
- Газовая линза для Tig горелок своими руками
- Газовые линзы для TIG сварки. Полный обзор. Часть 2
- Преимущества и недостатки газовых линз
- Виды газовых течений
- Особенности ламинарного течения
- Особенности турбулентного течения
- Устройство и назначение газовых линз
- Применение газовых линз
- Преимущества и недостатки газовых линз
- Преимущества:
- Недостатки:
- Заключение
- Самодельная Тиг горелка
Газовая линза для Tig горелок своими руками
Газовые линзы для TIG сварки. Полный обзор. Часть 2
Приветствуем друзья!
Второй материал по теме линз для TIG сварки. И на этот раз рассмотрим вопросы совместимости линз и горелок.

В чем различие горелок?
Начнем с того, что горелки отличаются размером и по сути их есть всего два вида – маленькие и большие. Это очень упрощенное деление, потому что только на картинке выше представлено шесть вариантов горелок, но с точки зрения фурнитуры многие из них идентичные.

Каждая горелка имеет свой номер, который характеризует ее размер и параметры. Обычно номер выбит на шейке и имеет вид WP-9, WP-17, CK9, CK-17F и тд. Нас интересует прежде всего цифра, т.к. буквы обозначают производителя, опции в виде гибкой шейки или наличие газового клапана в горелке и тд. А вот цифра однозначно определяет какие линзы будут совместимы с данной горелкой. В 99% случаев с Вашим аппаратом в комплекте будет горелка номер 17, как наиболее универсальная.
Какие бывают номера горелок?
- Номер 9 (WP-9) – самая маленькая горелка воздушного охлаждения, если не считать всякие экзотические микро-горелки.
- Номер 20 (WP-20) – маленькая горелка водяного охлаждения, полностью идентичная по размеру и фурнитуре горелкам WP-9.
- Номер 17 (WP-17) – “большая горелка” воздушного охлаждения, резьбы и фурнитура увеличенного размера.
- Номер 18 (WP-17) – “большая горелка” водяного охлаждения, во всем идентичная горелкам WP-17.
- Номер 26 (WP-17) – “большая горелка” воздушного охлаждения, идентичная по фурнитуре горелкам WP-17, но больше и массивней.
- TW450/451/452 и др. – промышленные монстры, которые нет смысла рассматривать.
По сути получаем две группы стандартных горелок – маленькие 9/20 и большие 17/18/26. Именно такие сокращения вы найдете во всяких описаниях к линзам и фурнитуре. Для маленьких горелок свои маленькие цанги, цангодержатели, колпачки для электродов, внутренние линзы и сопла. Для больших – свои, увеличенного размера.
Фурнитура горелок 9/20 и 17/18/26 не взаимозаменяема!
И маленькие и большие горелки можно использовать с электродами диаметром 1.6, 2.4 или 3.2мм. Под каждый диаметр электрода нужна своя цанга и свой цангодержатель или внутрення линза. Если диаметр отверстия в линзе больше электрода, то в нее допускается установка меньшей цанги. К примеру во внутреннюю линзу 2.4мм можно вставить цангу и электрод 1.6 мм. А вот наоборот ничего не выйдет – электрод 2.4 никак не вставить в линзу под 1.6мм. Это очевидно, но все же бывает путаница.
Какую горелку выбрать?
Выбор горелки полностью определяется тем током, которым Вы будете варить. Чем выше ток, тем выше номер горелки Вам нужен. Учитывая тот факт, что аппараты с водяным охлаждением горелки довольно дорогие, они редко встречаются в тюнинг мастерских. Поэтому из нашего списка выпадают горелки водяного охлаждения с номерами 20 и 18. Горелка 26 слишком массивная и тяжелая, она подходит для сварки толстостенных конструкций большим током и тоже не лучший выбор при работе с выхлопом или тонким алюминием.
По сути выбор будет между номером 9 и 17. Мы рекомендуем иметь обе! Но предпочитаем в работе WP-9.
Китайские горелки номер 17 идут в комплекте с большинством аппаратов, при этом имеют тяжелый жесткий шланг, резиновый защитный рукав и массивную пластиковую ручку, рассчитанные на промышленные и строительные применения. Этим можно работать и в тюнинге, но мы настоятельно рекомендуем заменить горелку на легкую фирменную. Попробовав хоть раз в работе горелку WP9 с легким супер-гибким шлангом вы никогда не вернетесь к обычным. Как сказал один из наших клиентов – это как будто варить с гирей в руке. Даже более крупная WP17, но без массивной ручки и жесткого тяжелого шланга покажется Вам пушинкой.
Легкая горелка – меньше усталости, точнее движения, выше качество и эстетика швов.

