
- Приставка TIG (осциллятор, возбудитель дуги) к любому сварочному аппарату
- Самодельная ТИГ горелка
- Аргонная сварка своими руками – схема, фото, видео
- Для чего необходим газ при выполнении сварки
- Комплектующие для самодельного аппарата аргонной сварки
- Порядок изготовления устройства для сварки в среде аргона
- Тонкости выполнения аргонной сварки
- Pawko › Блог › Самодельная горелка для аргоновой сварки(TIG)
- Самодельный ТИГ
- #1 Фейс
- #2 АВН
- #3 демонстратор
- #4 Фейс
- #5 демонстратор
- #6 Фейс
- #7 sakh999
- #8 tehsvar
- #9 Фейс
- #10 tehsvar
- #11 Фейс
- #12 демонстратор
- Похожие темы
- Самодельная аргоновая сварка
- Технология и применение аргонной сварки
- Элементы для сборки самодельного аппарата
- Источник тока
- Осциллятор и блок защиты
- Горелка
- Баллон с аргоном
- Редуктор
- Шланг и сварочные кабели
- Алгоритм сборки сварочного аппарата
- Настройка готового оборудования
- Газовая горелка своими руками: инструкция по изготовлению
- Параметры для изготовления горелки для пайки
- Горелка своими руками – чертежи
- Изготовление газовой горелки из подручных материалов: поэтапно
- Как изготовить форсунку и ручку
- Как улучшить регулировку пламени
- Горелка своими руками: видео
- Приставка TIG (осциллятор, возбудитель дуги) к любому сварочному аппарату
- Все о TIG-горелках
- Что это такое?
- Комплектующие
- Популярные модели
- Рекомендации по использованию
- Аргонодуговая горелка TIG: виды, особенности, принадлежности
- Что такое горелка для тиг сварки и для чего она нужна?
- Виды ТИГ горелок
- Принадлежности для горелки аргоновой сварки
- Изготовление горелки ТИГ (РАДС) своими руками
- Комментарии • 22
Приставка TIG (осциллятор, возбудитель дуги) к любому сварочному аппарату

Для изготовления приставки вам понадобятся детали старого телевизора
ТДКС
Конденсаторы
Отклоняющая система
Реле.
Также:
Балласт старой энергосберегающей лампы
Дроссель со сварочного аппарата или подобный (возможно исключить)
Блок питания (Адаптер) 12В
Провода
Свеча зажигания.
Отрезок фанеры или подходящий корпус.
Варить нержавеющую сталь и алюминий очень удобно не плавящемся электродом в среде инертного газа. В простонародье аргоновая сварка, хотя газы могут быть и другие, например, гелий или смеси.
Практически к любому сварочному аппарату можно подключить рукав с такой горелкой.
Проблема заключается в поджоге дуги, если на нержавеющей стали возможно, но очень неудобно поджигать касанием, то на алюминии это невозможно.
Умельцы зажигают дугу касанием графитовой щётки от электродвигателя, но это тоже не удобно, влияет на качество шва и сильно падает скорость работы.
Для качественной сварки и удобства пользования из того что было я собрал приставку, осциллятор которая позволяет зажигать дугу высокочастотным импульсом в лучших традициях этого вида сварки
Тушине не предусмотрено и производиться резким удлинением дуги.
Осциллятор имеет не завистное питание от сети. Подключается силовыми проводами к любому сварочному аппарату.
Для работы с нержавеющей сталью я использую инверторный сварочный аппарат с постоянным током.
Для сварки алюминия, трансформаторный сварочный аппарат с переменным током (Алюминий почти невозможно варить постоянным током). Есть возможность варить постоянным токам полуавтоматическим аппаратом (MIG) но не всегда это приемлемо, и качество оставляет желать лучшего.
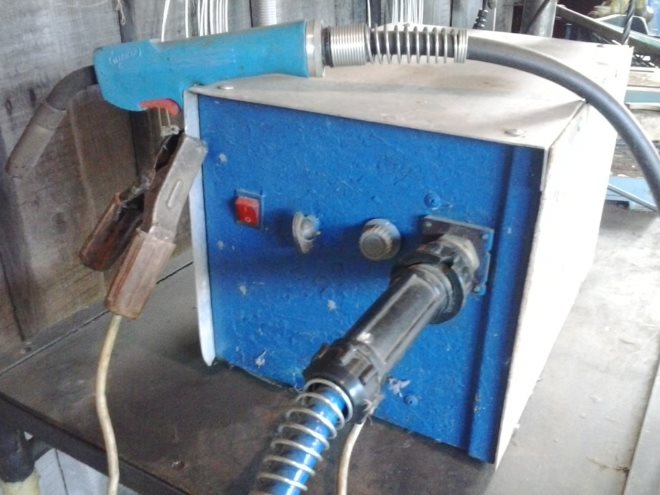
Собрал устройство на подходящем отрезки фанеры. Так как использую в стационарных условиях корпус пока делать не стал. Планируется ряд доработок и усовершенствований, (режим дежурной дуги, импульсного режима и принудительное тушение дуги, клапан подачи газа) после этого возможно изготовлю корпус.
Осциллятор построен по классической схеме с последовательным высокочастотным возбуждением дуги.
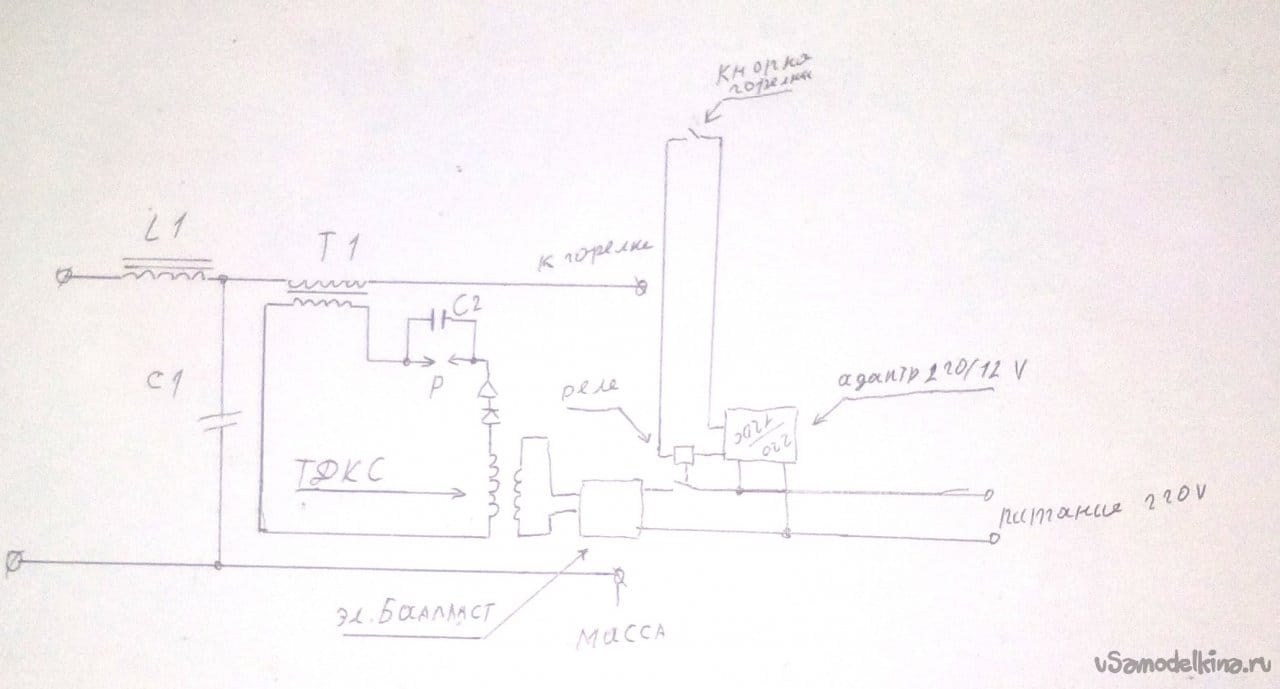
Вход. Дроссель L1 установлен первое для зашиты сварочного аппарата, вторе для более плавного горения дуги аргоновой горелки.
Конденсатор С1 выполняет главную защиту сварочного аппарата шунтируя высокочастотные колебания.
Дроссель применил от неисправного сварочного аппарата, можно использовать и другие рассчитанные на ток сварки (80-150А), или совсем его исключить.



Я проверил около десятка разных конструкций. Установлен трансформатор, намотанный на магнитопроводе отклоняющей системы старого телевизора.
Силовая обмотка содержит 20 витков сварочного провода. У мня не нашлось куска провода достаточного сечения в итоге намотал тремя сложенными в месте сетевыми гибкими проводами. Сечение каждого проводника 8м2. Импульсная обмотка содержит 5 витков провода, равномерно расположенного по всему кольцу. Сечение 1мм2, но может быть больше или меньше. В этом проводе присутствуют импульсное с напряжением более тысячи вольт, изоляция должна этому соответствовать.

