
Делаем накатки для токарного станка из одноразовых зажигалок

Стандартные накатные ролики заводского исполнения могут быть избыточно большими для обработки мелких заготовок. Для маленьких деталей накатку лучше сделать своими руками из колесиков от зажигалок. Те изготовлены из очень твердого материала, поэтому без проблем врезаются в обычную сталь. Самодельные накатки с узкими роликами меньше давят на болванку сбоку, снижая тем самым износ шпинделя, подшипников, суппорта, ходового винта.

Что потребуется:
- Колесики от зажигалок;
- стальной квадрат 10х10 мм;
- сверло 2 мм.
Процесс изготовления накаток
Накатка не универсальный инструмент, так что обработать с ее помощью любую деталь не получится. Лучше сделать 4 инструмента разного типа, которыми получится накатывать как обычные болванки сверху, так и по внутренним поверхностям.
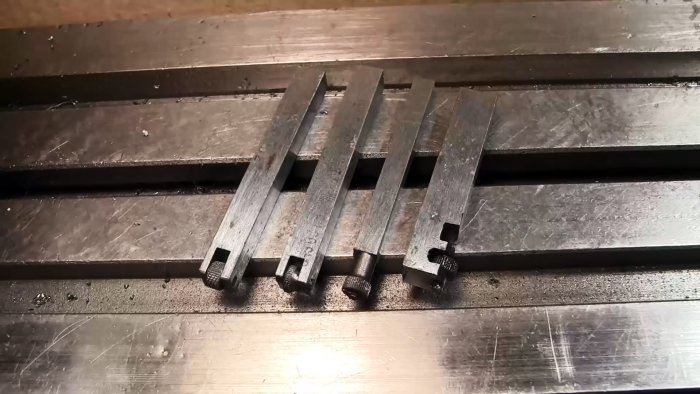
Обычная и зауженная накатки

Одна накатка делается обычная, вторая с зауженным венцом, чтобы снизить давление на тонкую заготовку при обработке, третья подойдет для больших внутренних поверхностей, а четвертой консольной можно будет работать в узких трубках.
Для изготовления накаток нужно подготовить 4 державки. Их можно получить, укоротив длинные резцы, или же квадратный пруток. В державках для накаток наружных поверхностей в торце фрезеруются пазы, слегка превосходящие по ширине колесики из зажигалок.


Далее державки просверливаются под ось, чтобы установить ролики.

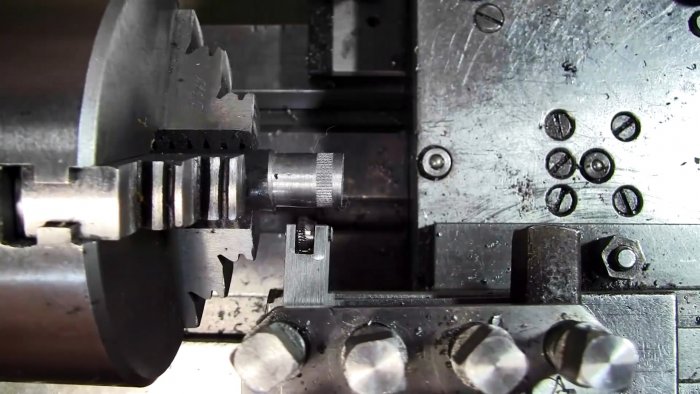
Один из них нужно будет сузить, сточив зубчатый венец, с одной стороны.

Для этого он надевается на оправку, которая зажимается в бормашине или дрели. Раскрученное колесико стачивается на наждаке. Ролики устанавливаются в державки с помощью осей, сделанных из хвостовиков сломанных сверл.

