
- Кузнечные клещи своими руками
- Инструмент и оборудование необходимое для изготовления кузнечных клещей:
- Материалы необходимые для изготовления кузнечных клещей:
- Работа над губами клещей.
- Как сделать сварочные клещи своими руками для точечной сварки?
- Общая информация
- Виды устройств
- Изготовление
- Разновидности оборудования
- Заключение
- Работа споттером
- Подвесная модель
- Важные параметры выбора
- Электроды
- Как работать со сварочными клещами?
- Производители
Кузнечные клещи своими руками
 BonnFactory 28 февраля 2017
BonnFactory 28 февраля 2017- Художественная ковка: кованные изделия своими рукамиинструмент
 BonnFactory 28 февраля 2017
BonnFactory 28 февраля 2017 Сегодня мы расскажем, как изготовить кузнечные клещи своими руками.
Сегодня мы расскажем, как изготовить кузнечные клещи своими руками.
Здравствуйте. Ни один кузнец не обойдется без клещей, как и без наковальни, горна с горелкой, и прочего подручного инструмента, что он делает сам своими руками.
Клещи бывают разные, но в этой статье я расскажу о наиболее удобных. Это конечно же субъективное мнение о удобстве, но почему я так считаю: клещи довольно большие и ими будет удобно зажимать большие и маленькие поковки, они имеют круглые губы для легкого захвата арматуры, а так же достаточную ширину, что бы хватать плоские детали. Для гаража такой вид клещей в самый раз.
Особого спец. инструмента нам не понадобится, но небольшая подготовка все же нужна!
Инструмент и оборудование необходимое для изготовления кузнечных клещей:
Материалы необходимые для изготовления кузнечных клещей:
- арматура круглая диаметром 12 мм. длиной примерно 50 см, 2 шт;
- болт для стяжки м8.
Сразу объясню почему именно такие материалы.
Брать арматуру меньшего диаметра нет смысла, она будет слишком мягкой и непрактичной. Брать большего диаметра можно, это даже лучше будет, но в таком случае нужно будет приложить больше усилий для ковки и прогрева заготовки в целом. Так что 12 для работ в гараже вполне сгодится. Длина так же для удобства — длиннее- будет тяжело держать поковку клещами; короче- можно обжечься в процессе работы. Да и лучше взять чуть больше, отрезать можно всегда! Болт м8 выбран по тому же принципу: меньше-ненадежно, больше- клещи будут иметь тонкие стенки в месте сверловки.
В целом, вся работа продемонстрирована на видео, поэтому я лишь коротко опишу процесс словами и кадрами из видео ниже.

Работа над губами клещей.
Так как клещи мы делаем универсальные большие, то плющим арматуру смело миллиметров на 100. Если вам сложно оценить размер на глаз, то вы можете воспользоваться линейкой. Ее удобный вариант для ковки я изготовил в видео про наковальню.
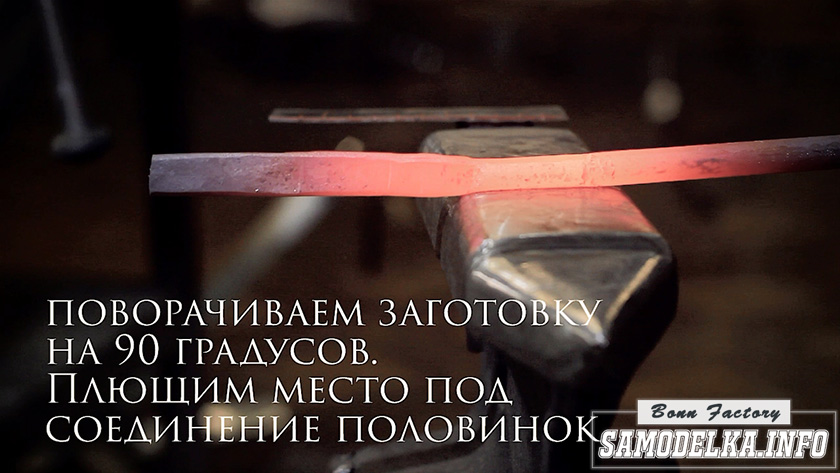
Повернув заготовку на 90 градусов, начинаем плющить соединительное место двух половинок клещей. Для этого упираем о ребро наковальни арматуру и куем от края сплющенных ранее губ.
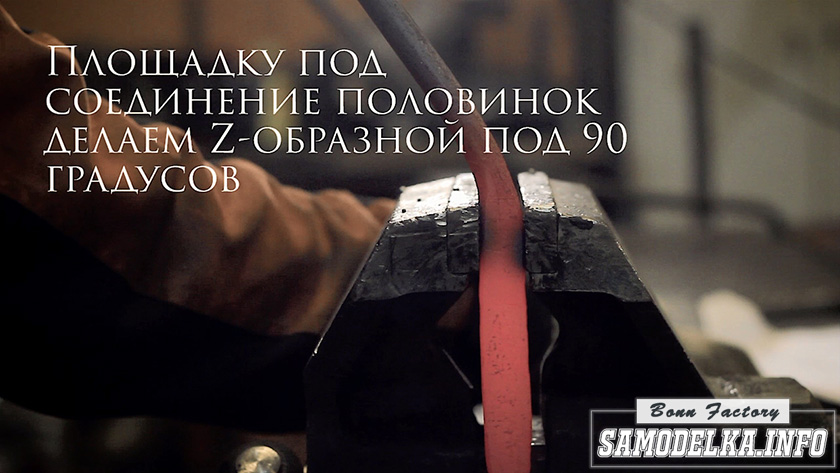