Важно отметить, что наиболее легкие горелки и в частности те, которые продаются у нас в MFSTORE, не имеют кнопки включения и предназначены для работы с педалью. Переход на управление педалью – необходимость, если Вы всерьез занимаетесь аргонодуговой сваркой.
Совместимость линз и горелок.
Мы будем рассматривать совместимость горелок с линзами Furick, но для других брендов принцип точно такой же.
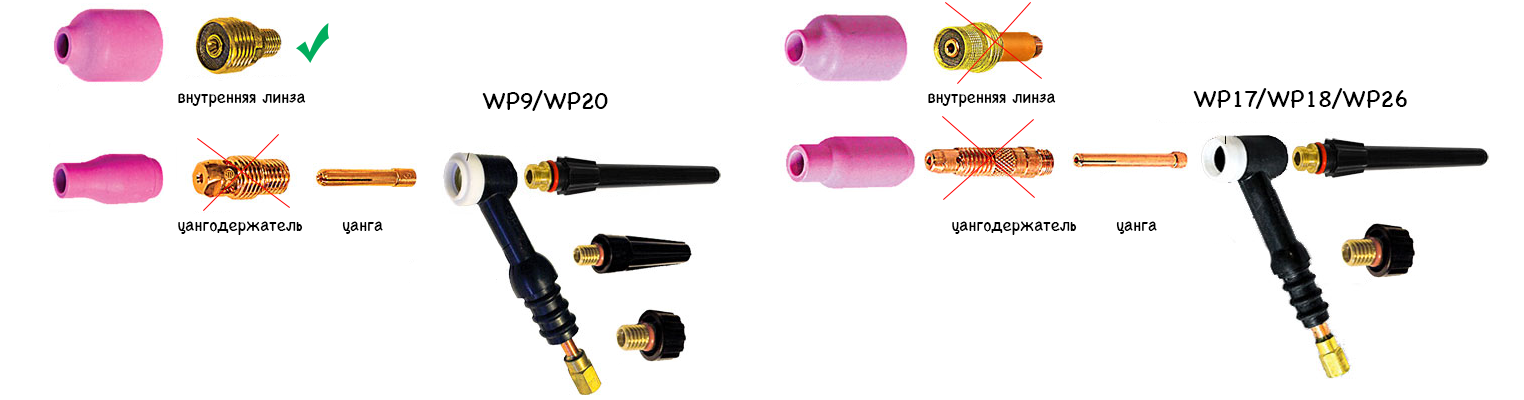
Начнем с того, что все газовые линзы, которые мы рассматривали в первой части производятся под установку только на внутренние линзы. И не на все линзы, а только на самые маленькие, от горелок WP9/20. Вы не сможете установить их в комплекте с обычным цангодержателем а так же не сможете просто установить их на горелки 17/18/26. Смотрите картинку выше. Только на отмеченную линзу удаcться установить внешние линзы Furick или накрутить линзы Toxic, Monster и тд.
Отмеченная внутренняя линза совместима только с горелками WP9/20. Стандартные обозначения таких линз зависят от диаметра отверстия под электрод – 45V44 (2.4мм) или 45V43 (1.6мм). При установке на горелку 9/20 цанга используется стандартная 1.6 или 2.4мм.
На изображении через прозрачную внешнюю линзу Furick BBW хорошо видно внутреннюю линзу, вкрученную в горелку. Внешние линзы или “чашки” Furick не имеют резьбы и держаться просто за счет плотной посадки на резиновое кольцо, одетое чуть выше резьбовой части внутренней линзы. В таком виде горелка полностью в рабочем состоянии, не хватает только электрода.
Что делать владельцам больших горелок 17/18/26?
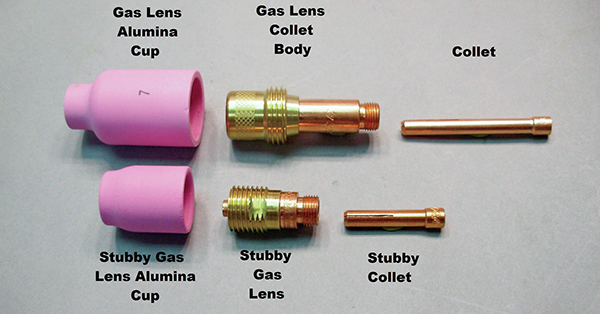
Для установки больших “чашек” на горелку 17/18/26 существуют переходные линзы. В англоязычной терминологии они называются Sybby Gas Lens и встречаются в каталогах многих производителей, включая дешевый китай. Это такая же линза, как в горелках 9/20, но со стороны горелки имеет увеличенную резьбу под горелки 17/18/26. Переходные линзы комплектуются своими цангами (stubby collet).
Вкручиваете такую линзу в Вашу горелку WP17 и вуаля, можно использовать любые сопла и чашки для горелок wp9. Но не все так просто с чашками и линзами Furick.
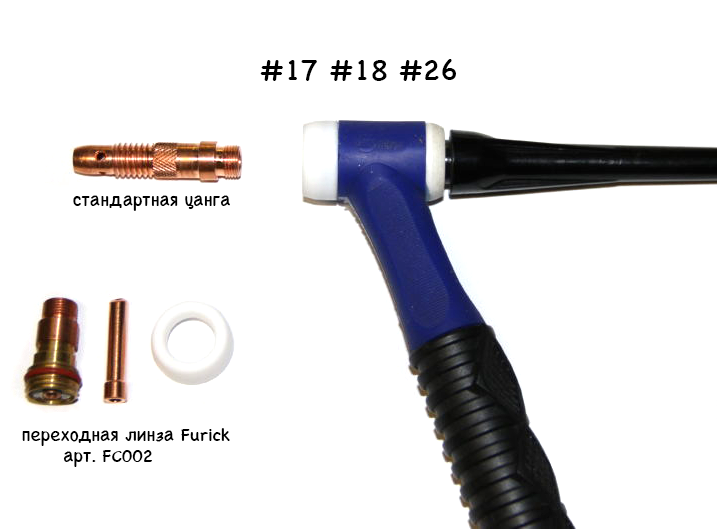
Переходня линза Furick, представленная у нас в каталоге под артикулом FC002 имеет проточку, в которую вставляется уплотнительное кольцо. Кольцо можно снять и накрутить любую другую линзу, в которой есть резьба. Но обратная установка стеклянной “чашки” Furick на обычную stubby линзу без проточки практически невозможна и не рекомендуется. Для установки внешних линз Furick на горелки 17/18/26 Вам будет необходима именно такая переходная линза с проточкой и кольцом. Важно еще раз заметить, что цанги под такую установку нужны специальные. В комплекте арт. FC002 есть сама линза, цанга и новый изолятор, который может понадобиться для некоторых горелок.
Важное замечание про изоляторы.
Белое пластиковое кольцо между горелкой и линзой называется изолятором. Их конфигурация и размеры могут отличаться у разных производителей горелок и линз. От толщины изолятора зависит какая часть внутренней линзы будет выступать из горелки и как глубоко она будет входить во внешнюю линзу. Тонкий изолятор и большой вылет линзы могут сильно приблизить внутреннюю линзу к диффузору внешней линзы. Не вдаваясь в подробности скажу лишь что это ухудшит работу линзы и качество швов. Учтите это, уделите этому внимание и если нужно замените или доработайте изолятор. Универсального решения здесь нет, все зависит от производителя горелки.
Пожалуй это все, что мы хотели рассказать по горелкам и линзам. Используя эти материалы Вы уже начнете немного разбираться в вопросе и легко найдете в google ответы на вопросы, которые не нашли здесь. Читайте, изучайте, экспериментируйте, практикуйтесь и присоединяйтесь к движению Fabrication Life!
Преимущества и недостатки газовых линз
Используя газовые линзы, можно улучшить качество сварных швов при работе с чувствительными к воздействию воздуха металлами. О достоинствах и недостатках газовых линз – в нашей статье.
Виды газовых течений
Газовые потоки делятся на два вида: турбулентные и ламинарные. Они возникают и во время, например, полуавтоматической или аргонодуговой сварки. Эти потоки кардинально отличаются.
В конце XIX века британский физик Осборн Рейнолдс установил, что при низкой скорости течения жидкостей их слои движутся по параллельным траекториям, не перемешиваясь. После преодоления критического значения характер течения меняется и становится хаотичным. Аналогично ведут себя и газы. Упорядоченное течение назвали ламинарным, хаотичное – турбулентным.
Особенности ламинарного течения
Название ламинарный произошло от латинского слова lamina, которое переводится как «пластинка». При таком виде течения газовые потоки перемещаются упорядоченно, без изменений направления, скачков скорости или давления. Это похоже на параллельное движение отдельных слоев.
Особенности турбулентного течения
Название «турбулентный» произошло от латинского turbulentus — «беспорядочный». В этом случае газовый поток не однородный: меняется скорость и направление движения слоев.
Устройство и назначение газовых линз