В качестве разрядника установлена свеча зажигания. Можно применить практически любую свечу зажигания. Для скептиков, которые утверждают, что правильный разрядник можно сделать только из вольфрамовых электродов, скажу, что свеча зажигания в двигателях работает куда в более суровых условиях на протяжении продолжительного времени. Здесь работа ограничивается секундами с долгими паузами.
В промышленных аппаратах разрядник из вольфрамовых электродов применяется по причине его низкой стоимости и малых размеров.
У свечи нужно выставить зазор 1мм, это будет соответствовать напряжению пробоя примерно 1000В. При настройке возможно уменьшать зазор для наилучшего зажигания дуги. Устанавливать зазор более 1мм не стоит так, как возрастет напряжение и конденсатор С2 будет пробит.
В моем случае используется 0.01 микрофарада и напряжение 1300В. Возможно применять пленочные или керамические. 1300 минимально допустимое напряжение конденсатора для данного случая. Лучше устанавливать с более высоким рабочим напряжением. Подбором этой емкости регулируется частота и естественно устойчивость зажигания дуги. Если в процессе работы такой конденсатор ощутимо греется его, следует заменить на конденсатор другого типа.
Высоковольтное напряжение допустимо использовать как переменный низкой частоты (50 герц), так и постоянный. В классической схеме советского производства используется повышающий трансформатор. Умельцы ставят от микроволновой печи (МОТ). Я встречал схемы с умножителем сетевого напряжения или на катушках зажигания.
Я выбрал вариант с постоянным током. В качестве трансформатора и выпрямителя применён ТДКС от старого телевизора. Можно использовать любого производителя.
Высоковольтный вывод соединен с частотозадающими элементами (Разрядник конденсатор). Питается от балласта энергосберегающей лампы, тоже подойдет любой.
Высокочастотное напряжение подается на первичную обмотку трансформатора, так как у разных производителей цоколевка разная, то нумерацию выводов не даю.
Для настройки последовательно с электронным балластом подключается лампа накаливания примерно 60Вт. Эта мера защитит элементы в случае ошибки при настройке. Выход балласта подключается к первичным обмоткам трансформатора и опытным путем определяется нужные, по завершению настройки лампа накаливания исключается.
Это устройство нужно для включения возбудителя с кнопки на горелке и обеспечения безопасности работы. Так как подавать на кнопку управления сетевое напряжение опасно, то установлен маломощный блок питания на 12В и реле. У меня установлен маломочный сетевой адаптер, тоже строгих требований нет.
Реле управления 12В и контактами, рассчитанными на переменное напряжение 220В 2А. Можно применять и иные.
Источник
Самодельная ТИГ горелка
Аргонная сварка своими руками – схема, фото, видео
Для выполнения сварочных работ с деталями из нержавеющей стали, цветных металлов и сплавов на их основе (алюминий, медь, бронза и др.) необходимо использование специального аппарата и защитного газа (чаще всего в этих целях применяют аргон). Из-за высокой стоимости оборудования и профессиональных услуг по выполнению таких сварочных работ у многих возникает вопрос о том, возможна ли аргонная сварка своими руками – при помощи самодельного технического устройства.
Самодельный аппарат для аргонной сварки
Действительно, сделать и эффективно использовать такое устройство можно, о чем свидетельствуют многочисленные фото и схемы подобных аппаратов в интернете.
Для того чтобы со знанием дела изготовить устройство для аргоновой сварки и получать с его помощью качественные и надежные сварные швы, необходимо сначала разобраться в том, что собой представляет данная технология соединения деталей из цветных металлов и легированных сталей. Она имеет много схожего и с электродуговой, и с газовой сваркой, но существенно отличается от них по своим ключевым принципам.
Для чего необходим газ при выполнении сварки
При нагревании и расплавлении легированные стали и цветные металлы вступают в реакцию с кислородом и другими газами, содержащимися в окружающем воздухе. В результате на поверхности таких металлов формируется тугоплавкая оксидная пленка, а алюминий, взаимодействуя с кислородом в расплавленном состоянии, может даже возгораться. Этот негативный фактор приводит к значительному ухудшению качества сварного шва, который становится пористым и неоднородным.
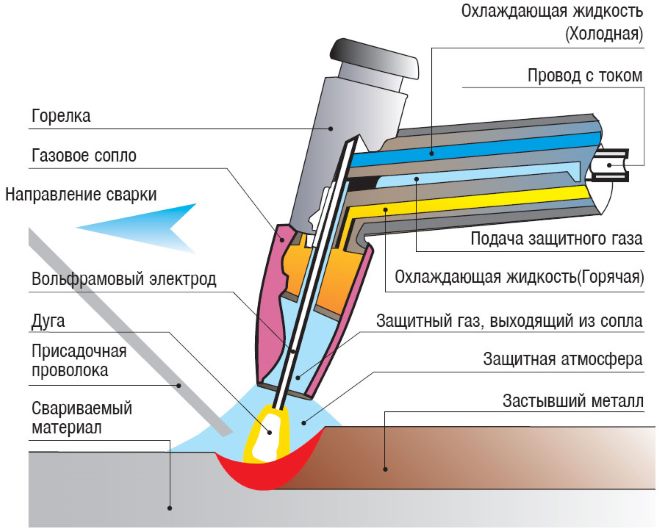
Схема процесса сварки в среде защитного газа
Избежать таких проблем позволяет использование инертного газа аргона, при помощи которого защищают область выполнения сварочных работ.
Применение этого газа, который обладает большей массой, чем кислород, и практически не вступает в реакции с другими химическими элементами, позволяет не только вытеснить все газообразные составляющие окружающего воздуха из зоны сварки, но и сформировать в ней поток токопроводящей плазмы, которая способствует более эффективному и быстрому расплавлению кромок соединяемых деталей.
Общая схема аргонодуговой сварки
Аргонодуговая сварка может выполняться различными типами электродов: неплавящимися, изготавливаемыми из вольфрама, и плавящимися, химический состав которых должен максимально соответствовать составу соединяемых деталей. По степени автоматизации технологического процесса аргонную сварку подразделяют на ручную (выполняется с использованием вольфрамовых стержней), автоматическую (могут применяться и неплавящиеся, и плавящиеся электроды), а также полуавтоматическую (используется достаточно редко и обладает меньшей эффективностью, по сравнению с двумя первыми методиками).
Комплектующие для самодельного аппарата аргонной сварки
Чтобы своими руками сделать аппарат для выполнения аргонной сварки, потребуются простейшая схема (или фото) данного устройства, а также трансформатор и специальная горелка.
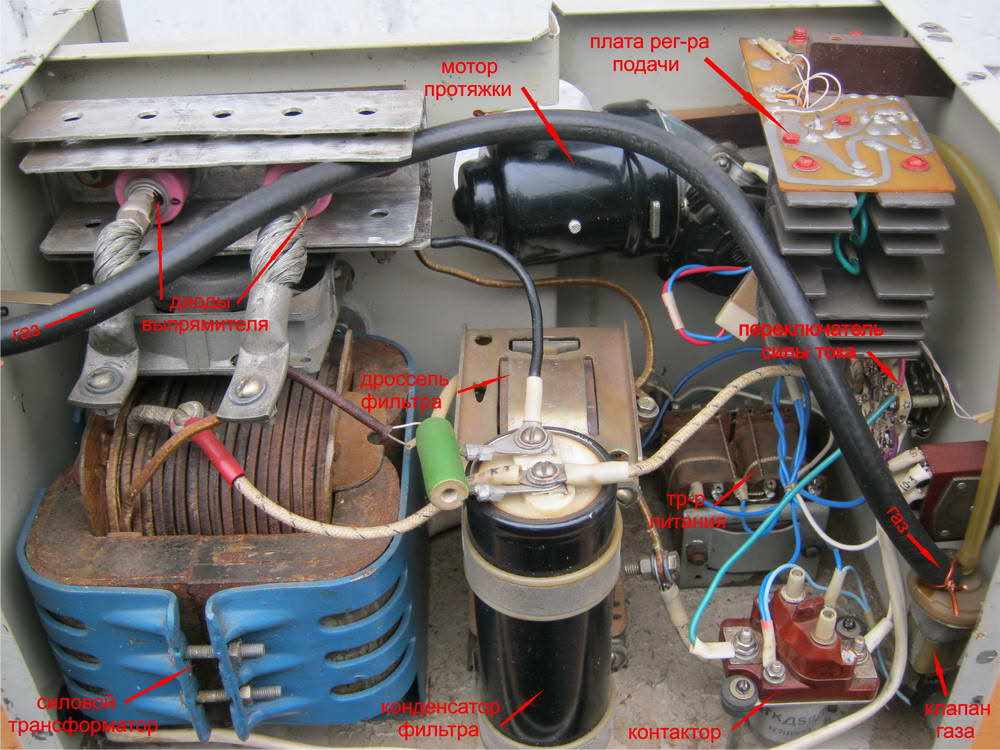
Внутреннее устройство самодельного аппарата для аргонной сварки (нажмите для увеличения)
На выбор мощности трансформатора оказывают влияние характеристики деталей, которые планируется варить при помощи самодельного аппарата аргонной сварки. Напряжение, выдаваемое вторичной обмоткой, должно находиться в пределах 65–70 В (без нагрузки).
Для многих новичков недостаточно будет электрической схемы и рекомендаций по намотке обмоток самодельного трансформатора – для этого необходим опыт выполнения подобных работ. В такой ситуации лучше приобрести готовый трансформатор, характеристики которого соответствуют работе с токами большой величины. Например, подойдет трансформатор от любого электрического сварочного аппарата.
Поскольку в электрической схеме аппарата для аргонной сварки используется постоянное напряжение, необходимо будет изготовить выпрямитель тока. Сделать это несложно.
К изготовлению горелки следует подойти очень ответственно, так как от правильности ее работы во многом зависит качество формируемого соединения, а также удобство использования самодельного сварочного аппарата.
Важнейшим элементом горелки является зажим (или цанга), в котором фиксируется вольфрамовый пруток. Такой зажим должен быть приспособлен под диаметр электрода приблизительно 2–3 мм.
К обратной стороне зажима припаивают медную трубку диаметром 6 мм, через которую к нему подается напряжение для питания сварочной дуги, а также защитный газ в зону формируемого соединения. Очень важно, чтобы припой, с помощью которого трубку соединяют с зажимом, был высокотемпературным.

