
- 5 способов сварки арматуры своими руками
- Ванный способ сварки
- Особенности проведения ванной сварки арматуры
- Необходимое оборудование
- Контактная сварка
- Оборудование для контактного способа соединения
- Стыковая сварка
- Контактно — точечная сварка арматуры
- Процесс точечной сварки включает несколько последовательных этапов:
- Сварка внахлёст
- Как собрать аппарат для контактной сварки своими руками из подручных средств
- Введение
- Детали и инструменты для сбора прибора своими руками
- Сварочный трансформатор
- Рычаги и управление сваркой
- Сварка и электроды
- Краткое послесловие
5 способов сварки арматуры своими руками

Под арматурой понимают конструкцию, созданную из прутков металлопроката разного размера и формы. Основная функция арматуры – перераспределять напряжение растяжения и сжатия внутри строительного объекта. Поэтому к ней предъявляются повышенные требования жесткости. Эта характеристика во многом зависит от качества соединения арматурных прутков. Одним из основных способов соединения является сварка.
Для создания арматурных конструкций своими руками можно использовать много видов сварных соединений. Чтобы провести работы качественно, нужно знать, что они собой представляют и как происходит процесс сварки.
Ванный способ сварки
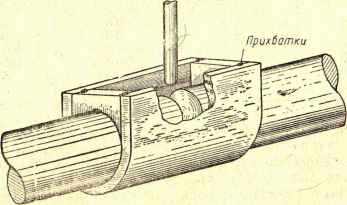 В основе технологии лежит получение расплава металла в области, ограниченной арматурными концами и накладкой, закрепленной в области соединения прутков. Создается своеобразная ванна из жидкого металла, состоящего из электродного расплава и торцов соединяемых электродов. Накладки необходимы для предотвращения растекания полученного при сварке расплава. Одновременно устанавливаются ограничители с торцевых концов накладки.
В основе технологии лежит получение расплава металла в области, ограниченной арматурными концами и накладкой, закрепленной в области соединения прутков. Создается своеобразная ванна из жидкого металла, состоящего из электродного расплава и торцов соединяемых электродов. Накладки необходимы для предотвращения растекания полученного при сварке расплава. Одновременно устанавливаются ограничители с торцевых концов накладки.
Формы — накладки изготавливаются из низкоуглеродистых марок сталей. После проведения сварочной работы их оставляют в области соединения арматуры.


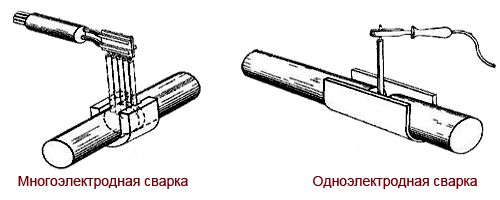
Применяются также съемные многоразовые формы — накладки. Они изготавливаются из медных сплавов, а также из керамики или графита. Работу выполняют с помощью одного электрода или соединенными одной платформой несколькими электродами, имеющими вид гребенки.
Ванная технология позволяет соединять стержни, расположенные в любом положении. При соединении стержней, находящихся в горизонтальном направлении, стальная накладка приваривается к области стыка. Элементы должны располагаться на расстоянии 1,5 – 2 размера диаметра электродов, используемых для сварки.
При стыковке элементов, находящихся в вертикальном положении, используют штамповую форму — накладку. Ее приваривают к нижнему торцу соединения с проплавлением сечения торца сквозь форму. Затем торец арматурного стержня, расположенного сверху, прикладывают к расплавленному сечению нижнего стержня и проводят дальнейший расплав стыкуемых концов арматуры. В результате форма заполняется образовавшимся жидким металлом.
Для избавления от образовавшихся шлаков в боковой стенке формы прожигают отверстие, которое после окончания работы заваривают.
Особенности проведения ванной сварки арматуры
Характерными особенностями технологии ванной сварки являются:
- непрерывность сварочного процесса;
- четкое соблюдение соосности стыкуемых стержней, смещение не должно превышать 0,05 от их диаметра;
- высокая температура дуги, обеспечивающая плавление свариваемого металла в области стыка за счет дополнительного замкнутого пространства ванны;
- Ванным способом стыкуют стержни диаметром от 20 мм до 100 мм.
Необходимое оборудование
Для проведения работ необходимо иметь саму арматуру и сварочный аппарат инверторного типа, обеспечивающий понижение напряжения сети 220 Вт и большую силу тока. Выбрать арматуру в Санкт-Петербурге можно, к примеру, в Сталепромышленной компании, которая является на данный момент одним из лидеров рынка.