Консольная накатка

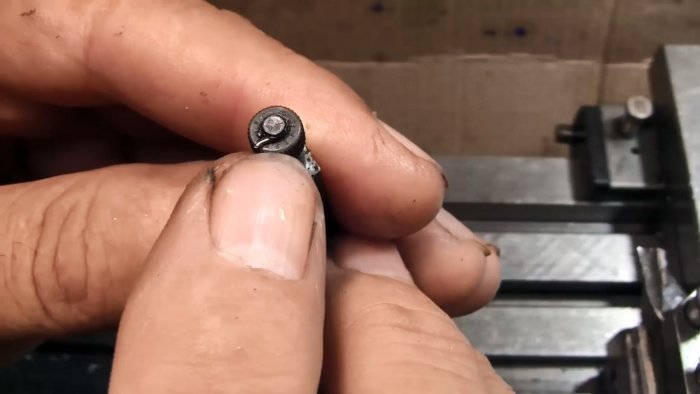
Консольная накатка для маленьких внутренних плоскостей делается по другому принципу. Необходимо проточить край державки под ось, на которую будет надеваться колесико зажигалки.


Перед ним вытачивается канавка под стопорное колечко. После этого надевается ролик, и стопорится колечком из проволоки.
Оправка для бокового размещения
Оправку для бокового размещения колесика нужно профрезеровать сбоку, чтобы получить 2 паза.


Затем заготовка просверливается под ось.

В нее вставляется колесико. Второй паз нужен, чтобы потом в дальнейшем можно было выдавить ось, и поменять изношенный ролик.

Колесики зажигалок имеют несимметричный рисунок, поэтому в зависимости от стороны поворота державки рисунок будет получаться разным. Исключением является только консольная накатка. Чтобы изменить направление зазубрин от нее, нужно перекидывать ролик наоборот. Это может потребоваться, чтобы обеспечить более сильное сцепление с накатанной поверхностью при ее вращении в направлении по или против часовой стрелки.
Смотрите видео
Источник
Станок “Английское колесо”, изготовление своими руками

Здравствуйте дорогие читатели!
В этой статье затронем тему изготовления станка «Английское колесо» своими руками. Здесь понятным языком объясняется принцип действия и устройство этого станка, а также даны некоторые советы и рекомендации по изготовлению колёс и валиков для «Английского колеса». Более подробно о приёмах работы на станке читайте здесь.
Кратко можно сказать, что «Английское колесо» – это устройство для формования листового металла. «Английское колесо» было изобретено давно и до сих пор имеется в продаже и используется в работе по формовке металла. Это устройство применяется для формования сложных выпуклых форм, которыми изобилуют кузова автомобилей и самолётов. Применяя «Английское колесо» в совокупности с несложными инструментами можно делать целиком кузовные панели. Можете прочитать статью о Роде Темперо, профессиональном реставраторе и автомобилестроителе, который, применяя этот станок и другие инструменты изготавливает кузова коллекционных автомобилей 50‑х и 60‑х годов. Одна из его последних работ — Ferrari 250 GTO , один из оригинальных экземпляров которой был продан на аукционе за 52 млн. долларов.

