллера.
для самодельщиков, т.е. людей которые хотят спаять контроллер самостоятельно.
Прошивка от 24.11.17 Armatura-ural.bin для самодельной платы, описанной ниже.
есть скрытое меню настройки станка, при загрузке нужно удержать THC ON ,
если при загрузке удержать THC ON и THC OFF будут загружены заводские настройки по умолчанию
Прошивка для заводской платы, купленной у меня. (разница в подключении периферии к микроконтроллеру. LCD , кнопки и выходы подключены к другим выводам МК в отличии от прошивки выше)
MyBootload.bin MyBootload.hex — автозагрузчик прошивки (для самопрограммирования)
Armatura-ural.bin — рабочая программа (от 3.09.18 поддержка отрицательных координат g -кодов)
Armatura-ural.bin — версия от 02.10.18
при изменении траектории движения менее 30 градусов не тормозит, т.е. можно рисовать мелкими отрезками контроллер их склеивает в одну кривую.
также есть два новых параметра настроек — z_plasma_on — высота включения плазмы/газа, можно сделать отличное от z_start — высоты начала движения, этот параметр введён в основном для аппаратов с контактным поджигом.
и thc_time — время измерения thc , по умолчанию нужно выставить 1000, что соответствует 0,1сек, т.е. 10 измерений ТНС за одну секунду, этот параметр введён для корректировки показаний ТНС программным способом.
ALL.bin или ALL.hex — всё в одном — автозагрузчик, программа и настройки. Лучше загружать его вместо бутлодыря, сначала установите эту прошивку как базовую, а затем обновляете..
Armatura-ural.bin — версия от 24.03.19г (постпроцессор Armatura-ural.cff )
Чтобы обновить прошивку, нужно этот файл сохранить на СДкарту, вставить в контроллер и нажать «Сброс»
ВНИМАНИЕ. перед обновлением сохраните настройки на бумажку, т.к. ранее я слишком много памяти отвёл для этих настроек, сейчас пришлось их подвинуть, и придётся их вводить заново.
Эта версия сделана для слишком-сильно-мощно-помехоизлучающих аппаратов. При больших помехах сам микроконтроллер работает стабильно, а периферия отваливается.
При чтении данных с флэшки она бывает «сбрасывается» и начинает выдавать данные сначала либо просто передаёт данные с ошибкой в цифре. Бывает, что после работы на плазме, вставляешь её в комп и он, падла, предлагает её форматировать. Повторю — это бывает не часто, т.е. не на всех аппаратах, я сталкивался с такими помехами только на аппаратах на 220В.
В данном варианте ПО, при нажатии на СТАРТ вся программа (если она менее 200кб, для сравнения — чтобы вырезать 100 квадратов любых размеров нужно менее 2кб) переписывается на внутреннюю память микроконтроллера, далее флэшку можно убирать, если G коды более 200кб то чтение производится как и ранее, с флэшки. Если что-либо есть в памяти, при нажатии на СТАРТ контроллер начинает выполнять эти инструкции, не смотря на наличии флэшки, чтобы очистить внутреннюю память нужно нажать УДАЛИТЬ. При первом нажатии на СТАРТ копируется программа, при втором — запускается.
Armatura-ural.bin — версия от 07.11.2019.
Добавлено
1) контроль наличия дуги ,при паузе прожига (М3) > 0, ждёт поджига дуги, затем начинает отсчёт паузы, если дуга не зажглась в течение 10 сек, то предлагает либо повторить либо продолжить без контроля плазмы
если при резке пропадает дуга, останавливается, запоминает место остановки (можно перемещать портал, он сам вернётся на это место) и ждёт нажатия СТАРТ
2) выбор варианта чтения G кодов
— чтение с флэшки построчно во время реза (быстро, без предварительный «размышлений», каждая строчка — отдельный отрезок со своим разгоном и торможением)
— чтение с флэшки во время реза с предварительным вычислением точек остановки (если траектория движения у следующего отрезка изменяется менее 30 ° то переход на следующую строку G кода происходит без торможения, например, вырезая квадрат с закруглёнными углами, станок пройдёт не снижая скорости до конца траектории, а если вырезать простой квадрат, то в каждом углу будет плавное торможения и плавное ускорение. При сложной художке долго думает перед стартом )
— чтение с внутренней памяти контроллера (перед стартом контроллер копирует ВЕСЬ G код во внутреннюю память, попутно вычисляя точки остановки, ограничение примерно 200кб, если не влезет то переходит к варианту описанному выше.
3) при нажатии РАДИУС сначала указывается центр, при втором нажатии указывается окружность (радиус)
Armatura-ural.bin — версия от 19.11.19г
работает ТОЛЬКО с построцессором Armatura-ural.cff v4.0 для ProNest , и Armatura-ural.scpost для >>>> SheetCam
рекомендую использовать флэшки class 10 (с ними в разы быстрее думает контроллер перед стартом)
Добавлено:
1) ВСЕ данные в G- коде повторяются ТРИ раза. В этой версии упор сделан на прямое чтение G- кода с флэшки по время работы плазмы поэтому такая перестраховка. Также сохраняется возможность копирования данных на внутреннюю память перед запуском.
Бывают битые кластеры флэшки либо ошибка при чтении данных во время работы т.к. помехи от плазмы влияют и на флэшку , поэтому каждая переменная содержится в одной строке в трёх экземплярах, если одна из трёх версий не совпадает с двумя, она отбрасывается и считается за истину те, которые совпали, и данные одной переменной находятся в разны частях строки, что исключает случайную одинаковую ошибку, ну а если не совпадут все три значения — процессор самоуничтожается, запуская процесс аннигиляции всего портала.
2) Утилита Armatura-ural.bat (запускаете её в папке, где у вас получился файл G кода, файл должен называться Untitled .cnc или 1.cnc после выполнения он заменяется файлом program.cnc , который запускаете в контроллере.)
Также как и в версии выше есть три варианта чтения данных — 1)чтение сразу с карты, 2)чтение с карты с анализом траектории перед стартом, 3)с копированием всех точек во внутреннюю память.
Анализ траектории делается для того, чтобы не замедлять скорость на промежуточных точках, где отклонения траектории менее 30 °
В первых двух вариантах жалательно, не обязательно, пользоваться этой утилитой, в первом случае она уберёт такие остановки, во втором случае контроллер сразу приступит к работе, без предварительного анализа траектории. В третьем варианте применение утилиты ни на что не влияет.
3) G02 и G03 совершенно другая математика, теперь в G коде указывается угол дуги.
4) Более точное позиционирование. Разброс на финише не более 1шага.
5) Возможность отключения ТНС на поворотах на замедлениях траектории.
Armatura-ural.bin — версия от 10.01.20г. (внесены исправления 14.05.20г ., обновите.)
Добавлено меню выбора исполняемого файла G- кода . При пером нажатии на СТАРТ читает названия файлов, листать кнопкой Z- по кругу пока не будет нажата второй раз кнопка СТАРТ, не более 15 файлов, названия файлов не более 20 символов латиницей.