Цангу с той стороны, с которой в ней фиксируется вольфрамовый электрод, соединяют с трубкой из керамики или кварцевого стекла. Диаметр последней должен находиться в пределах 8–10 мм. Через такую трубку (ее длина должна составлять приблизительно 5 см) в зону выполнения сварки подается защитный газ. Эта трубка, в центральной части которой располагается электрод, зафиксированный в зажиме, также защищает его от соприкосновения с поверхностью соединяемых деталей.
Порядок изготовления устройства для сварки в среде аргона
Разберемся в том, как сделать своими руками устройство для аргонной сварки, имея в наличии все необходимые комплектующие. В первую очередь изготавливают удобный держатель, для чего используют трубку соответствующего диаметра. Ее обматывают двумя слоями изолирующего материала (стеклоткани), между которыми располагают силиконовый герметик. Такому держателю придают удобную изогнутую форму. К нему крепят микровыключатель, который будет отвечать за открытие и закрытие газового клапана.

Комплектующие для самостоятельного изготовления горелки
К готовой горелке присоединяют трубку диаметром 6–8 мм, через которую к ней будет подаваться защитный газ. Обратный конец такой трубки соединяют с газовым баллоном. Кроме того, к горелке подводят два провода: один – для соединения микровыключателя с газовым клапаном, второй – для подачи сварочного тока к электроду. Сечение питающего провода, который будет работать под серьезной нагрузкой, должно быть не меньше 8 квадратных миллиметров.
Газ, подающийся в зону сварки, должен отключаться не сразу после ее окончания, а спустя некоторое время (5–7 секунд). В аппаратах серийных моделей для аргонной сварки задержку отключения защитного газа обеспечивает специальное электронное устройство, которое не только усложняет конструкцию оборудования, но и делает его дороже. В самодельных устройствах для аргонной сварки, которые отличаются простотой конструкции и бюджетной себестоимостью, такая задержка обеспечивается за счет ручного отключения микровыключателя.
Собираясь изготовить своими руками аппарат для аргонной сварки, имейте в виду, что не следует применять для защиты сварочной зоны смесь газов. Как показывает практика, только чистый аргон (не менее 99% чистоты) может обеспечить получение качественного и надежного сварного соединения.
Тонкости выполнения аргонной сварки
У технологии аргонной сварки есть свои тонкости. Рассмотрим их.
Аргон и сварочный ток подводят непосредственно к горелке. Второй питающий провод – массу – подсоединяют к свариваемым деталям при помощи пружинного зажима. Электрическая дуга, за счет которой и происходит расплавление кромок свариваемых деталей и присадочной проволоки, горит между вольфрамовым электродом и поверхностями свариваемых деталей. Присадочная проволока, благодаря которой происходит формирование сварного шва, подается непосредственно в зону действия электрической дуги.
Конец вольфрамового электрода для обеспечения стабильного горения дуги необходимо заточить под конус на длину, равную 2 или 3 диаметрам вольфрамового стержня.

Заточка вольфрамового электрода на наждаке с помощью простейшего приспособления
Сварочную дугу, чтобы не допустить оплавления конца электрода и его загрязнения, зажигают не на поверхности соединяемых деталей, а на специальной угольной пластине.
Поскольку потенциал ионизации аргона намного выше, чем у кислорода, азота и металлических паров, для зажигания электрической дуги в его среде необходим источник тока с повышенным значением напряжения холостого хода либо дополнительное устройство, которое называется осциллятор. Такой аппарат, вырабатывающий ток с высокой частотой и повышенным значением напряжения, обеспечивает не только быстрое зажигание дуги, но и ее стабильное горение в процессе выполнения аргонной сварки.
Как известно любому специалисту, формирование сварного шва при выполнении обычной электродуговой сварки осуществляется за счет трех технологических движений, совершаемых электродом: продольного (вдоль оси сварного шва), осевого (вдоль оси электрода) и поперечного (перпендикулярно оси шва). В отличие от данной технологии, аргонную сварку осуществляют только за счет продольного перемещения электрода и присадочной проволоки. Никаких других движений не делают ни при ручной, ни при автоматизированной сварке.
Необходимость строгого соблюдения данного правила объясняется следующим.
- Движение вдоль оси электрода не выполняется по той причине, что он не расплавляется в процессе горения сварочной дуги.
- Движение в поперечном направлении нельзя выполнять из-за того, что в таком случае из-под защиты аргона будет выведена область выполнения сварки, где присутствует расплавленный металл.
Поскольку электрод и присадочная проволока при аргонной сварке не перемещаются в поперечном направлении, сварной шов получается узким и аккуратным, что хорошо видно по фото таких соединений.

Качественный шов – визитка профессионального сварщика
Подбирая присадочную проволоку для выполнения соединений по данной технологии, очень важно обращать внимание на ее химический состав, который должен соответствовать составу свариваемых деталей. Как уже говорилось выше, зажигать дугу при выполнении аргонной сварки следует на угольной платине, а гасить ее необходимо на некотором расстоянии от соединяемых деталей.
Чтобы обеспечить надежную защиту сварочной зоны от окружающего воздуха, необходимо следить за тем, чтобы электрод и присадочный пруток никогда не выходили из зоны действия защитного газа. Для минимизации разбрызгивания расплавленного металла из зоны сварки присадочный пруток вводят в сварочную ванну очень медленно и плавными движениями.
Выполняя аргонную сварку, необходимо внимательно следить за тем, хорошо ли проплавились кромки соединяемых деталей. Определить это можно по форме ванны расплавленного металла: она должна быть вытянута в сторону выполнения сварки, но ни в коем случае не иметь форму овала или круга.
Если хорошо усвоить всю необходимую теоретическую информацию о технологии аргонной сварки и немного потренироваться, то даже с помощью самодельного сварочного аппарата можно получать качественные, надежные и аккуратные соединения.
Pawko › Блог › Самодельная горелка для аргоновой сварки(TIG)

Всем доброго времени суток.
Сразу за блоком охлаждения поступило желание заиметь TIG горелку CK-130 superflex. Посмотрел цены, не обрадовало… курс гривны к доллару не мал, поэтому цена выходит раза в 2 выше нежели моей китайской водоохлаждаемой 18 горелки… а еще и доставка.
Прикусив губу хотел уж было ожидать «лучших времен», но характер и желание иметь нечто подобное взяло верх. В итоге родилась идея.
Теперь от самой идеи к реализации.
В первую очередь нужно было определить размер и токовую нагрузку самой горелки. Выбор пал на среднюю серию, это 17 горелка (SR-17), вот она в моей руке с газовой линзой уже