Существует много методов формовки металла, в том числе только с помощью молотков. Каждый, кто занимался этим делом, имеет свои наработки и секреты.
Рама обеспечивает удобную стыковку двух колёс друг с другом. Колёса и валики — очень важная часть устройства.
Обычно, стандартное «Английское колесо» комплектуется верхним колесом большого диаметра, имеющим плоскую рабочую поверхность и несколько взаимозаменяемых валиков меньшего диаметра, которые крепятся снизу (один из выбранных для работы).
Из профильных труб можно сварить раму для «Английского колеса». Дальше идёт фото отчёт с описанием изготовления «Английского колеса» своими руками.
Верхнее колесо
На популярных конструкциях станков «Английское колесо» применяются различные валики с широким диапазоном диаметров и различной шириной. Самый важный фактор для получения хороших результатов – это верхнее колесо большого диаметра, в 3–4 раза больше, чем нижний валик. Нужно, чтобы оно было твёрдое, гладкое, отполированное. Это даст качественную прокатку. В качестве верхнего колеса можно использовать шарикоподшипник большого диаметра или изготовленный в заводских условиях валик или шар.
Вот фотография «Английского колеса» с верхним колесом, реализованным с помощью шарикоподшипника. Здесь мастер формует лист бронзы для демонстрации возможностей станка.
Преимущество, которое даёт подшипник, в качестве верхнего колеса – это точность(детальность) прокатки. Рабочая поверхность шарикоподшипника гладкая и металл твёрдый и жёсткий. Все эти свойства очень подходят для требований свойств верхнего колеса станка. Рабочая поверхность верхнего колеса при прокатке находится в контакте с листовым металлом. Если его поверхность не гладкая, то все неровности колеса отпечатаются на формуемом листе. Таким образом, если верхнее колесо имеет гладкую отполированную поверхность, то прокатанный лист металла также будет иметь гладкую поверхность.
В нашем примере верхнее колесо изготавливалось специально для станка. Была задумка сделать прочное колесо с лёгким весом. Колесо было изготовлено из плоского отрезка прокатного металла, сваренного в круг. Лёгкий вес колеса облегчит работу мастера со станком. Будет меньше инерции, и при смене направления прокатки не нужно будет прилагать большие усилия.
Материал колеса – нержавеющая сталь. Наружный обод состоит из двух отрезков, толщиной 0.6 см, сваренных вместе. Боковые пластины — 0.6 см.
Верхнее колесо было отшлифовано. В центр был вставлен шарикоподшипник.
Нижние колёса/валики-наковальни
Несмотря на устоявшееся мнение, закругление не играет особой роли в формовании листа металла. Оно всего лишь даёт зазор(ход) для загнутого металла. Центральная часть нижнего валика-наковальни плоская. Плоская часть рабочей поверхности валика варьируется по ширине (на разных сменных валиках разная ширина), это и влияет на формование листа, а никак не закругления.
Представьте автомобильное колесо, которое катится по грязной дороге. Колесо вытесняет и сминает грязь и выбрасывает её по сторонам. Примерно также действует «Английское колесо». Металл перемещается под определёнными углами, зажатый между роликов и прокатанный ими.
На фотографии ниже Вы можете видеть, что лист металла только касается центра. Боковые закругления нижнего валика дают место для хода металла (манёвра, так сказать).
Закругления также обеспечивают некоторую поддержку металла во время прокатывания.
Это набор нижних валиков-наковален. Различия в ширине плоской части рабочей поверхности и величине бокового закругления.
Нижние валики-наковальни для «Английского колеса» можно сделать разными способами. Если у Вас есть токарный станок, то изготовить их достаточно легко. Можно использовать шаблон или можно вычислять координаты каждого прохода срезания, формируя закругление.
Радиус не слишком важен. Важно, чтобы закругления получились гладкими, чтобы при касании листа на нём не оставалось следов неровностей.
На этой иллюстрации рельеф поделён на серию проходов срезания на токарном станке .
Вот половина вырезанного нижнего валика наковальни. Этот валик вырезается по шаблону.
Все точки срезов касаются шаблона.
Вот закругления валика в процессе шлифовки.
Здесь закругления зашлифованы, но ещё не отполированы.
Последний ингредиент «Английского колеса» — это механизм, который будет контролировать расстояние между верхним колесом и нижним валиком-наковальней. Здесь может быть множество способов реализации этого механизма. Важно, чтобы совмещение было точным, чтобы плоские части рабочих поверхностей колеса и валика совмещались параллельно друг другу. Для этих целей можно использовать резьбовой механизм, который будет совмещать рабочие поверхности колеса и валика. Желательно, чтобы резьба была с маленьким шагом, для более точной настройки.
В нашем примере регулируется и изменяет вертикальное положение и верхнее колесо, и нижний валик. На фотографии можно увидеть оба механизма, предназначенных для этого. Чаще всего бывают варианты станков с одним подобным механизмом, регулирующим, как только нижний валик, так и только верхнее колесо. В данном случае нижний регулировочный механизм имеет функцию быстрого освобождения сформованного листа. Эта функция, как и весь механизм для регулировки нижнего валика не является необходимым и без него можно обойтись.
Источник