Что бы сильно не мучиться с гибами клещей на наковальне (мой пень не очень устойчив), я просто провел эту операцию в тисках. Оказалось вполне удобно и быстро.

Теперь наши клещи приобрели готовый вид и на этом кто-то может остановится, но я решил улучшить прижимные губы клещей, наварив сваркой пару отрезков проволоки к уже выкованным клещам.

Остается лишь просверлить отверстие и скрепить клещи болтом.
Так как вряд ли уже потребуется раскручивать это соединение, я обварил гайку. Получилась такая полуклепка.
А теперь все описанное вы можете посмотреть наглядно в видео.
Автор статьи “Кузнечные клещи своими руками” Bonn Factory
Источник
Как сделать сварочные клещи своими руками для точечной сварки?

Контактный метод сварки широко применяется на производстве и в быту. В процессе сваривания металлов электроток большой мощности прогревает место спайки, при механическом сдавливании образуется прочное точечное соединение. Клещи для сварки одновременно обеспечивают прогрев и усиленное сжатие двух металлических полос.
Аппараты различной модификации можно увидеть в заводских цехах и небольших автомастерских. Ими быстро делаются прочные точечные сварные швы каркасных конструкций, корпусных изделий, воздуховодов, различных емкостей. Оборудование не требует расходных материалов.
Общая информация
Зажимы для точечной сварки бывают ручные и подвесные. На типах этого инструмента нужно остановиться на пару минут, чтобы понимать нюансы их ручной сборки.
Ручные сварочные клещи имеют простую конструкцию. Также, как и весь остальной ручной инструмент (пассатижи, плоскогубцы, щипцы), в основе их системы рычаг, который регулирует открытие и закрытие клещей.
Главный нюанс сварочных клещей — возможность применить трансформаторную систему. К одной рукояти клещей подсоединяется трансформатор, который передает на инструмент ток для того, чтобы создать соединение.
Через одну из рукояток трансформаторный механизм передаёт генерируемый сварочный ток на электродные стержни. В этом заключается основная работа механизмов для зажима. Вы руками прижимаете детали из металла клещами, через них идёт ток.
Электрическая сила и сила сжатия создают точку сварки (поэтому сварка точечная). Процесс не механизированный, он от начала до конца выполняется руками сварщика, поэтому только он решает, насколько быстро будут свариваться элементы.
Подвесные зажимы для контактной сварки в быту используются редко. Но их часто можно встретить на заводах и у профессиональных мастеров, использующих узкоспециализированное оборудование для точечной технологии.
Эти клещи встроены в сам аппарат, и принцип их работы другой. Да, они созданы, чтобы сжимать детали друг с другом, но не вручную. Потому производительность работ вместе с подвесными клещами выше, чем с ручными.
Собирать такие дома нет смысла, так как, скорее всего, у вас нет оборудования, с которым их можно было применить.
Поэтому далее речь будет идти о сборке именно ручных клещей для точечного метода сварки.
Виды устройств
В ремонтных цехах, мастерских, а также в условиях небольших сборочных конвейеров, используется ручная контактная сварка. Основную роль в этом процессе играют зажимные сварочные клещи, которые обеспечивают сжатие заготовок с необходимым усилием и протекание через них электрического сварочного тока.
Зажимные клещи для сварки, применяемые в ремонтном и мелкосерийном производстве, могут иметь следующие виды исполнения:
- ручной вариант;
- подвесная конструкция.
Ручные клещи представляют собой приспособление, удерживаемое при сварке в руках, либо установленное на подставку. На фото изображены клещи КТР – 8.