Горелка куплена, дальше нужна трубка, в которой будет проложена силовая жила, плюс по которой будет идти газ — аргон. Причем трубка то не любая должна быть, а гибкая, даже очень гибкая. Пошел на рынок, обсмотрел все варианты, от РТИ до ПВХ… все не так, все не то… разочарованный пришел домой… полез в интернет в поисках силиконовой трубки.
Силиконовая трубка оказалась тем что нужно, но цена ее была, которую мне озвучили на одной фирме, мягко говоря неподьемной — 400 грн./м., а длину рукава я планировал около 8 м.
Но на этом руки не опустились, начал смотреть форумы, обьявления, и вот — джекпот. На одной из площадок обьявления я нашел человека, который взялся мне под заказ сделать силиконовую трубку, да еще и цена ну ОЧЕНЬ обрадовала, а когда изготовитель узнал зачем мне это, он еще и скидку сделал, потому как сам любит варить аргоном, так сказать коллега по цеху).
После 2 примерок и проб вылетела вот такая трубка в типоразмере 11х1,7мм

Трубка Очень гибкая, вот видео —
Следующим препятствием на пути стал выбор силовой жилы. По сечению определился сразу — 16 мм2, поскольку внутренний диаметр силиконового шланга — 8 мм + еще и продуваться он должен был быть. 16 мм2 с головой под эти задачи. Термостабильность меди на таком напряжении на 1 мм2 — 18А. Выходит 16 квадрат могут переварить около 280А. Такие токи нам не нужны, предполагается варить этой горелкой на токах до 120А, а дальше — уже есть 18 горелка.
Так вот, сечение это хорошо, а вот гибкость… это тоже не простая задача, как оказалось. На рынке отыскал только кабели КГ и забугорный акустический… толщина одной жилки у них оказалась 0,25 мм, что много! Большой гибкостью кабель не обладал. Не хотелось гибкость трубки упереть в гибкость жилы. Выход был очевиден — кабель ПЩ. Долго пришлось поискать, все норовят продать от 5 кг, и ценник не мал, и такой обьем мне ни к чему… в итоге мне продали добрые люди 1,5 кг, что есть около 9м.

Это ИМЕННО то что нужно! По-другому и не сказать… не пожалел ни копейки, ни минуты, которую потратил на поиск материалов. Общая картина складывалась чудесно!
Ну а дальше нудная работа — все это подружить
Через трубку протаскиваю капроновую нить, привязываю ее посредством узла веретено к ПЩ и протаскиваю. Вот несколько фото процесса
Самодельный ТИГ
#1 Фейс
Назрела ситуация варить тигом ( нержу 1 -2 мм , труба и бойлер) , но нет специального источника тока. В наличии инверторные MIG и MMA (10-200 А), довольно хорошо справляющиеся со своими задачами . Маска хорошая , Speedglas 9002x .
Вопрос- какой агрегат больше подходит по характеристикам для использование с TIG горелкой? Горелку еще не купил, возможно возьму с краником-более универсальна. Покупать отдельно TIG сейчас не потяну.
Или же не *париться* и варить MIG ом , зарядив проволоку нержавейку и газ (Аргон98%+2%СО) ?
Спасибо за внимание и понимание.
#2 АВН
MMA-РДС. Можно по второму варианту.
#3 демонстратор
#4 Фейс
Будет ли герметичность? Может есть у кого фото двух процессов , дабы сравнить результат?
#5 демонстратор
http://websvarka.ru/. ic=1223&page=36 раздел по сварке тигом тема нерж — фоток валом.
Мой вопрос Фейс , к вам — вы ленивый и/или издеваетесь?
Сообщение отредактировал демонстратор: 06 Февраль 2015 13:34
#6 Фейс
Не то , не другое! Просто много противоречивой информации, интернет хренов! ))) Но кажется картина нарисовалась.
#7 sakh999
Если опыта сварки tigом нет, то швы герметичные сразу не будут получаться. Тем более что придется пользовать контактный поджиг, что для новичка совсем тяжко.
По полуавтомату, скажу свое мнение- если есть синергетика по нерже, то можно смело им варить.
У меня например без синергетики так и не получилось грамотно настроить аппарат.
#8 tehsvar

- Город: Нижний Новгород
если есть синергетика по нерже, то можно смело им варить.
У меня например без синергетики так и не получилось грамотно настроить аппарат.
Синергетика тоже не панацея. Причём лично мне она всегда мешает. Потому настраиваюсь под свою руку.
#9 Фейс
Синергетика тоже не панацея. Причём лично мне она всегда мешает. Потому настраиваюсь под свою руку.
Аппарат Foxweld 185 . Синергетики нету.
#10 tehsvar
- Город: Нижний Новгород
А у меня они разные. Какие на ремонт привозят, какие сама фирма продаёт.
#11 Фейс
а, так вы занимаетесь ремонтом. Я в 90е годы этим занимался, было интересно!
А какая , визуально , разница : синергетиканесинергетика?
#12 демонстратор
А какая , визуально , разница : синергетиканесинергетика?
На аппарате с синергетикой есть програмная поддержка аттестованных (в Европе ) технологий св процессов . Т.е выставляя один параметр (амперы/скорость подачи проволоки/толщина свариемого материала — без разницы)остальные параметры настраиваются автамотически. Подводный камень — материалы газы /хим состав св материала то же должны соответствовать европейским стандартам — иначе результат малоутешительный (хочется подкрутить какой нибудь параметр отдельно , а синергетика не дает))). Но во всех аппаратах с синергией есть мануальный режим — там влиять можно на любой параметр отдельно.
Похожие темы
Самодельный Споттер: что важно знать?

Самодельный шлейф

Сварочник самодельный на резисторах?

Самодельный осциллятор

Самодельный аргоновый для алюминия

Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 скрытых пользователей
Самодельная аргоновая сварка
Аргонная сварка является незаменимым методом, с помощью которого можно создавать неразъемные соединения изделий из цветных металлов, титана, нержавеющей стали и других сплавов. К тому же, данный вид сварки отличается хорошим качеством шва и высокой производительностью. Универсальные возможности аргоновой сварки привлекают и домашних мастеров. Но данное оборудование имеет высокую стоимость, и для домашнего использования практически не покупается. Поэтому все больше мастеров начинают задумываться о изготовлении агрегата аргонной сварки своими руками.
Технология и применение аргонной сварки
Аргоновая сварка немного напоминает обыкновенную дуговую, но для защиты сварочной ванны в ней используется защитный газ — аргон. Данный инертный газ имеет ряд присущих только ему свойств.
- Поскольку аргон тяжелее воздуха на 38%, он хорошо проникает в сварочную ванну и защищает ее от газов, находящихся в атмосфере. Благодаря этому сварочный шов получается без образования оксидной пленки, что улучшает качество соединения.
- Аргон присутствует в воздухе, поэтому он является побочным продуктом, образующимся при получении кислорода и азота из атмосферы, и является самым недорогим среди защитных газов для сварки.

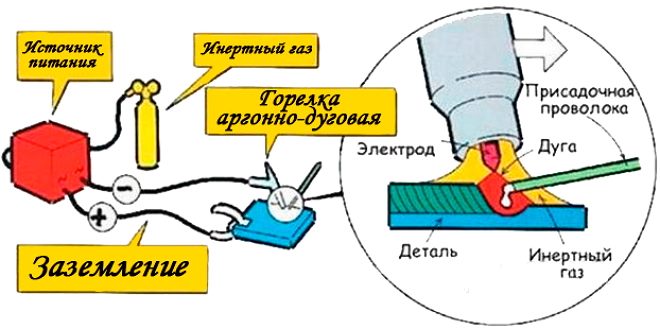
Процесс сварки в среде аргона происходит по следующему принципу. Буквально за 1 секунду до розжига дуги в горелку подается аргон. Сварщик подносит электрод к детали, приготовленной для соединения, и нажимает кнопку включения. Но поскольку для розжига дуги в среде защитного газа требуется его высокая ионизация, то в работу вступает осциллятор.
Осциллятор — это прибор, вырабатывающий высокочастотные и высоковольтные импульсы, способные ионизировать газ и зажечь дугу между электродом и заготовкой.
После розжига дуги в место соединения деталей подается присадочная проволока вручную или в автоматическом режиме. Детали свариваются за счет плавления присадки, металл которой попадает на расплавленные кромки соединяемых заготовок.
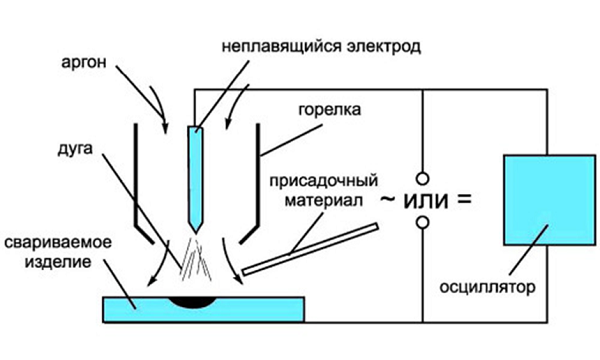
Традиционно под аргоновой сваркой подразумевают соединение металлов с помощью неплавящегося вольфрамового электрода, создающего дугу, и присадки в виде металлического прутка или проволоки. Данный тип сварки имеет международное обозначение “TIG”.
Применяется аргонная сварка в следующих сферах.
- Каркасное строительство. Сварные швы способны выдерживать постоянные нагрузки.
- Стыковка труб как стальных, так и из цветных металлов, в том числе труб из различных сплавов.
- Соединение разнородных металлов.
- Сращивание практически любых металлов между собой: титана, меди, алюминия, нержавейки, бронзы, латуни, чугуна и т.д. Особенно это важно для автомобилестроения.
- Изготовление декоративных и ювелирных изделий.
Элементы для сборки самодельного аппарата
Чтобы собрать оборудование для аргоновой сварки, потребуются следующие элементы:
- сварочный аппарат постоянного тока или инверторного типа;
- осциллятор;
- блок защиты инвертора;
- горелка;
- баллон с аргоном;
- газовый редуктор;
- газовый шланг;
- сварочные кабели.
Источник тока
В качестве источника тока для TIG сварки можно взять обычный сварочный трансформатор и на его выходе приспособить диодный мост для выпрямления тока. Также можно использовать сварочный выпрямитель. Но для обоих типов аппаратов потребуется добавить еще и осциллятор, который будет способствовать бесконтактному розжигу дуги.