Пример G -кода Untitled .cnc от ProNest и пример той же детали от SheetCam Untitled.cnc

Проект является открытым — т.е. любой человек может присоединиться к доработке схем и программ данного устройства.
Схемы и различные версии прошивок будут выкладываться на сайте, основные исходники в общем доступе, более обновлённые версии исходников высылаются участникам проекта (например нужно дописать часть программы или проверить с различным оборудование, разработать корпус, написать инструкцию, сделать экспериментальные версии сварочных роботов и другой автоматизации).
Предлагаю сотрудничество — нужны люди для изготовления и самое главное для его сопровождения (консультаций).
Объясню — заказать изготовление клонов можно и в Китае, но их нужно подключить и настроить, также нужно настроить компьютер для работы с данным устройством (сохранение чертежей в определённом формате, перевод в G- коды). У каждого станка есть свои особенности, разные хотелки и убеждения их хозяев и т.д.
Кто может и хочет заняться изготовлением, модернизацией, ремонтом станков ЧПУ, роботов сварщиков и т.д. — пишите мне на электронку, интересуют все регионы СНГ и Ваши возможности (самостоятельная сборка контроллера ЧПУ (желательно, но не обязательно), программирование, контроллера (переделка кода под определённый станок и задачу), монтаж и ремонт у заказчика, консультации по телефону и др.)