При выполнении аргонодуговой сварки характер и скорость движения защитного газа во многом определяют качество полученных швов. При высокой скорости движения аргона, он создает разреженную зону в районе выхода из сопла. Это способствует подсосу кислорода и его попаданию в сварочную зону. К аналогичному результату приводит и слишком низкая скорость подачи аргона. В этом случае в общем потоке газа образуются разрывы, в которые попадает воздух. И в том, и в другом варианте результат получается одинаковый – пористость швов.
Газовая линза позволяет избежать такой ситуации. Основным ее элементом является пятислойная металлическая решетка из нержавеющей стали, установленная в латунном корпусе цангового зажима. Именно она устраняет турбулентность и обеспечивает газовому потоку ламинарность, что исключает попадание воздуха в сварочную зону. Газовая линза больше, чем стандартный цанговый зажим. По этой причине при ее установке заменяется и сопло горелки.
Керамические сопла для газовых линз отличаются от стандартных сопел большим диаметром и меньшей длиной. Выпускаются и специальные удлиненные модели для работы в труднодоступных метах (например, для сварки угловых швов).
Применение газовых линз
Газовые линзы применяются, когда необходимо обеспечить надежную газовую защиту свариваемых материалов, обладающих особыми свойствами. В первую очередь к ним относится титан. Этот материал востребован благодаря низкому удельному весу, отличной коррозионной стойкости и высокой прочности. Одновременно с этим титан отличается повышенной химической активностью по отношению к газам, содержащимся в воздухе.
При нагревании до 350 °С металл начинает активно поглощать кислород. При этом образуются оксиды титана, которые характеризуются низкой пластичностью и высокой твердостью. При температуре в 500 °С начинается активное взаимодействие металла с азотом. Этот процесс сопровождается образованием нитридов, обладающих сходными с оксидами свойствами.
Еще один вредный для титана газ — водород. Он делает металл хрупким. В результате даже цельная с виду деталь может со временем расколоться по сварному шву.
Газовые линзы полезны при сварке сложных по форме изделий, когда сварочные работы приходится выполнять при увеличенном расстоянии между поверхностью металла и электродом.
Газовые линзы универсальны и при соблюдении определенных правил могут использоваться в разных условиях. Так, для улучшения защиты сварочной зоны от бокового ветра или выполнения работ на повышенных скоростях увеличивается диаметр сопла и расход газа, а расстояние от горелки до детали уменьшается.
Преимущества и недостатки газовых линз
Преимущества:
- Поток аргона становится упорядоченным и более устойчивым к движению поперечных воздушных масс.
- Поток действует на большем расстоянии, а значит, можно держать сопло дальше от металла и увеличить вылет вольфрамового электрода. Это одновременно улучшает сварщику обзор.
- Газовые линзы позволяют работать с металлами, особо чувствительными к влиянию воздуха.
- При этом угол наклона горелки не влияет на качество швов.
При засорении решетки из нержавеющей стали нет необходимости менять газовую линзу целиком. Достаточно удалить верхний слой сетки.
Недостатки:
- Их использование оптимально для сварки простых швов в легкодоступных местах.
- При применении газовых линз увеличивается расход защитного газа. Максимально он может превышать норму на 40 %.
Заключение
Газовые линзы дороже стандартных цанговых держателей, но они удобны при работе с чувствительными к влиянию воздуха металлами (титаном или алюминием).
Самодельная Тиг горелка
Если кто знает, подскажите пожалуйста какая резьба на горелках BINZEL? Для колпачка и держателя цанги? Похоже немцы нестандартную резьбу заложили. 
Шаг резьбы резьбомером определить можно, а диаметр штангелем естественно.
Это понятно, но то что намеряли не под один стандарт не попадает.
А почему именно под Бинзел?
Можно попробовать под российские.
У меня полуавтоматная Бинзел. Очень нравится. Вот и решил делать из комплектующих этой фирмы. Уже приобрел колпачки и цанги бинзел, но столкнулся с такой бякой. Токарь сейчас голову ломает, резец делает для этой резьбы.  Хотя там элементарно можно было заложить М10х1.
Хотя там элементарно можно было заложить М10х1.
Столкнулся с аналогичной проблемой,токарь развел руками.
Обрати внимание на гибкий шланг под воду,есть с похожей резьбой по диаметру, шаг не совпадает.Я такой применил на 2 оборота закручивается,не травит даже без фум ленты!
Токарь сделал.  Если кому интересно резба: 3/8″, 32н (число ниток на дюйм).
Если кому интересно резба: 3/8″, 32н (число ниток на дюйм).
Может кому пригодится информация – горелка ТИГ на базе комплектующих Binzel. Себестоимость прим. 500 р. без кабеля. (правда пока не варил, думаю ток до 100 А. выдержит)
Нужно:
- Цанга.
- Держатель цанги.
- Сопло.
- Колпачек. (можно еще короткий)
- Обрезок топливопровода 8х16.
- Колпачек клеммы генератора ВАЗ (12р.)
- Остальные детали согласно эскиза.
кнопка – зависит от фантазии и наличия комплектующих. (у меня пока нет) После подсоединения (обжимки) кабеля изолировать термотрубкой или изолентой.