На просторах интернета можно прочитать, что проще всего сделать аргонную сварку из инвертора. Но здесь имеется несколько нюансов. Существуют инверторы, в которых уже встроена возможность для TIG сварки. В таком случае достаточно подсоединить к аппарату рукав с горелкой для аргоновой сварки, подсоединить шланг к баллону с аргоном, и агрегат готов к работе. Но сначала нужно переключить его в режим TIG и выставить необходимую силу тока.
Следует заметить, что в таких инверторах уже встроен осциллятор и необходимая защита.
Инверторы без встроенной функции TIG сварки использовать для этой цели не получится. Даже если к нему подключить внешний осциллятор, то инвертор просто сгорит. Чтобы этого не произошло, понадобится небольшая переделка инвертора, которая заключается в добавлении в его схему блока защиты. Данный блок можно собрать вместе с осциллятором на одной плате и поместить ее в отдельный корпус. Получится небольшая приставка к инвертору.
Осциллятор и блок защиты
Как уже говорилось выше, для сварочного инвертора потребуется специальная приставка для TIG сварки. Ее можно собрать своими руками по схеме, предоставленной ниже.
Данная схема включает блок защиты (расположен слева) и осциллятор. Последний можно приобрести в Китае или собрать самостоятельно. Как собирается приведенная выше схема, можно узнать, посмотрев это видео.
Горелка
Для аргоновой сварки используется специальная горелка, состоящая из керамического сопла и держателя вольфрамового электрода.

Также на горелке расположены кнопка пуска и вентиль для подачи газа. Горелку можно собрать из комплектующих, которых достаточно на китайских сайтах, или там же купить уже готовую (собранную).
Баллон с аргоном
В целях безопасности все баллоны с газом принято окрашивать в разные цвета и наносить на них надписи тоже различных цветов. Ниже приведен рисунок, на котором показаны все разновидности газовых баллонов с соответствующей их содержимому маркировкой и цветом.
Как видно из рисунка, для аргона используют баллоны черного цвета (с белой полосой) либо серого цвета (с зеленой полосой и надписью). Для TIG сварки применяют очищенный аргон. Поэтому понадобится приобрести баллон серого цвета с зеленой надписью “Аргон чистый”.
Совет! Для профессионального использования используются баллоны емкостью около 50 литров, имеющие большой вес. Но для бытового использования будет достаточно баллона на 10 литров, который можно перемещать самостоятельно.
Редуктор
Поскольку газ в баллоне находится под большим давлением, то чтобы подать его на горелку, потребуется редуктор. Данный прибор показывает давление в баллоне и позволяет регулировать скорость потока газа по шлангу, ведущему к горелке.

Редуктор должен подбираться строго под определенный газ, то есть в данном случае – под аргон. Обычно прибор имеет такой же цвет, как и баллон с газом.
Шланг и сварочные кабели
Если собирать рукав для аргоновой сварки самостоятельно, то он получится толстым и плохо гнущимся, поскольку в него нужно поместить электрический кабель и газовый шланг. К тому же, потребуется отдельно приобретать разъемы для подключения к горелке и к инвертору (если использовать инвертор с возможностью TIG сварки). Готовый рукав для аргоновой сварки можно купить там же, где и горелку.
Алгоритм сборки сварочного аппарата
Сборка оборудования для аргоновой сварки из инвертора достаточно проста.
- Подключите к инвертору защитный блок с осциллятором согласно схеме, приведенной выше.
- Кабель массы необходимо подсоединить к клемме осциллятора со знаком “+“. Кабель, который идет к горелке, подключается к клемме со знаком “-”. Для сварки алюминия кабели подключаются наоборот.
- Подсоедините к рукаву с кабелем и газовым шлангом горелку.
- Прикрутите к баллону с аргоном редуктор.
- Газовый шланг необходимо подсоединить к редуктору, установленному на баллоне с аргоном.
- Подключите инвертор к сети 220 В, а осциллятор к блоку питания на 6 В.
После этого собранный своими руками сварочный аппарат TIG будет готов к работе. Но предварительно его следует правильно настроить.
Настройка готового оборудования
Самодельная установка для аргоновой сварки требует следующих настроек.
- Заточите вольфрамовый электрод на точиле, чтобы он стал похож на иглу. Делается это для того, чтобы дуга концентрировалась на конце иглы и не “гуляла” в разные стороны.
- Возьмите горелку и установите в нее вольфрамовый электрод. Диаметр электрода должен соответствовать цанге, в которой он закрепляется.
- Откройте вентиль на горелке и отрегулируйте необходимую скорость потока аргона с помощью редуктора (будет достаточно расхода 12-15 л/мин.), после чего снова закройте вентиль на горелке.
- Включите осциллятор и поднесите горелку с электродом к металлу, к которому подключен кабель массы.
- При нажатии кнопки включения между металлом и электродом на расстоянии около 0,5 мм должна появиться дуга.
- Включите подачу газа и снова нажмите на кнопку. В этом случае дуга должна поджигаться уже на расстоянии 10 мм и более.
После проведения вышеописанных несложных настроек можно сказать, что аппарат c функцией TIG полностью готов к работе.
Газовая горелка своими руками: инструкция по изготовлению

В этой статье мы рассмотрим, как изготовляется газовая горелка для пайки своими руками. Это приспособление часто востребовано и в частном хозяйстве, и в коммерческих целях – для индивидуального технического творчества и разного рода задач по строительству. В частности, с помощью газовых горелок проводят спаечные, слесарно-кузнечные, кровельные, ювелирные работы, получают и для других целей пламя, температура которого превышает 1500°C.
В слесарном деле при помощи газовой горелки можно раскалить металлическую заготовку, чтобы в итоге она получилась достаточно закаленной. При проведении сварочных работ с некоторыми металлами места будущих швов должны быть прогреты.
Параметры для изготовления горелки для пайки
Во-первых, устройство нужно делать из тугоплавких металлов. С правильно настроенной горелкой можно получить температуру свыше 1000°C.
Во-вторых, горелка должна быть оснащена надежным рабочим краном, который в случае опасной ситуации перекроет подачу газа.
В-третьих, нужно использовать надежный узел подключения к баллончику с клапаном или 5-литровому пропановому баллону с редуктором, который исключит риск возникновения аварий.
Ниже показана типовая схема и принцип действия инжекторной газовой горелки:
Горелка своими руками – чертежи


Внутренний диаметр трубки вкладыша (1) должен быть на 0,5 мм меньше, в сравнении с внутренним диаметром насадки. Внутри приварена шайба (2) с отверстиями для воздуха. Втулкой (2) фиксируется трубка с ниппелем.
Конструкция отличается тем, что при перемещении вкладки в насадке возможна регулировка подсоса воздуха через отверстия для вентиляции – и в итоге регулировка температуры огня в большом диапазоне.
Изготовление газовой горелки из подручных материалов: поэтапно
Список материалов и инструментов:
• дрель;
• болгарка;
• молоток;
• наждачная бумага;
• заготовки из латуни для форсунки рассекателя;
• тонкая латунная трубка диаметром 15 мм;
• деревянные бруски;
• тиски;
• силиконовый уплотнитель или ФУМ-лента;
• шланги для соединения;
• вентиль для регулировки.
Как изготовить форсунку и ручку

В первую очередь берем латунную трубку и приделываем к ней ручку – например, из старой горелки, или из деревянного бруска, перед этим его обработав. В бруске сверлим отверстие под латунную трубку с соответствующим диаметром. Засунув трубку в брус, закрепляем ее силиконом или эпоксидной смолой.