Для домашнего использования можно приобрести аппарат небольшого размера.
Также потребуются формы — накладки, соответствующие размеру арматуры и ее сплаву и плавящиеся стальные электроды с покрытием. Например, можно использовать стержни диаметром от 2 до 4 мм марки МР-3 или АНО.
Контактная сварка
 Одним из распространенных способов соединения арматурных стержней является контактная сварка. Она предполагает оплавление изделий в месте их контакта за счет нагрева до температуры пластической деформации и механического сдавливания этой области. Происходит это в результате пропускания тока в цепи, включающей сами стержни арматуры. Ток возникает в замкнутой цепи, где наибольшее сопротивление концентрируется в области контакта стержней. Это сопровождается выделением тепла в этом месте и его максимальным нагревом до состояния оплавления.
Одним из распространенных способов соединения арматурных стержней является контактная сварка. Она предполагает оплавление изделий в месте их контакта за счет нагрева до температуры пластической деформации и механического сдавливания этой области. Происходит это в результате пропускания тока в цепи, включающей сами стержни арматуры. Ток возникает в замкнутой цепи, где наибольшее сопротивление концентрируется в области контакта стержней. Это сопровождается выделением тепла в этом месте и его максимальным нагревом до состояния оплавления.
Для уменьшения времени проведения процесса силу сварного тока увеличивают до 10, а иногда 20 тысяч ампер. При таком режиме металл в области контакта расплавляется практически мгновенно, что приводит к сокращению времени прохождения тока в цепи.
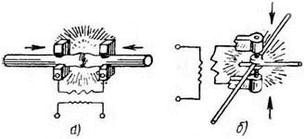
Контактный способ подразделяется на стыковую форму (а), когда стержни расположены встык торцевыми частями, и точечную (б), когда стержни наложены друг на друге и привариваются одновременно в нескольких точках.
Оборудование для контактного способа соединения
Сварка арматурных стержней контактным способом проводится с использованием профессионального оборудования, обеспечивающего основные параметры процесса: силу тока, времени его протекания и степени сжатия области контакта.
При проведении работ в домашних условиях можно использовать простые сварочные устройства, работающие в ручном или автоматическом режиме.
Аппараты для проведения контактного способа соединения арматуры условно можно разделить на стационарные и передвижные устройства, включающие подвесной тип.

Простейшее устройство можно сконструировать самостоятельно. Оно должно включать два функциональных узла: блок питания и выносные электродные держатели с электродами, с помощью которых ток поступает к области сварки.
Стыковая сварка
Технология стыковой контактной сварки основана на использовании тепла в торцевых контактных областях. Нагрев происходит при прохождении тока через них после замыкания цепи путем соединения концов за счет большого сопротивления в области торцевого соединения.
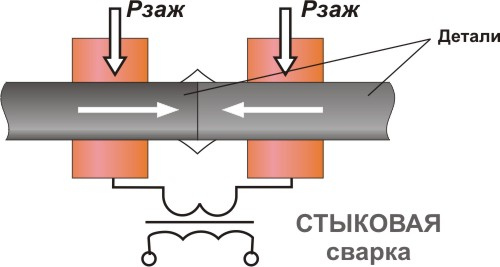
После окончания пропускания тока и его отключения проводят «осадку» разогретого пластичного участка. Чтобы металл арматуры в области соединения нагрелся быстро, и не успела произойти большая потеря тепла, используют режим с высокой токовой нагрузкой, когда ток достигает тысячи ампер.
Стыковой сваркой соединяют гладкие стержни, имеющие диаметр не меньше 14 мм. Для арматуры, полученной горячим способом прокатки и имеющей периодический профиль, стыковая сварка может применяться для стержней с диаметром от 32 мм.
При стыковом соединении выделяют две разновидности проведения технологии:
- непрерывный способ оплавления стержней;
- прерывистое оплавление стыкуемых торцов после предварительного подогрева.
Преимущество отдается прерывистому способу оплавления.
Перед началом проведения работ концы стыкуемой арматуры тщательно очищают от ржавчины, краски и шлаковых образований с помощью зубила, молотка и металлической щетки. Чистота стыкуемых поверхностей существенно влияет на качество соединения.
Контактно — точечная сварка арматуры
Точечный вид сварки является частным случаем контактной технологии. В производстве арматурных каркасов используется в основном этот вид соединения, включая армирующие сетки из прутков малого сечения.
В домашних условиях также возможно использование этого способа соединения, например, при ремонте бытовых приборов и техники.