Краткий перечень технических характеристик КТР – 8:
- клещи питаются от промышленной однофазной электрической сети 220 Вольт;
- мощность агрегата составляет 8 киловольт-ампер;
- общий вес – 14 килограммов;
- скорость выполнения операций достигает 3 сварные точки за 1 минуту при толщине двух свариваемых листов 1,5 миллиметра;
- напряжение холостого хода сварочного трансформатора – 2,5 Вольт.
После каждой точечной сварки необходим перерыв не менее 20 секунд. Максимальная толщина свариваемых листовых заготовок составляет 1,5 миллиметра. Агрегат очень удобен и прост в использовании, практически не требуется обучение персонала.
Ручные клещи для контактных сварочных работ применяются, как правило, при соединении относительно тонких заготовок. В ранних моделях, сжатие заготовок создавалось усилием сварщика через рычаг, как в обычных клещах.
Изготовление
Вы проведете меньше времени в магазинах, сделав сварочные клещи для точечной сварки своими руками. При этом вы тратите намного меньше, и сэкономленные деньги можно «пустить» на качественные материалы для сварки.
Делать и использовать ручные клещи для контактной сварки несложно. Но при этом они подходят для любого вида металла. Им найдёт место и человек, ремонтирующий своё авто в гараже, и мастер выездных работ. Себестоимость их радует экономных людей.
Первый этап изготовления самодельного инструмента — создание основы. Для неё подойдут материалы, которые есть у каждого под рукой. Это может быть любая сталь или сплав, толщина которых не больше пяти миллиметров.
Из листа материала сделайте несколько полосок по двадцать мм в ширину. Длина их может быть разной, она зависит от ваших пожеланий. Для основы подойдут и широкие стержни из металла. Кончикам заготовок придайте очертания щипцов.
Наложите изготовки наискось относительно друг друга и состыкуйте. По центру сделайте отверстие, которое будет точкой регулировки открывания и закрывания клещей. В месте отверстия проложите между пластинами диэлектрическую прокладку.
С конца одного стержня/пластины также нужно просверлить дырочку, чтобы можно было крепить на болты медный провод. Противоположная заготовка тоже просверливается. Отверстие в ней нужно, чтобы крепить кабель аппарата и фиксировать клемму.
Изолируйте металл клещей для точечной сварки с помощью изоленты вместе с резиновой накладкой (это может быть кусок шланга) после того, как соедините и просверлите нужные компоненты.
Эти материалы защитят вас во время работы с электричеством, а держать их в руках станет удобнее. Такой конструкции хватит, чтобы поддерживать сварочные зажимы на весу, но для их закрепления нужно будет добавить пружину между ручками.
Ток к зажиму подводится тоже с учётом правил. Его лучшим источником станет трансформаторный механизм со второстепенной наложенной обмоткой. Можно обмотать кабель на сердечник три раза.
Для того, чтобы повысить мощность точечной сварки, объедините пару трансформаторов, генерирующих ток.
Схемы для создания ручных клещей найти нелегко, поэтому постарайтесь продумать их устройство сами. В помощь вы можете взять видео уроки по созданию не подвесных клещей или советы знакомых мастеров.
Разновидности оборудования
Все сварочные клещи работают по одному принципу: при подаче тока электроды сжимаются. Они различаются по форме крепления и методу создания силовой нагрузки. Они бывают двух видов:
- ручные (они отличаются небольшим весом);
- подвесные (зажимные рычаги закрепляются на кронштейнах или стационарно размещаются на столах так, чтобы контакты находились на весу, в руках сварщик свободно держит свариваемые детали).