Порядок работы — заказчик обращается ко мне, я даю контакты ближайшего грамотного специалиста, при необходимости высылаю контроллер (работа на дому — пайка и программирование для желающих), монтаж, пуско-наладка, последующие консультации, оплата.
Сразу оговорюсь — это мой первый проект с STM32 и с данным контроллером столкнулся впервые, т.ч. критика ПО СУЩЕСТВУ приветствуется.
На вопросы «у меня не открывается rutracker.org», «как купить на taobao.com», «дайте ссылку тоже самое но на aliexpress.com» не отвечаю и переписку прекращаю, т.к. если этот вопрос человек не может решить даже с помощью я ндекс/ google , то в изготовлении контроллера он далеко не продвинется и тратить на него время бессмысленно. (это касается самодельщиков, т.е. людей которые хотят спаять контроллер самостоятельно)
Сейчас я заказываю платы в Китае. Готовые платы из Китая дешевле чем у нас купить текстолит.

Стоимость набора для самостоятельной сборки 12 500 руб.
Стоимость только плат (основная + одна маленькая) 2 500руб.
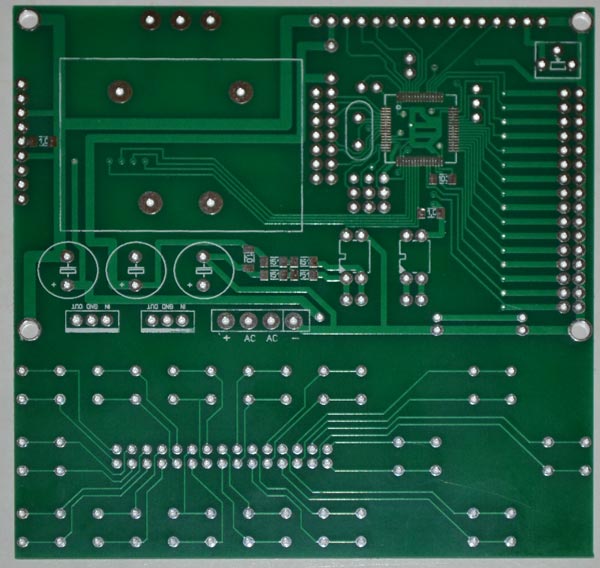
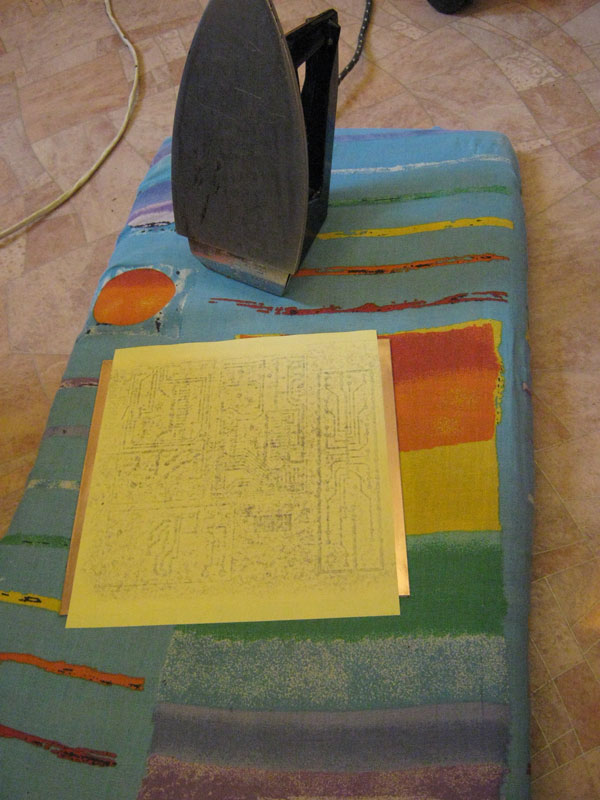
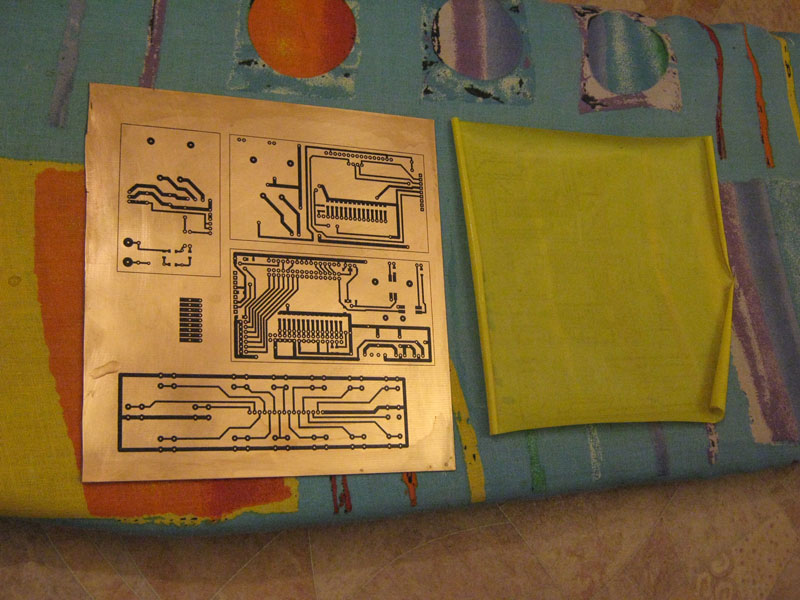
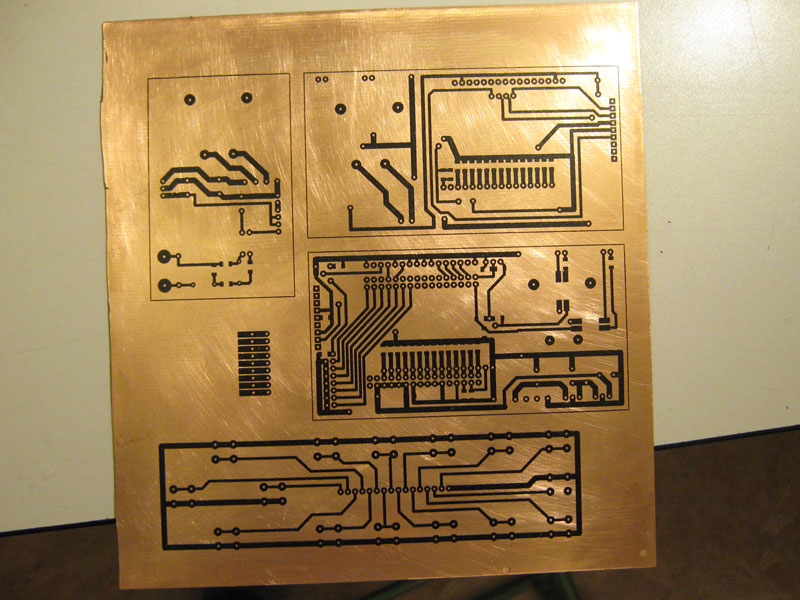
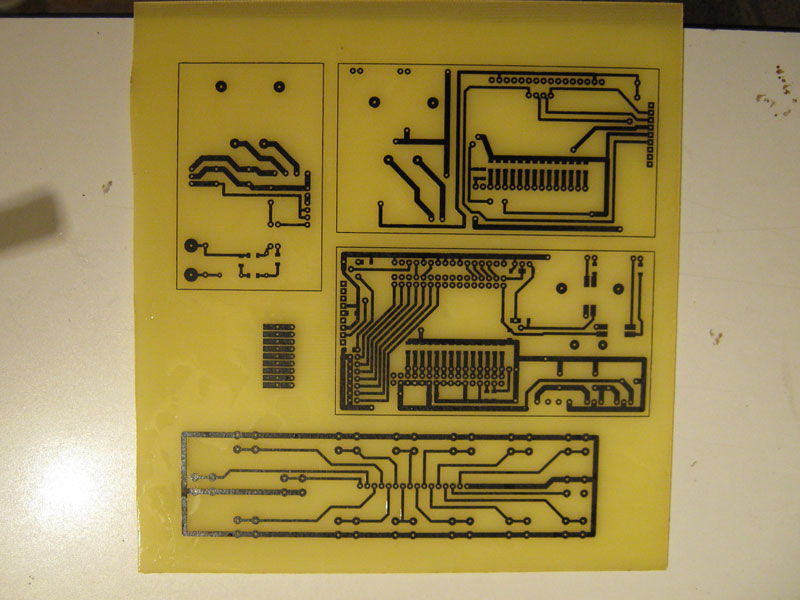
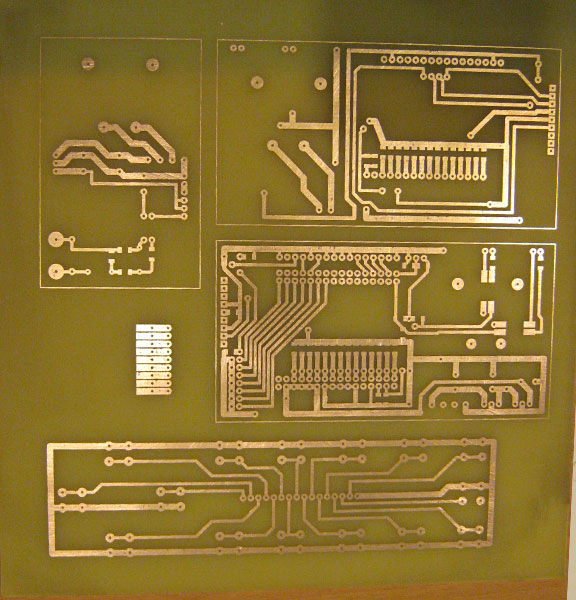
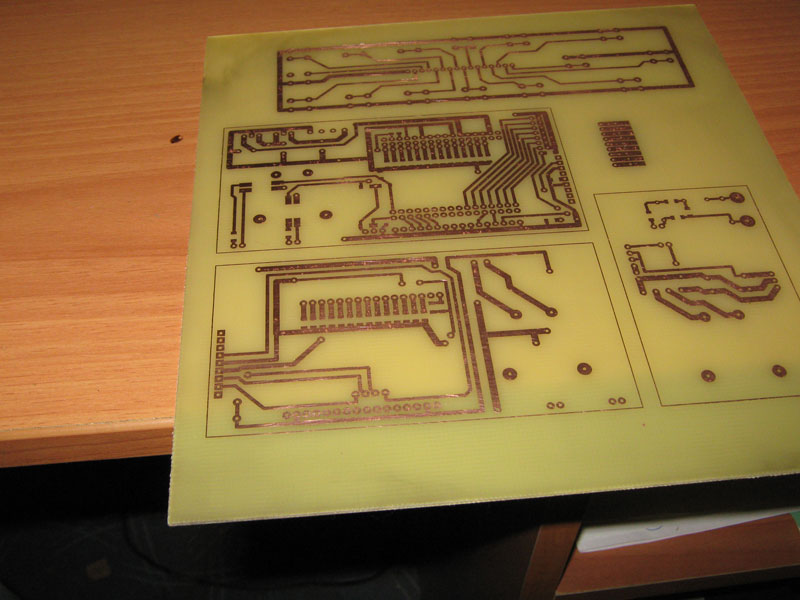
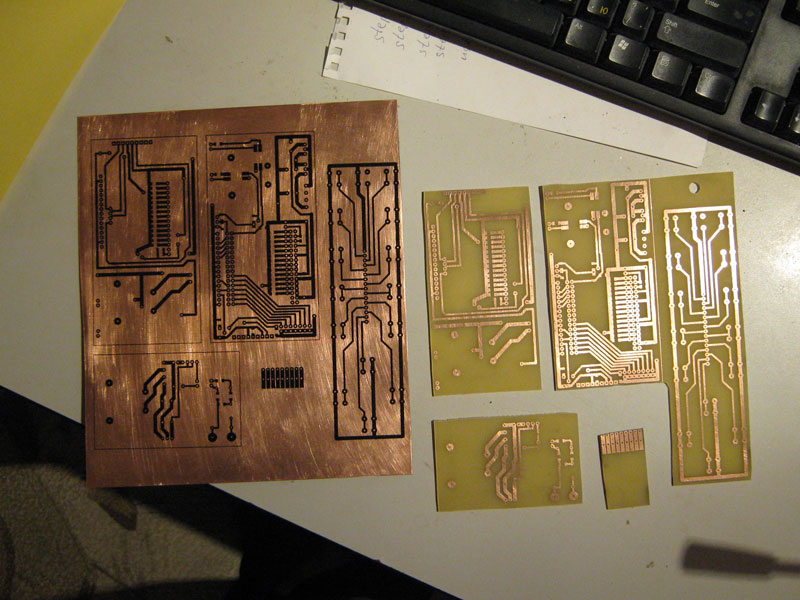
Ниже я описал способ быстрого (я это делаю примерно за час), самостоятельного изготовления платы в домашних условиях.