Точечная сварка может проводиться двумя разными способами:
- металл в области соединения доводят до состояния расплавления и образования литого ядра;
- металл в области соединения нагревают, но не доводят до расплавления.
Принцип нагрева места стыковки аналогичен контактной сварке. Если в месте пересечения арматурных стержней, соприкасающихся точечно, пропустить большой ток, то в этой области будет интенсивно выделяться тепло. Это объясняется тем, что сопротивление стальных стержней арматуры выше, чем сопротивление проводников из меди, входящих во вторичный контур сварочного устройства.

Сварочный процесс стараются проводить при высоких значениях тока. Это не только увеличивает производительность работ, но и улучшает качество поверхности в контактной точке. Это достигается с помощью мощных дорогостоящих аппаратов. Для домашнего выполнения точечной сварки можно использовать простые компактные устройства, которые есть в продаже и даже изготовить аппарат самостоятельно.
Простой аппарат для точечной сварки с переменными нерегулируемыми показателями величины тока. Управляется процесс вручную путем изменения с помощью реле длительности импульса электричества и отключения его с помощью выключателя.

Основным устройством аппарата точечного соединения является трансформатор, помогающий генерировать большой ток при сварке. Например, можно использовать стандартный трансформатор ОСМ-1. Для проведения сварки его нужно немного модернизировать для получения более мощной вторичной обмотки.
Процесс точечной сварки включает несколько последовательных этапов:
- Уложенные в определенном положении прутки помещаются между медными электродами аппарата с плотным прижиманием их в точке будущего соединения.
- В место контакта подается сварочный ток и происходит нагрев области до пластического состояния металла, необходимого для деформации. За счет прижатия образуется уплотняющий пояс в точке контакта, препятствующий растеканию металла из этой области.
- Импульс тока должен быть кратковременным и сильным, чтобы после прекращения действия тока образовался прочный точечный контакт прутков.
Для получения качественного соединения своими руками нужно обеспечить поддержание постоянный режим скорости электродного перемещения, требуемого усилия давления и полного точечного контакта прутков
Сварка внахлёст
Способ сварки внахлест представляет технологию соединения арматурных прутков путем фиксации их взаимного частичного наложения друг на друга.
При таком соединении арматурные прутки образуют единую линию с взаимным перекрытием длины в местах стыковки.
Такое соединение применяют с целью распределения продольной растягивающей или сжимающей нагрузки на поверхность арматурного прутка. Поэтому при применении такого способа соединения арматуры нужно придерживаться следующих правил:
- нахлест должен проводиться в местах с наименьшим напряжением на арматурную конструкцию;
- должен соблюдаться принцип равномерности распределения прутков разного диаметра. Лучше, если они будут иметь одинаковый диаметр;
- использовать способ перехлеста арматуры можно только при ее диаметре, не превышающем 20 мм.
- Взаимное наложение арматурных прутков должно иметь протяженность более 50 см.
Сварку внахлест конструкций промышленного назначения, подвергающихся повышенным нагрузкам, лучше проводить с помощью ручной дуговой сваркой. Ее выполняют с помощью одного или двух швов с флангов. Для создания качественного стыка длина сварного шва должна составлять не менее 10 размеров диаметров стержней.
Ручная дуговая сварка обычно проводится в горизонтальном расположении стержней. Для этого используют обычное оборудование, включающее трансформатор, газовую горелку или аппараты дуговой сварки с использованием нейтрального газа. Такой способ можно применять и в домашних условиях.
Во время процесса арматурной сварки нужно позаботиться о максимальном проплавлении стыкуемых прутков.
Источник
Как собрать аппарат для контактной сварки своими руками из подручных средств

На разных сайтах, вы найдёте несколько способов , как смастерить контактную сварку самому, но далеко не все варианты, как показала практика, достаточно доступные и простые.
В этой публикации, я расскажу вам один способов, как собрать приспособление для контактной сварки из устройства инверторного типа, и пригодится ли нам для этого сам инвертор.
Введение
Думаю, что многие задумывались над одним из способов, как собрать сварочный аппарат из инвертора, но скажу сразу, это далеко не самый удачный вариант, так как такой процесс, это впустую потраченное время, потому, что основным критерием контактной сварки является прижимное усилие, на уровне с электрическим импульсом.
Из этого вытекает, что составляющие самой сварки отходят на второй план. Давай же подробнее разберём, что к чему.
Мой вам совет, если вы впервые слышите и читаете о контактной сварке и решили сразу приступить к делу, тогда вам не сюда. Первооткрывателям я советую начать с теории об электротехники и почитать статьи, что же это такое, контактная сварка.