Если не ошибаюсь в режиме постоянного тока где-то до 110А, на переменке порядка 90А при Пн-60%.
но важно также подсоединение к аппарату-каждая фирма свои ,фишки,не так-ли?
Но тут уже рекомендацию стожно давать, необходимо подходить к каждому аппарату индивидуально. Для бюджетного варианта вариантов не много.
А с какой целью понадобились переходники между трубкой и телом горелки и трубкой и шлангом? Не проще ли на трубке выточить оливку и резьбу в тело? А подвод питания просто напрессовать на трубку?
MIAUA написал :
А с какой целью понадобились переходники между трубкой и телом горелки и трубкой и шлангом? Не проще ли на трубке выточить оливку и резьбу в тело? А подвод питания просто напрессовать
Вариантов множество. Все подбирается под подходящую технологию. Трубок было несколько вариантов (разные длины и гибы) и они взяты были уже готовые (поэтому оливка отпала). На теле- был вариант – или переходник, или паять латунью. Мой вариант позволяет в процессе работы повернуть головку под нужный для удобства угол и законтрить гайкой,(если без переходника поворачивать, там маловато “мяса” для надежного контакта. Сзади было в мыслях тоже несколько вариантов крепления силового провода, чтобы обойтись без фрезеровки, выбран этот.
Вы можете применить любой свой вариант, сохраняя надежный контакт и пропускное сечение металла. Поделитесь свои вариантом.
Наконец доукомплектовал горелку до полной комплектации.
- кабель 3м 3х80=240руб
- кембрик 3м 3х25=75руб
- микровыключатель 20руб (кронштейн и лапку не считаю, сделал сам)
- Разъем силовой 200А(35-й большой) 201руб
- Разъем кнопки 80руб
- Экранированный двойной провод 75руб
- Разъем газовый выточен из латуни.(если эскиз нужен, выложу)
Итого всего с комплектующими горелки Бинцель 1200р