Я остановил свой выбор на камне STM32F103RCT6, чтобы упростить себе жизнь я купил вот это https://world.taobao.com/item/539338239052.htm
также надо заказать https://world.taobao.com/item/38499936009.htm
Я делаю плату по ЛУТ технологии из одностороннего стеклотекстолита 1мм (1мм важно. )

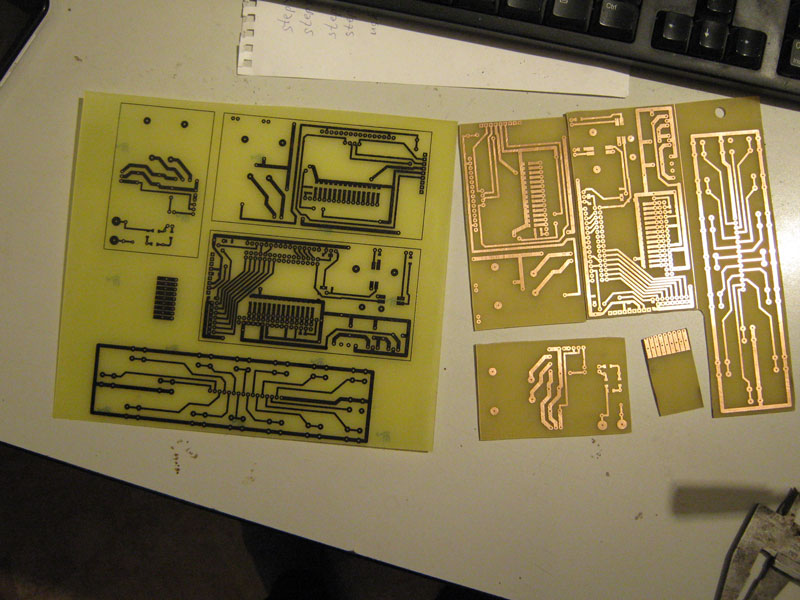
Купить заклёпку пустотелую М1,2х3 можно
1) www.irivet.ru 1руб/шт мин партия 5000шт.
2) http://www.optprommetiz.ru 26,13руб/шт. 200шт. = 5 226 руб за 200шт. срок поставки 8 недель
3) https://world.taobao.com/item/8987113918.htm 30 руб. за 200шт. (срок доставки из Китая 3 недели)
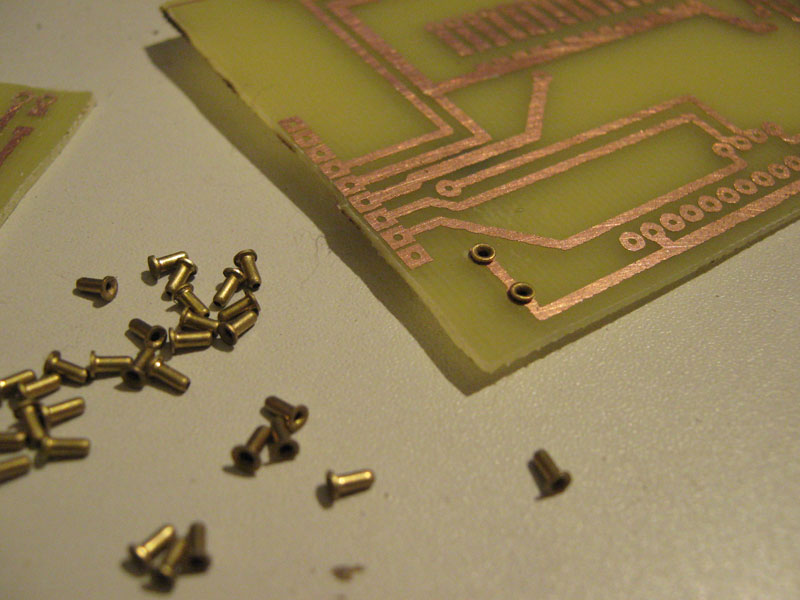

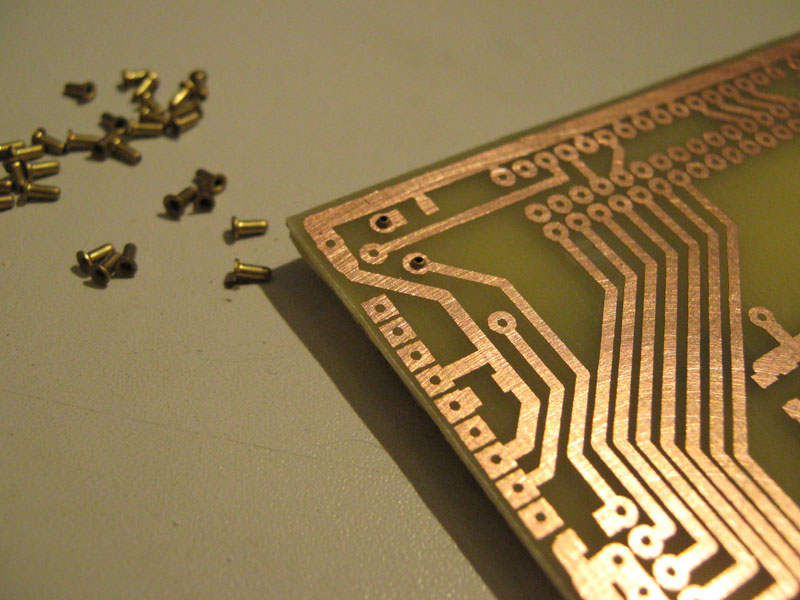
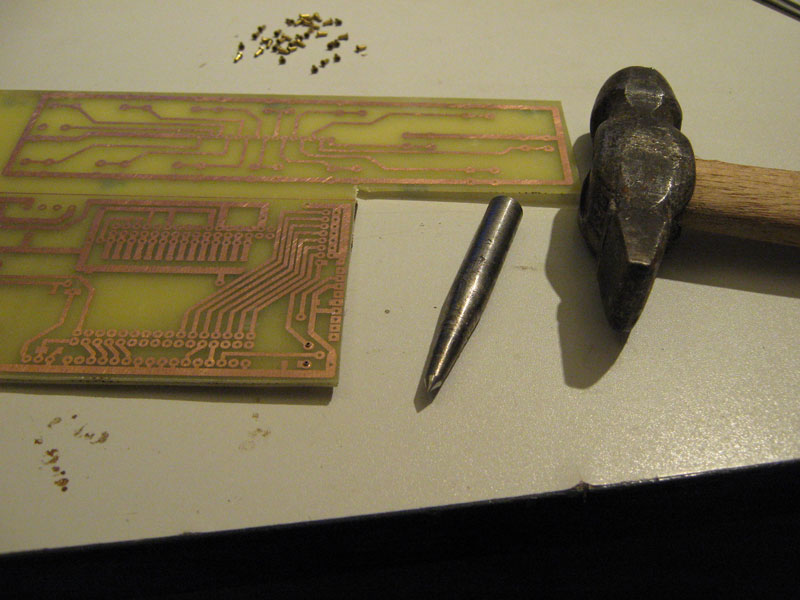
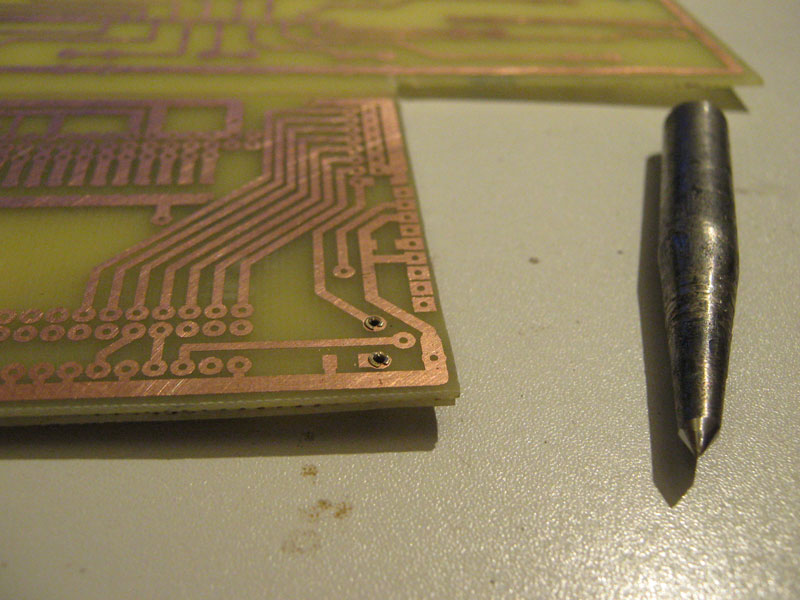