Собрать контактную сварку самому, своими руками– технологически просто, нужно иметь минимальные навыки и представления о ней и о принципе её работы.
Хочу ещё раз сконцентрировать ваше внимание, что в данном изложении не будет развёрнутой инструкции, и объяснений, что такое трансформатор и как его намотать.
Детали и инструменты для сбора прибора своими руками
У каждого компетентного мастера всегда найдутся под рукой обычные кнопки типа вкл/выкл, они достаточно будет применить для схемы управления вашей контактной сваркой.
Также недостающей деталью служит медный провод, который в будущем, мы будем использовать для намотки на трансформатор. О сечении этих проводов, я расскажу вам чуть позже в моей статье.
Если вы умеете пользоваться формулами и рассчитывать необходимое сечение, я возражать не буду, хотя я вернусь к этому чуть позже.
И последней составляющей будут подручные материалы для рычагов и электродов. Теперь вернёмся к нашим необходимым инструментам, нам нужны будут стамеска или же ножовка, припой и, конечно, паяльник.
Убедительная просьба, не забудьте об изоляции, без неё процесс невозможен!
Мастерить контактную сварку из инвертора своими руками не очень хороший вариант, учитывая, что из него нам будет достаточно одного трансформатора, хотя и на это у меня есть альтернатива, но об этом чуть позже.
Если вы были настроены использовать и электронику, то я бы вам не стал этого советовать, так как процесс этот достаточно трудоёмкий и неэффективный.
Теперь я открою вам завесу. Альтернативой взятого трансформатора из инвертора, является трансформатор из микроволновой печи, всё верно, вам не показалось, именно от туда.
Как показала практика, трансформаторы, взятые с СВЧ, подходят для наших целей, их легко усовершенствовать, так что остановимся на них.
Сварочный трансформатор
Теперь мы пришли к выводу, что собирать контактную сварку из инвертора своими руками, процесс трудоёмкий и неоправданный. И в дальнейшей моей публикации мы будем говорить о сборке аппарата с трансформатором из микроволновой печи.
Для выбора трансформатора (так как любой нам не подойдёт), мы рассчитываем на рекомендуемую мощность, а мощность должна быть не меньше 1кВт и даже более, так как при меньшей мощности вы не сможете варить металл толщиной в 1мм, прошу вас обратить на это внимание.
Трансформаторы, мощность от 1кВт есть далеко не во всех СВЧ, такие мощные микроволновки имеют больше функций, если сравнивать с обычными СВЧ.
Также, если соединить два трансформатора по 1кВт и в результате вы получите, вероятно, мощный сварочный аппарат.
Итак, у нас уже есть трансформатор, теперь приступаем к аккуратному демонтажу вторички, скорее, просто так вы её снять не сможете, не исключён вариант, что она может быть глухо приклеена.
Вторичную обмотку срезаем зубилом или спиливаем ножовкой по металлу, или её можно аккуратно высверлить.
После всех, успешно проделанных приёмов с вторичкой, у вас должны будут остаться первичка и сердечник.
Не стоит переживать, вы вряд ли вам удастся перепутать первичку с вторичкой, так как чаще всего, первая сделана из более толстого провода, и самое главное, не повредите её при демонтаже ненужных деталей.
Дальше, вам нужно убрать шунты, они располагаются с двух сторон трансформатора.
После этого нам понадобятся медные провода, о которых я говорил в начале статьи. Теперь приступаем к намотке вторички. Я рекомендую брать в работу многожильный провод, толщиной 100мм2, так как это сечение нам достаточно подходит, тем более, что нам понадобится всего 3-4 витка, если сделать пару дополнительных витков, то в результате мы получим более мощный аппарат, но в нашем варианте будет достаточно трёх.
Рычаги и управление сваркой
Как я и упоминал раннее, возможно собрать систему управления с помощью электроники из инвертора, при этом добавить ещё и регулятор силы тока, но мы этого делать не будем, потому что это трудоёмкий и нерентабельный процесс.
Тем более, что моя статься направлена, на то, чтоб сделать аппарат ещё больше доступным и простым в работе. Всё же, гораздо проще сделать всё самому с самого начала, для этого вам нужна будет только кнопка вкл/выкл.
Выключатель можно выбрать на ваше усмотрение, какой имеется у вас под рукой. Его следует установить в цепь с первичной обмоткой, только не перепутайте с вторичкой, у последней большая сила тока, и она расплавит контакты у выключателя.