В продолжение темы.
Выкладываю свою горелку (сделана на основе чертежей СергейКл ) и всю подробную информацию ( СергейКл дал добро).
И так, общий вид (пока без кнопки, изоляции и провода)


Купленные комплектующие Binzel

Колпачок длинный, но можно и короткий. Все остальное стандартных моделей без газового сопла.

вот они в каталоге

Указанного выше колпачка не было в магазине, поэтому купил похожий

Добавлю рисунок СергейКл , чтобы совсем всё стало понятно


Теперь чертежи (в моем исполнении немного отличаются от СергейКл )





Самая большая проблема – в нарезании дюймовой резьбы 3/8″-32. Это американская крепежная резьба. Найти такой метчик можете не стараться – или невозможно или ОЧЕНЬ дорого. Такую резьбу можно нарезать лишь специальным переточенным резцом на станке, поддерживающем нужную подачу. Но есть и другой вариант. немного варварский (я пошел по такому пути) – нарезать дюймовую, но ТРУБНУЮ резьбу метчиком на 1/8″, найти который не составит большого труда. У данного метчика наружный диаметр тот, что нам нужно (около 9,5 мм), а отличается только шаг (примерно 28 ниток на дюйм). Но, учитывая, что количество витков на деталях, закручиваемых в наш корпус не столь велико, вся эта конструкция вполне легко собирается, несмотря на разницу в шаге (правда может придется приложить немного усилий отруки, но потом разработается).
Электрод вольфрамовый диаметром 3,2 мм (надольше хватит по сравнению с тонкими), синий. Я в качестве материала корпуса, ручки и штуцера использовал латунь, но можно и медь, и бронзу. вобщем все, что хорошо проводит тепло и электричество.
Впринципе ВСЁ)) Я свою еще немного не доделал, потому не варил. Но по отзывам СергейКл варит отлично. Надеюсь, что не зря потратил уйму времени на составление данного поста, и данная информация кому-то станет полезной.)))
Источник