Далее приступаем к более трудоемкому и длительному этапу работы – изготовлению форсунки. Отверстие по размеру желательно должно быть 0,1 мм.
Сверлом можно проделать отверстие чуть больше, и затем края подогнать до 0,1 мм. Отверстие должно иметь правильную форму, чтобы пламя было ровное.
После этого фиксируем заготовку в тисках, берем молоток и аккуратно, в вертикальной плоскости с «оттяжкой» к середине заготовки наносим удары по будущей форсунке. Изделие равномерно прокручиваем для образования идеального отверстия.
Затем берем наждачную бумагу с мелкой зернистостью и шкурим головку форсунки. Для соединения с трубкой на заднюю часть изделия наносится резьба, также элементы можно просто спаять – но в дальнейшем ремонт деталей будет более сложным.
Теперь мы присоединяем устройство к газовому баллону и поджигаем его – горелка своими руками готова к работе. Однако здесь можно увидеть, что для регулировки газового потока можно только открывать и закрывать кран газового баллона, и так получить нужное пламя весьма сложно. Что мы можем сделать?
Как улучшить регулировку пламени

Для нормальной работы нашего самодельного агрегата мы установим на него рассекатель и кран. Кран монтировать лучше возле ручки, на расстоянии около 2–4 см, но можно закрепить и на подводящую трубку. Как вариант – взять кран горелки от старого автогена или другой аналогичный кран, который крепится резьбой. Чтобы уплотнить соединение, берем ФУМу-ленту.
Рассекатель устанавливаем на трубе с форсункой, он изготовляется из латуни, диаметр 15 мм. Самым оптимальным вариантом является деталь цилиндрической формы, где есть отверстие под трубку с форсункой.
В случае отсутствия таковой, делаем так:
1. Берем трубу из латуни диаметром 35 мм и отрезаем кусок 100–150 мм.
2. Берем маркер, отступаем от конца и намечаем 3–5 точек, с равным расстоянием между ними.
3. Сверлим в трубе отверстия 8–10 мм, берем болгарку и к ним ровно делаем пропилы.
4. Подгибаем все к центру и привариваем к трубе горелки.

Горелка своими руками: видео
Приставка TIG (осциллятор, возбудитель дуги) к любому сварочному аппарату
Для изготовления приставки вам понадобятся детали старого телевизора
ТДКС
Конденсаторы
Отклоняющая система
Реле.
Также:
Балласт старой энергосберегающей лампы
Дроссель со сварочного аппарата или подобный (возможно исключить)
Блок питания (Адаптер) 12В
Провода
Свеча зажигания.
Отрезок фанеры или подходящий корпус.
Варить нержавеющую сталь и алюминий очень удобно не плавящемся электродом в среде инертного газа. В простонародье аргоновая сварка, хотя газы могут быть и другие, например, гелий или смеси.
Практически к любому сварочному аппарату можно подключить рукав с такой горелкой.
Проблема заключается в поджоге дуги, если на нержавеющей стали возможно, но очень неудобно поджигать касанием, то на алюминии это невозможно.
Умельцы зажигают дугу касанием графитовой щётки от электродвигателя, но это тоже не удобно, влияет на качество шва и сильно падает скорость работы.
Для качественной сварки и удобства пользования из того что было я собрал приставку, осциллятор которая позволяет зажигать дугу высокочастотным импульсом в лучших традициях этого вида сварки
Тушине не предусмотрено и производиться резким удлинением дуги.
Осциллятор имеет не завистное питание от сети. Подключается силовыми проводами к любому сварочному аппарату.
Для работы с нержавеющей сталью я использую инверторный сварочный аппарат с постоянным током.
Для сварки алюминия, трансформаторный сварочный аппарат с переменным током (Алюминий почти невозможно варить постоянным током). Есть возможность варить постоянным токам полуавтоматическим аппаратом (MIG) но не всегда это приемлемо, и качество оставляет желать лучшего.
Собрал устройство на подходящем отрезки фанеры. Так как использую в стационарных условиях корпус пока делать не стал. Планируется ряд доработок и усовершенствований, (режим дежурной дуги, импульсного режима и принудительное тушение дуги, клапан подачи газа) после этого возможно изготовлю корпус.
Осциллятор построен по классической схеме с последовательным высокочастотным возбуждением дуги.
Вход. Дроссель L1 установлен первое для зашиты сварочного аппарата, вторе для более плавного горения дуги аргоновой горелки.
Конденсатор С1 выполняет главную защиту сварочного аппарата шунтируя высокочастотные колебания.
Дроссель применил от неисправного сварочного аппарата, можно использовать и другие рассчитанные на ток сварки (80-150А), или совсем его исключить.
Я проверил около десятка разных конструкций. Установлен трансформатор, намотанный на магнитопроводе отклоняющей системы старого телевизора.
Силовая обмотка содержит 20 витков сварочного провода. У мня не нашлось куска провода достаточного сечения в итоге намотал тремя сложенными в месте сетевыми гибкими проводами. Сечение каждого проводника 8м2. Импульсная обмотка содержит 5 витков провода, равномерно расположенного по всему кольцу. Сечение 1мм2, но может быть больше или меньше. В этом проводе присутствуют импульсное с напряжением более тысячи вольт, изоляция должна этому соответствовать.
В качестве разрядника установлена свеча зажигания. Можно применить практически любую свечу зажигания. Для скептиков, которые утверждают, что правильный разрядник можно сделать только из вольфрамовых электродов, скажу, что свеча зажигания в двигателях работает куда в более суровых условиях на протяжении продолжительного времени. Здесь работа ограничивается секундами с долгими паузами.
В промышленных аппаратах разрядник из вольфрамовых электродов применяется по причине его низкой стоимости и малых размеров.
У свечи нужно выставить зазор 1мм, это будет соответствовать напряжению пробоя примерно 1000В. При настройке возможно уменьшать зазор для наилучшего зажигания дуги. Устанавливать зазор более 1мм не стоит так, как возрастет напряжение и конденсатор С2 будет пробит.
В моем случае используется 0.01 микрофарада и напряжение 1300В. Возможно применять пленочные или керамические. 1300 минимально допустимое напряжение конденсатора для данного случая. Лучше устанавливать с более высоким рабочим напряжением. Подбором этой емкости регулируется частота и естественно устойчивость зажигания дуги. Если в процессе работы такой конденсатор ощутимо греется его, следует заменить на конденсатор другого типа.
Высоковольтное напряжение допустимо использовать как переменный низкой частоты (50 герц), так и постоянный. В классической схеме советского производства используется повышающий трансформатор. Умельцы ставят от микроволновой печи (МОТ). Я встречал схемы с умножителем сетевого напряжения или на катушках зажигания.
Я выбрал вариант с постоянным током. В качестве трансформатора и выпрямителя применён ТДКС от старого телевизора. Можно использовать любого производителя.
Высоковольтный вывод соединен с частотозадающими элементами (Разрядник конденсатор). Питается от балласта энергосберегающей лампы, тоже подойдет любой.
Высокочастотное напряжение подается на первичную обмотку трансформатора, так как у разных производителей цоколевка разная, то нумерацию выводов не даю.
Для настройки последовательно с электронным балластом подключается лампа накаливания примерно 60Вт. Эта мера защитит элементы в случае ошибки при настройке. Выход балласта подключается к первичным обмоткам трансформатора и опытным путем определяется нужные, по завершению настройки лампа накаливания исключается.
Это устройство нужно для включения возбудителя с кнопки на горелке и обеспечения безопасности работы. Так как подавать на кнопку управления сетевое напряжение опасно, то установлен маломощный блок питания на 12В и реле. У меня установлен маломочный сетевой адаптер, тоже строгих требований нет.
Реле управления 12В и контактами, рассчитанными на переменное напряжение 220В 2А. Можно применять и иные.
Все о TIG-горелках

- Что это такое?
- Виды
- Комплектующие
- Популярные модели
- Рекомендации по использованию
Знать всё о TIG-горелках необходимо любому сварщику. Требуется изучить особенности горелок для инвертора, сварочных вентильных и аргоновых моделей с евроразъёмом. Внимание необходимо обращать на продукцию фирмы «Сварог» и других производителей горелок.