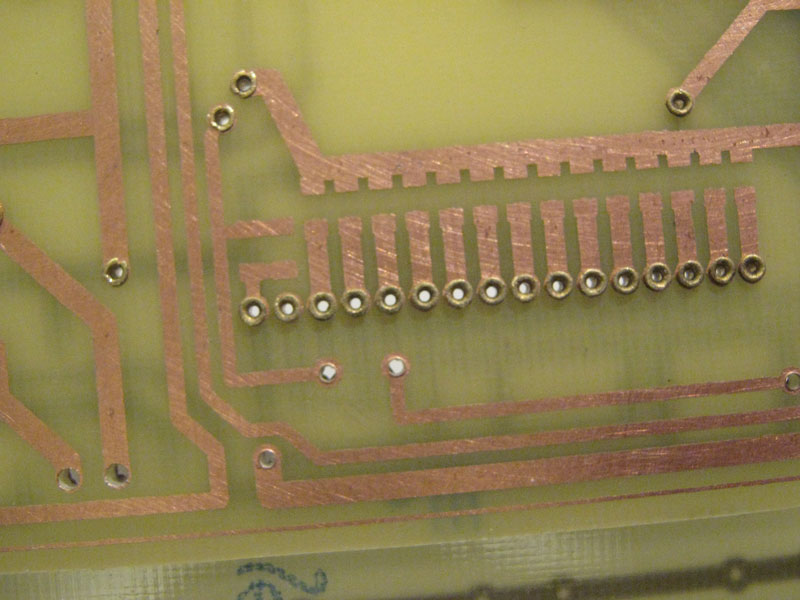
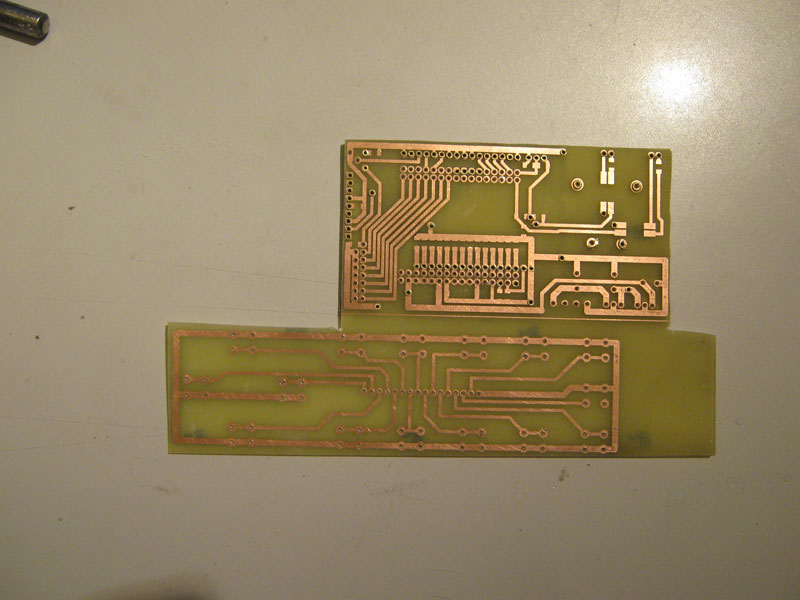
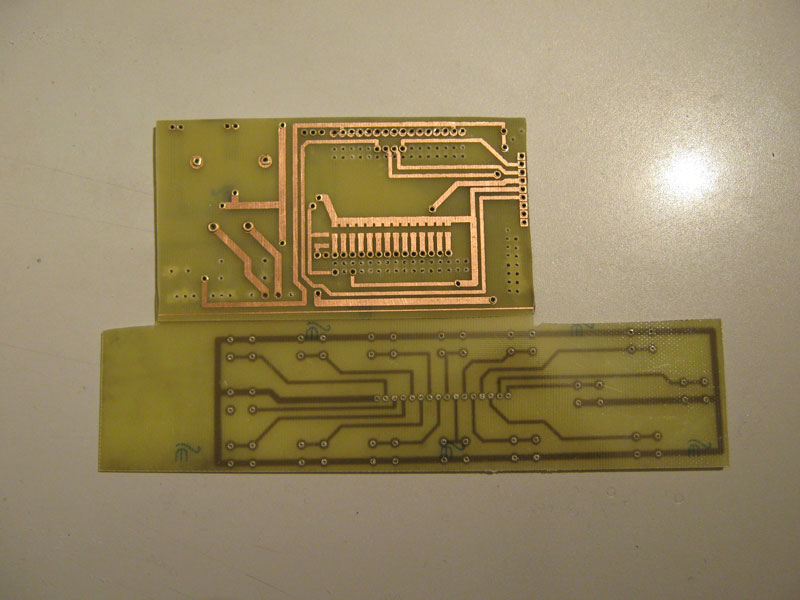
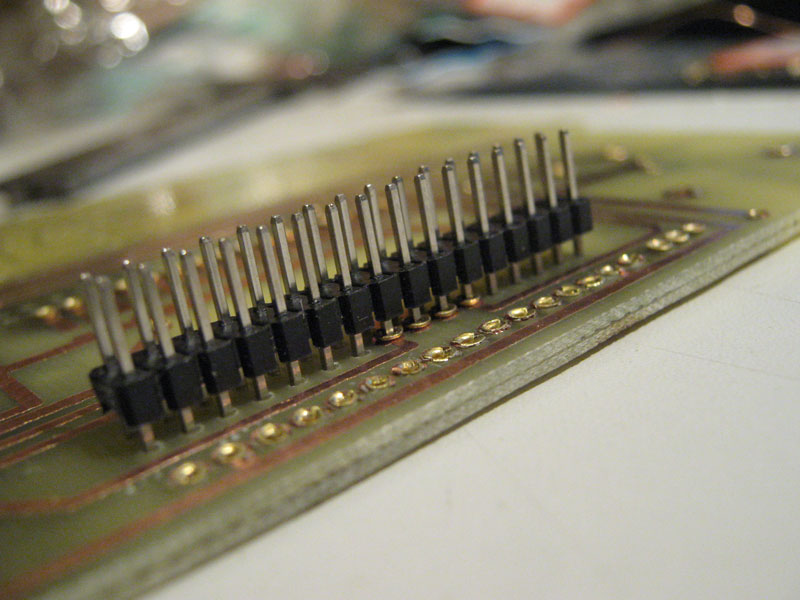
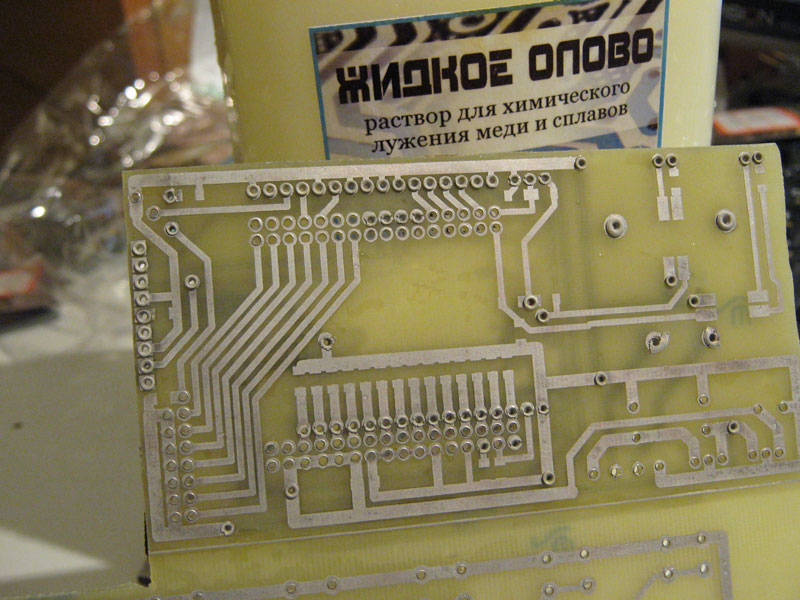
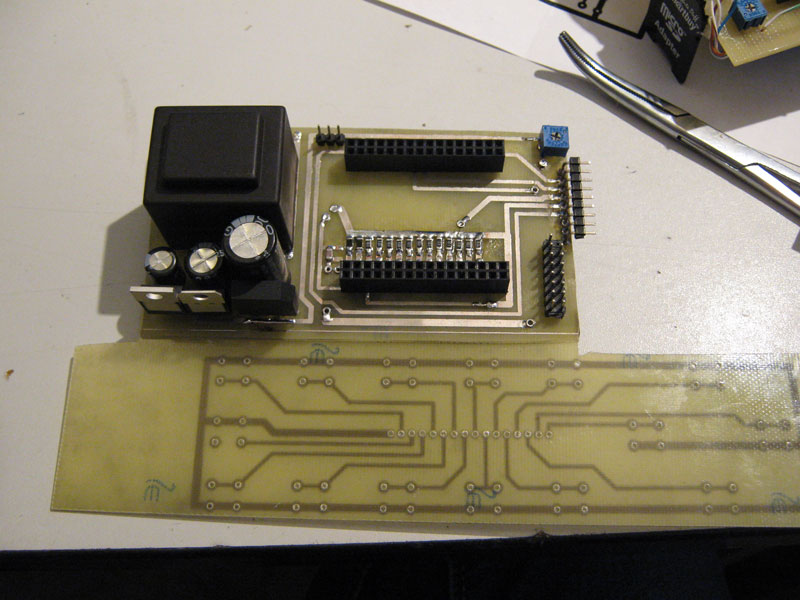
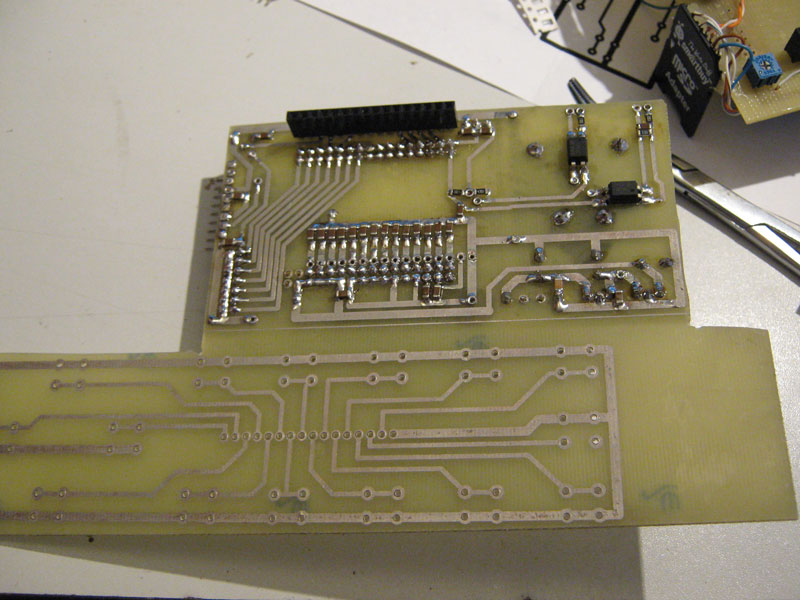
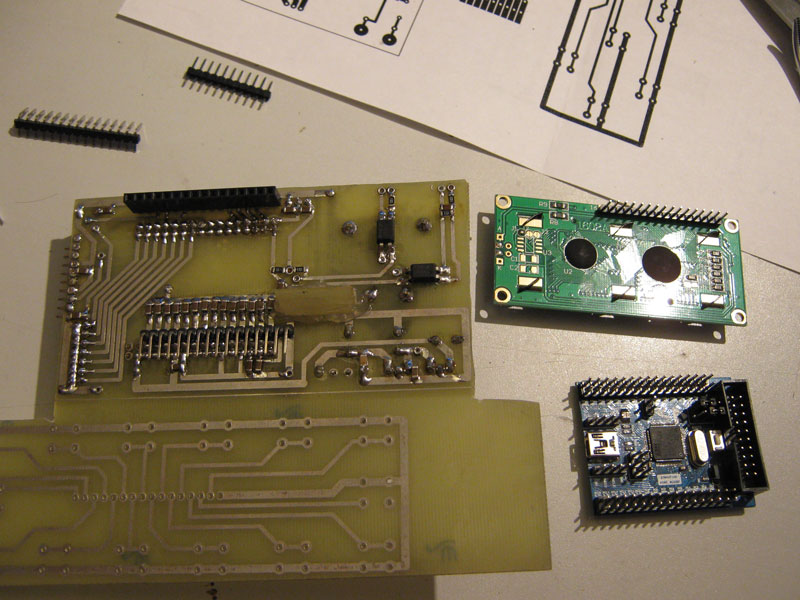
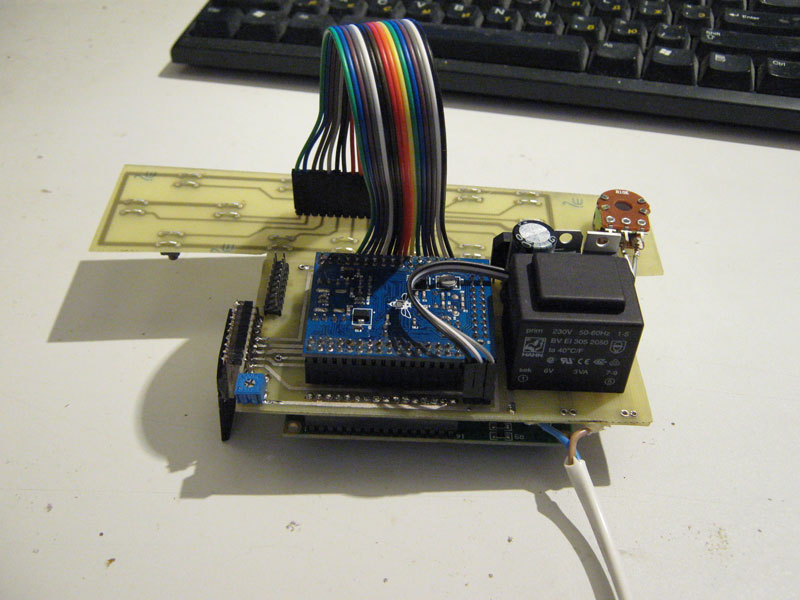
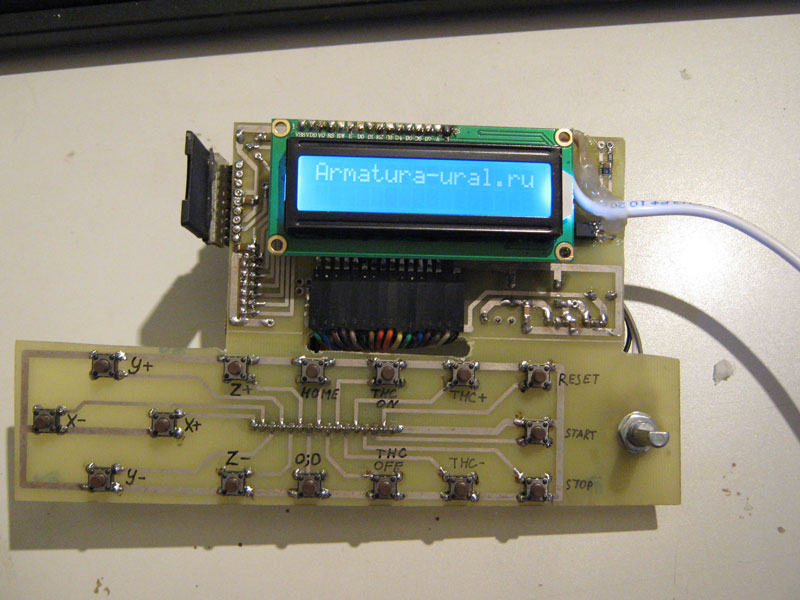
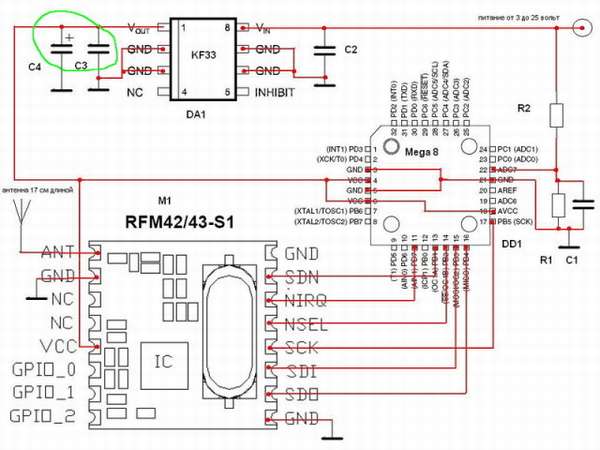
Схема автономного контроллера ЧПУ плазменной резки на микроконтроллере STM32
STM32F103RCT6 с контролем высоты THC по напряжению дуги плазмы
Эта схема для платы описанной выше

в формате Splan70 скачать схему
Преобразователь напряжение-частота с двойной гальванической развязкой (трансформатор и оптопара) 