Во время сборки своими руками можно применить любые средства, которые есть у вас под рукой, главное, чтоб они не были проводниками тока. А в лучшем случае, вам подойдёт деревянная заготовка или металлическая труба (её необходимо изолировать).
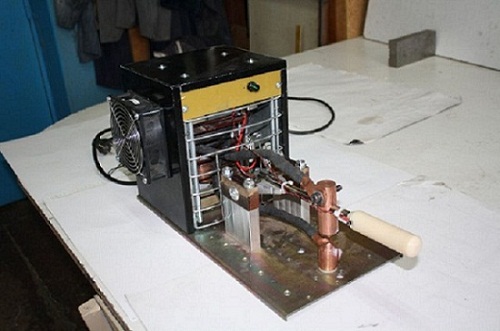
В нашем аппарате, ручками будут служить рычаги, на которых закрепляются проводки, через которые будет проходить ток к электродам. Их желательно сделать длиннее, так как от усилия сжатия зависит качество соединительного шва.
Вы будете браться за ручки, и прижимать электроды к металлу.
Но одних рычагов не достаточно, нужно помнить о прижимном усилии, так как в контактной сварке металл плавится так, же и за счёт усилия сжатия, а не только благодаря нагреву электродов.
Когда вы будете использовать тонкий и хорошо прогреваемый металл, то можно сжимать рычаги вручную, тогда аппарат не нужно будет дорабатывать.
А для сварки более толстого металла, придётся установить рычаг тяжелее, который за счёт своего веса усилит дополнительное сжатие, но в этом случае нужно плотно закрепить аппарат на столе, для этого используют струбцины.
И на конец, если у вас возникнет желание усовершенствовать ваш аппарат, то можно прикрепить к нему винтовую стяжку, она крепится между основанием самого аппарата и его рычагом. Это достаточно прочно и надёжно.
Дам вам несколько рекомендаций на счёт того, где и как удобнее закрепит кнопку пуска. При выборе самой простой конструкции, когда прижимное усилие вырабатывается вручную, то рекомендовано кнопку включения, установить таким образом, что бы при опускании рычага она сжималась, то есть, опустили рычаг- кнопка сработала, аппарат включился, подняли – аппарат выключился, это будет очень удобно для мастера, так как одна рука будет полностью свободна.
Сварка и электроды
Трудно представить себе сварочный аппарат без электродов. Мы используем медные электроды, их конечно можно сделать и вручную, но я не вижу в этом преимущества, так как цена покупных вполне доступна, и в них не будет никаких сомнений.
Существует разные формы электродов, но нам понадобятся самые обычные, прямые электроды. Предпочтение на их стороне, потому что они обеспечивают удобный доступ к самой зоне сварки.
Чем больше будет диаметр электрода, тем больший будет диаметр у сварной точки, соответственно и сварочный шов будет прочнее и надёжнее.
Исходя из этого правила, электроды следует подбирать согласно вашим требованиям, что бы достичь хорошего результата. Если следовать этим рекомендациям, вы получите достойно работающий аппарат без значительных недочётов.
Если вы думаете над тем, чтобы собрать своими руками простой, с небольшой мощность аппарат, тогда вам вполне подойдут медные наконечники от обычного паяльника, у них тоже отличная проводимость тока.
Мы должны помнить, что электроды, материал не вечный, и нужно постоянно следить за их износостойкостью, и в случае необходимости, обязательно заменить.
А теперь несколько слов о технике безопасности. С целью обеспечить вашему аппарату, собранному своими руками верную работу, а вам исключить несчастные случаи, желательно все детали сборки, а также ручки заизолировать специальными материалами.
Пожалуйста, помните о правилах техники безопасности, это важная и необходимая доля в работе с электроприборами. При сборке используйте диэлектрики. Было бы неплохо внедрить предохранители в электрическую схему, но это не всегда рационально.
Краткое послесловие
Сварочный аппарат, сделанный самостоятельно, своими руками, мысль хорошая и удачная. Процесс сварки, выполняемый, на самодельном аппарате практически не имеет отличий от сварки, выполненной на серийном оборудовании.
Он будет доступнее и экономичнее, чем покупной, с магазина, Особенно, если учесть, что сварочный аппарат не всегда является устройством для ежедневного пользования, и чаще всего он нужен пару-тройку раз в году.
Если вы будете следовать всем правилам, как техники безопасности, так и самой сборки, этот аппарат доставит вам массу приятных эмоций и сохранит ваш бюджет.
Перед началом сборки, обратите внимание, что вы достаточно знаете теорию и полностью готовы приступить к практике. Удачного пользования.
Источник