Что это такое?
TIG-горелка — это устройство для сварки, подсоединяемое к сварочному аппарату. Процесс работы подразумевает подачу тока определённой величины. Обрабатываемый фрагмент прикрывается химически нейтральным газом, поэтому вероятность окисления сводится к нулю. Общий принцип не зависит от конкретной марки и даже модели. По умолчанию набор поставки включает так называемый шлейф (аргоновый шланг и кабель для передачи тока), но изредка встречаются модели без шлейфа – этот момент надо уточнять дополнительно.
Современные горелки:
отличаются качеством и надёжностью;
рассчитаны на эксплуатацию при очень высокой температуре;
могут подвергаться мощной электрической нагрузке, несмотря на скромную массу;



Сварка при помощи аргонного облака может производиться:
в частично автоматизированном режиме;
при полной автоматизации.
Разумеется, чем выше степень автоматизации, тем сложнее устроена конкретная сварочная горелка. Даже самые простые версии успешно держат электрод и подкачивают газ. Подобные устройства могут использовать водяной отвод тепла. Но это требует дополнительного оснащения.
Поэтому гораздо чаще встречаются системы с воздушным охлаждением.



Аргоновая горелка может относиться к вентильному типу, когда подача газа инициируется и регулируется при помощи специального крана. Альтернативное решение — использование особой кнопки. Часть конструкций оборудуется обоими средствами управления. Изготовители обычно используют разъёмы для инверторов конкретного типа. Необходимо тщательно заботиться о соответствии.
Трудности иногда возникают, когда горелку приобретают удалённо, так как не всегда в описании указывается её тип. В сложных случаях приходится перепаивать разъёмы. Внимание надо обращать на длину шлейфа. Чаще всего она составляет 4 м, изредка – 8 м. Другие длины встречаются крайне редко.
Системы с естественным отводом тепла пригодны лишь для коротких швов. Важным условием для их эксплуатации является использование тока максимум 200 А. Нарушение таких правил может приводить к чрезмерному разогреву. Жидкостное охлаждение помогает сварить очень длинный шов.
Сила тока при этом практически не ограничена.


Вентильная подача газа считается наиболее простым решением. Откручивание вентиля не вызывает никаких проблем. Многие такие модели пригодны для работы только с инвертором. Зажигание дуги инициируется обстукиванием проволоки о поверхность сварочного изделия. Вентильными горелками нельзя варить алюминий.
Модели с кнопочным управлением куда совершеннее. Переключатель чаще всего имеет несколько позиций, отвечающих за отдельные функции:
запуск сварочной дуги.
Подобные решения позволяют упростить использование и улучшают качество создаваемых швов. Устройства с вентилями и кнопками одновременно встречаются нечасто. Для начинающих пользователей они откровенно неудобны. Однако многие опытные сварщики предпочитают именно такую технику.
Её ценят за максимально широкие возможности регулирования.

Некоторые горелки оснащаются евроразъёмом. Это решение облегчает подключение модели. Однако стоимость его существенно выше, чем в модификациях со штекером. Основная область применения — профессиональная сварка в больших объёмах. Разница может касаться и того, как подаётся проволока для полуавтомата или для ручного сварочного аппарата.
Толкающий вариант подразумевает проталкивание проволоки сквозь специальный отсек. Тянущее исполнение — это протягивание присадки через особый канал внутри держателя. Ещё стоит предусматривать деление горелок:
по величине (мелкая, обычная, крупная);
жёсткому или гибкому гусаку;
степени наклона электрода;
виду подключения к сварочному рукаву;
исполнению концевика на рукаве.


Комплектующие
Популярные расходники:
аэрозоли с антипригарным эффектом;
спирали для сопел;
фиксаторы этих наконечников;
направляющие детали специального канала.
Достаточно часто используется стеклянное сопло для TIG-горелки. Продвинутые конструкции такого рода уменьшают расходование газа и позволяют работать даже в труднодоступных местах. Специальное стекло очень стойко к нагреву и служит достаточно долго. Газовая линза — это держатель цангового элемента. Разрядник для поджига можно сделать даже своими руками, используя в качестве основы промышленные устройства с рабочим напряжением от 900 до 1300 В.

Популярные модели
Востребованностью отличается Fubag TIG 17 DX25. Это современная вентильная горелка. Длина её шлейфа составляет 4 м. Прочие технические параметры:
ток не более 140 А;
охлаждение потоком воздуха;
длительность подключения не более 35% от общего времени работы.
Альтернативой можно считать FB TIG 18 от того же производителя. Шлейф этой горелки также достигает 4 м в длину. Такая модель рассчитана уже на силу тока до 320 А.
Благодаря жидкостному отводу тепла можно гарантировать включение до 100% времени.


Из продукции других марок обращает на себя внимание FoxWeld SRT-17V. Такая горелка также имеет четырёхметровый шлейф. Управление производится с помощью вентиля (кнопка не предусматривается). Наибольшая сила тока — 140 А. При переменном токе она уменьшается до 125 А, и надо учесть, что сечение электрода может составлять от 1 до 2,4 мм.
Что касается изделий популярной марки «Сварог», то среди них выделяется TECH TS 9. У этой горелки также четырёхметровый шлейф. Она рассчитана на силу тока 110 А. При этом сечение электрода составляет от 1 до 1,6 мм.
Длительность включения в сеть составляет не более 35% времени.


Существенно отличаются возможности устройства TS 26. Данная горелка оснащается уже шлейфом длиной 8 м. На неё можно подавать ток силой до 180 А. Допустимое сечение электрода 1-4 мм. Общая масса изделия составляет 4,8 кг.
Завершить обзор уместно на горелочном устройстве Kemppi FLEXLITE TX 165 G S 16M. На него возможно подавать ток до 160 А. С помощью такой модели возможно использовать электроды сечением не более 2,4 мм (из вольфрама). Охлаждение производится воздухом.
Предусмотрено наличие разъёма с 7 контактами; протяжённость шлейфа составляет 16 м.


Рекомендации по использованию
Перед подключением TIG-горелки на открытом воздухе требуется обеспечить защиту от ветрового потока. Большое значение имеет грамотная подготовка рабочей поверхности. Вести горелку под острым углом недопустимо — это сильно затруднит работу. В точке, где зажгли электрическую дугу, образуется отметка, которую придётся вычищать. Постоянный ток позволяет работать экономичнее и проваривать более глубокие швы.
На переменном токе темп работы будет меньше. Зато сменяться плюс и минус будут автоматически. Чтобы ускорить очистку от плёнки оксидов, необходимо подавать сильный ток обратной полярности. При использовании осцилляторов их питают током с напряжением 6 В. Вольфрамовые рабочие стержни предварительно затачивают.
Установка заточенных электродов на горелку производится с помощью цангового зажима. Оптимальный минутный расход аргона — 13 л. Опытные сварщики могут подбирать его индивидуально. Крепление массы производится либо на заготовке, либо на рабочем столе.
Работать надо так, чтобы от кончика электрода до обрабатываемой поверхности было минимум 0,3 см.

О том, как выбрать TIG — горелку, вы можете узнать из видео ниже.
Аргонодуговая горелка TIG: виды, особенности, принадлежности
Что такое горелка для тиг сварки и для чего она нужна?
Сегодня аргонодуговая сварка пользуется достаточно большой популярностью. Ее используют повсеместно, ведь с помощью данной технологии можно без проблем соединить заготовки практически из любых металлов, в том числе и из «проблемного» алюминия. Примечательно, что получаемые в итоге швы, практически не требуют дополнительной обработки, на них отсутствует шлак и окалина, а это существенно упрощает жизнь специалисту.
В ходе работ сварщики используют не только присадочные прутки, но и специальные вольфрамовые электроды, которые практически не правятся. Именно для их фиксации и необходима аргонодуговая горелка. Крайне рекомендуется, чтобы она имела относительно небольшой вес, поворотную головку и выдерживала заявленный производителей уровень нагрузки.
Виды ТИГ горелок
Условно все существующие горелки для сварки в среде защитных газов можно разделить на несколько основных типов. Так, например, ориентируясь на тип охлаждения, выделяют два вида:
- TIG горелки с воздушным охлаждением. В таких устройствах отсутствуют дополнительные элементы, отвечающие за отвод температуры. Распределение тепла происходит естественным образом. Это значит, что пользователю не придется подключать вспомогательное оборудование для обеспечения подачи охлаждающей жидкости, что очень удобно. Но существует один нюанс. Такие горелки тиг с воздушным охлаждением категорически не подходят для работы на высоких токах. Опытные мастера рекомендуют использовать их при сварке до 200 А, в противном случае лучше отдать предпочтение устройству другого типа.