Схема для заводской платы (купленной у меня) как вот эта
(схема обновлена 16.06.18, если просматривали её ранее, то нажмите F5 )
в формате Splan70 скачать схему
После долгого выбора компилятора (перебрал все доступные Keil, IAR, CooCox ), я остановился на mikroBasic (можно mikroC или mikroPascal) от MikroElektronika, т.к в школе я изучал Basic и его основы помню до сих пор.
Для начинающих программистов это самый простой и понятный компилятор схож с Ардуино.
качаем здесь http://rutracker.org/forum/viewtopic.php?t=5203160
также надо скачать и установить библиотеку FAT32 https://libstock.mikroe.com/projects/view/108/fat32-library (иначе читать флэшку можно будет только в системе FAT 16)
Package Manager для установки библиотек http://www.mikroe.com/supporting-software/
Для начала загружаем Bootloader в контроллер пользуясь программой «Flash Loader Demo» и переходником UART например https://detail.tmall.com/item.htm?id=528794539661 или самодельным
Bootloader — это программа для самопрограммирования контроллера, при включении она открывает флэшку и если там есть файл «Armatura-ural.bin», то переписывает его в область программ и стирает с флэшки. Очень удобная вещь как для себя, так и для удалённой поддержки клиентов.
Процесс первой загрузки хорошо описан здесь http://easystm32.ru/useful-things/42-bootloader-stm32, затем все последующие перепрограммирования будет делать «бутлодырь».
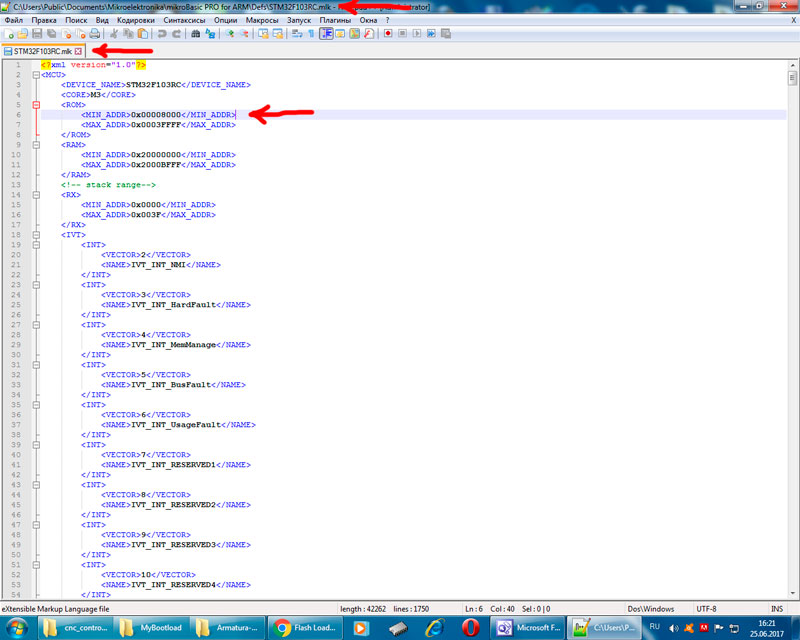
Т.к. у нас начальную область памяти занимает bootloader , то нам надо настроить чтобы начало программы было после него.