Представленная выше классификация наиболее популярна, но она не единственная. Нередко разделяют по видам аргонодуговые горелки не только по типу охлаждения, но и опираясь на особенности строения. В зависимости от типа управления выделяют еще 3 вида устройств:
- Tig горелка с вентилем. Считается самым простым, базовым вариантом. Для обеспечения подачи газа специалисту достаточно немного открутить специальный вентиль. Такая регулировка проста в своей реализации, а значит и реже подвержена поломкам. Вентильная горелка tig плохо подходит для сварки алюминия. Так что, если перед вами стоит такая задача, то лучше присмотреться к другой модели.
- Tig горелка с кнопкой. Это более совершенный и практичный вариант. Обычно небольшой кнопочный переключатель на корпусе может иметь сразу несколько положений, отвечающих за различные параметры. Так, одним нажатием, пользователь может обеспечить подачу газа, отрегулировать силу тока или даже разжечь дугу. Кнопочные устройства проще и удобнее в использовании, помогают обеспечить отличное качество выполняемых работ, хорошо подходят новичкам.
- Комбинированные tig горелки. Имеют и вентиль, и кнопку. Если у вас мало опыта, то такую модель лучше не покупать, так справиться с нею будет тяжело. А вот мастера с большим стажем работы уже давно оценили их по достоинству и активно используют.
Достаточно часто горелки тиг для инвертора делят на категории еще и в соответствии с типом корпуса. Так, в магазинах вы можете увидеть сразу два типа устройств: гибкие и негибкие. У каждого специалиста свои предпочтения, популярны горелки с различными гусаками, это просто вопрос удобства и разновидности выполняемых задач.
Принадлежности для горелки аргоновой сварки
Устройство любой тиг горелки достаточно простое. Чтобы работать с принадлежностями этого типа, необходимо укомплектовать их рядом аксессуаров, обеспечивающих фиксацию вольфрамового электрода, а также правильную подачу газа к месту сварки. Среди таких принадлежностей:
- Классическое керамическое сопло или сопло с газовой линзой. Во втором варианте газ идет через решетку. Такой поток обеспечивает более высокий уровень защиты.
- Держатель цанги.
- Цанга.
- Колпачок. Может быть удлиненным, длинным либо коротким.
Размеры первых трех принадлежностей подбираются, опираясь на диаметр используемого вольфрамового электрода. Крайне важно, чтобы принадлежности хорошо подходили к расходным материалам, иначе результат выполняемых работ вас не порадует.


Сегодня заказать горелку для ТИГ сварки совсем не проблема. Большой ассортимент аксессуаров уже ждет вас в каталоге нашего интернет-магазина. Мы предлагаем горелки и комплектующие к ним по отличным ценам и с быстрой доставкой. У нас вы также можете заказать любые расходные материалы отличного качества. Звоните, будем рады помочь!
Изготовление горелки ТИГ (РАДС) своими руками
Показать панель управления
- Опубликовано: 1 фев 2019 veröffentlicht
- Изготовление офигительно мягкого шлейфа к горелке ТИГ (РАДС) своими руками. Все комплектующие с Алиэкспресс. Забыл сказать об одном моменте — аккустический кабель очистить от изоляции! А ведь найдутся такие кто будет в силикон как есть пихать -)))
Небольшое добавление по воздушной горелке clip-share.net/video/KZYVNd61eQU/видео.html
ru.aliexpress.com/item/8×11-Food-Grade-Silicone-Tube-Hose-Pipe-ID-8mm-OD-11mm-New-High-Quality/32608915045.html?spm=a2g0s.9042311.0.0.7e1233edbcLSnV
ru.aliexpress.com/item/4×6-Food-Grade-Silicone-Tube-Hose-Pipe-ID-4mm-OD-6mm-New-High-Quality/32607680842.html?spm=a2g0s.9042311.0.0.7e1233edbcLSnV
ru.aliexpress.com/item/6mm-Braided-PET-Expandable-Sleeving-New-High-Quality-Color-Selectable-5M/32400011633.html?spm=a2g0s.9042311.0.0.7e1233edbcLSnV
ru.aliexpress.com/item/WP-18F-flexible-torch-body-TIG-welding-Torch-head-SR18F-JW662/497028540.html?spm=a2g0s.9042311.0.0.7e1233edbcLSnV
ru.aliexpress.com/item/57Y10-Gas-Power-cable-Adapter-WP-17-TIG-Welding-Torch-JW701/498068510.html?spm=a2g0s.9042311.0.0.7e1233edbcLSnV
Комментарии • 22

разница в цене такая, что лучше готовую купить ))
@Вадим Ноговицин а в чем уникальность Вашей?
Такую не купишь.
Здравствуйте шлейф это кабель?
Шлейф это пучок шлангов и проводов идущих от аппарата до горелки. Всех сразу.
Здравствуйте несколько вопросов по ссылкам:
1) Цена указана в магазине китая за 1 м.п.?
2) Если покупать несколько товаров в этом магазине, цена за доставку сумируется от каждого лота или индивидуально?
Спасибо.
О. Привет. Это с продавцом в переписке решите. Ссылки для примера, поиск рулит.
Всем здрасьте. что то не пойму как там охлаждающая жидкость идёт. через шланг с проводом?как медяха от такого охлаждения?
У всех жидких горело медная жила охлаждается обратным потоком жижи. Главное качественный антифриз. Я пользуюсь красным, разбавленным до — 2?С.
Бу-бу му-му. уже есть готовые. Случаем идея не у Супертига подчерпнута и где тут изготовление? Лежит одна собранная не понятно где купил. и кучка зипа.
У Ильи ничего не брал. Основа как и что взята с форума «вебсварка».
Спасибо за видео. Что-то посчитал простенькую горелку WP9 и получилось практически столько же, сколько она готовая продается ru.aliexpress.com/item/32960654765.html?spm=a2g0v.12010615.8148356.38.5ef47542oW6e4G
с али шланг резиновый поэтому он не мягче силикона. а провод пщ 10 или 12 можно купить.
Имею такую, жестковата, до суперфлекса ей ой как далеко.
Не сравнивай. Ты сделаешь сам мягкую горелку. Таких не купишь.
эта без кислородная медь это как раз таки алюминий омеднённый(гальвано пара) .На срезе смотреть надо,если белит алюмишка ,нет — медь.
на своем канале умничай. Меня учить не нужно
@Вадим Ноговицин Критику слушает ну актёр
Илюха он и тебя достал он меня уже утомил своей писаниной под моими видео, если надумаешь можем пригласить из инстаграмма, что бы его мастерство оценили.
Обиделся что ли? Глупо. Я например критику всегда внимательно слушаю, что бы в будущем меньше ошибок допускать. а ты прям в обидки. ты ж «супертиг», типа супермен.
Как горелка ваша поживает? все в порядке?
Все в порядке, поработала на 240А. Джинса только сильно пачкается, надо что то другое думать. По этому принципу буду воздушку на 200-тый Форсаж делать.
дайте ссылку где кабель брали и какого сечения?
Читай внимательно, все данные есть. Кабель можно купить в магазине авто аккустики. У них есть силовые кабеля из безкислородной меди. Сечение подбирай чтоб в силикон с небольшим запасом влез.
Вот, кто сам не нашел. OCIM магазин продает на али, качественный товар, но доставка дорогая у него. WP20F 25FT Red Silicon Hose Braided Cable 35-50 Connector buyeasy.by/cashback/view/oc85dvmeu765amcoee243om01amxpees/?to=https%3A%2F%2Fru.aliexpress.com%2Fitem%2FWP20F-25FT-35-50%2F32962699021.html%3Fspm%3Da2g0s.8937460.0.0.4eb92e0erurdWy
WP26 4M Tig Welding Torch Silicon Hose 35-70 Connector buyeasy.by/cashback/view/oc85dvmeu765amcoee243om01amxpees/?to=https%3A%2F%2Fru.aliexpress.com%2Fitem%2FWP26-4-wig-35-70%2F32977410430.html%3Faf%3D208%26aff_platform%3Ddefault%26cpt%3D1554961176961%26afref%3D%26cn%3D41pps7q0ep8gfas1ege2scgk55wsijts%26dp%3Dv5_41pps7q0ep8gfas1ege2scgk55wsijts%26cv%3D0%26pvid%3D2307bbd5-48a3-4b27-8433-4b751a07d921%26sk%3DccfBY4yg%26aff_trace_key%3D9d06faeb915b485cb6ee3e80b456a9cf-1554961176961-02046-ccfBY4yg%26rmsg%3Dno_replacement_pid_sid_whitelist%26scm%3D1007.23534.124736.0%26terminal_id%3D0fb832c5b6fd41c5ac8fa107ba5b186a
Приветствую! Какого сечения кабель использовали? Я так полагаю вам под 300А аппарат?
@Вадим Ноговицин Я в курсе что водянка. Я и себе хочу водянку хочу, так как аппарат на 300А
Смотри внимательно, у меня горелка — водянка. А аппарат на 500А.
какой размер змейки брать на 12мм шланг силиконовый. спасибо за совет, . хотел просто х.б. рукав одеть
На шланг силиконовый бери на размер больше и на 1 — 1.5 метра длиннее. Китайцы её отмеряют в растянутом состоянии, мне не хватило 40 см.
А оплетку змеинную кожу где взять ссылочку под скажите?
Источник