Находим файл STM32F103RC.mlk у меня он C:\Users\Public\Documents\Mikroelektronika\mikroBasic PRO for ARM\Defs
и меняем ROM — MIN_ADDR — 0x00008000
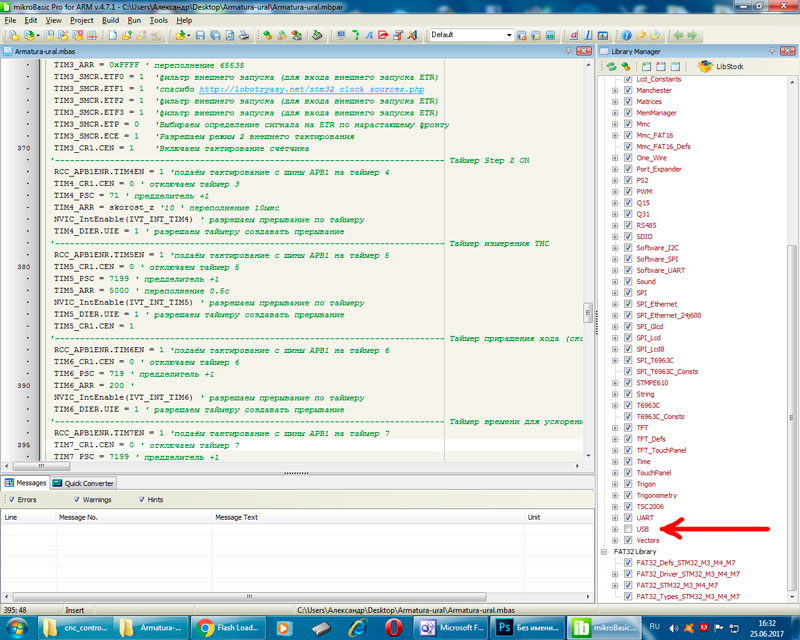
при запуске надо отключить библиотеку USB
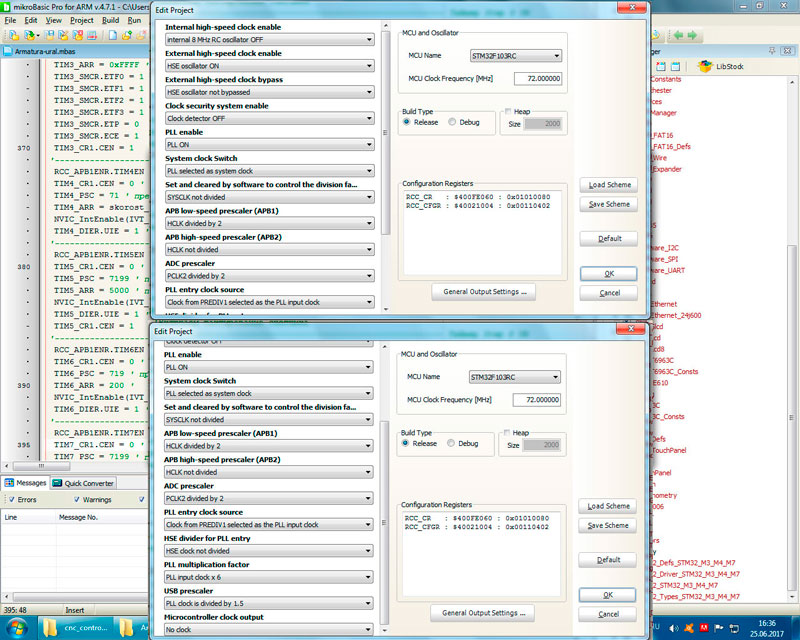
Если вы будете делать другой проект то вам пригодятся настройки тактирования ( рабочий пример)
После компиляции копируем файл «Armatura-ural.bin» на флэшку, вставляем в автономный контроллер ЧПУ и нажимаем ресет
Сразу пару комментариев:
1) С Алгоритмом Брезенхэма я не подружился . Н акопительная ошибка и разница в скоростях перехода на шаг по X и Y ( т.е. при разной длине шага X и Y нужно менять задержку)
2) В данных исходниках отсутствует меню настроек констант (т.е. настройки станка), если человек может скомпилировать программу, ему не сложно изменить константы в компиляторе.
Готовые прошивки будут выкладываться с более расширенными возможностями. Это сделано сознательно, для того чтобы этот контроллер не ушёл в китайскую серию в кратчайший срок.
3) Все прошивки полнофункциональные. Никаких демо-ограничений и т.п.
Прошивки буду выкладывать вверху страницы, для обновления нужно скопировать файл «Armatura-ural.bin» на флэшку, вставить в автономный контроллер ЧПУ и нажать ресет
Это первая моя программа (я не программист), т.ч. советы, комментарии, алгоритмы, идеи и многое другое приветствуется ))) пишите мне на электронку.
чертёж 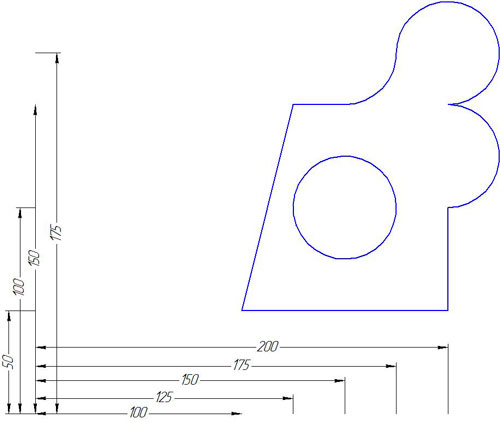
N1 G21
N2 G53 G90 G40
N3
N4 S500
N5 G00X63.158Y94.018
N6 M03
N7 G04 P0.6
N8 G03X49.436Y90.597I58.007J85.446
N9 G03X49.436Y90.597I70.865J77.721
N10 G03X51.146Y83.736I53.722J88.022
N11 M05
N12 G00X110.912Y123.777
N13 M03
N14 G04 P0.6
N15 G01X113.332Y114.074
N16 G01X119.38Y89.817
N17 G03X149.685Y71.607I143.637J95.865
N18 G02X131.476Y41.302I155.733J47.35
N19 G02X82.961Y29.206I107.218J35.254
N20 G01X34.446Y17.11
N21 G01X10.254Y114.139
N22 G01X113.332Y114.074
N23 G01X118.332Y114.071
N24 M05
N25 M30
Название файла с программой должно быть «program.cnc»
Источник