Ручные сварочные клещи

Подвесные сварочные клещи
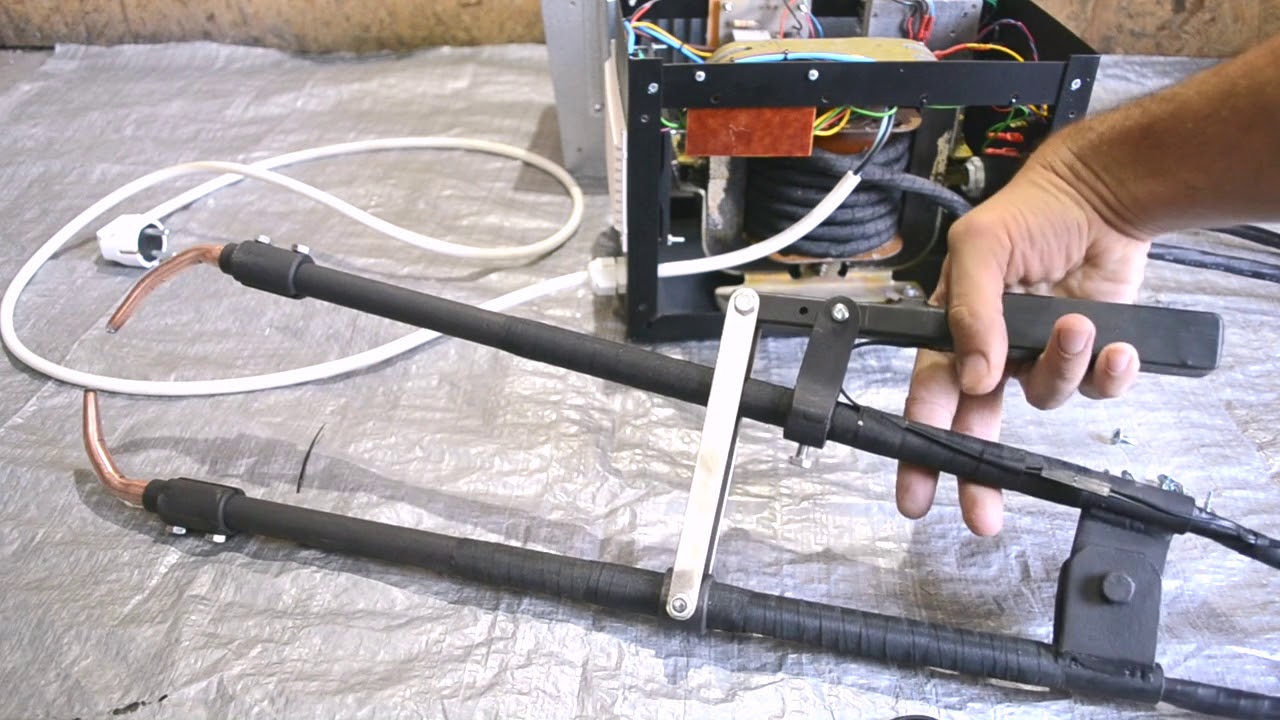
Подвесные промышленные клещи для создания большого сжимающего усилия оборудуют пневматическим толкателем. При необходимости можно сделать подвесные ручные клещи, для этого их располагают в вертикальной плоскости. В тисках зажимают нижнюю ручку, верхняя остается свободной. Такая конструкция облегчает труд сварщика.
Клещи зажимные сварочные легче сжимать, опираясь на прижимной рычаг всем телом.
Заключение
Мы рассказали вам всё, что знали о изготовлении ручных клещей для контактной точечной сварки. Для этого вам не придётся искать особые материалы, так как можно обойтись и теми, что у вас уже есть.
Несмотря на простоту такого инструмента, он не хуже дорогих заводских клещей из магазинов. К тому же, самодельные инструменты не требуют особых условий хранения и ухода.
Если вы будете использовать их не на постоянной основе, они тем более «проработают с вами» не один год.
Как вы собирали клещи для точечной сварки вручную? Какую схему придумали? Вы можете помочь своим советам новичкам в под этой статьей. Возможно, именно благодаря вам кто-то решится собрать свой первый инструмент. Желаем вам удачи!
Работа споттером
Работать с тонким листовым материалом можно также споттером. В основном это устройство предназначено для приварки вспомогательных элементов к помятым кузовным деталям автомобилей при производстве кузовного ремонта.
Применение этой технологии позволяет выравнивать поврежденные элементы кузова, доступ к внутренним поверхностям которых затруднен. Помятые детали кузова в этом случае нет необходимости демонтировать.
Споттер не предназначен для выполнения большого объема сварочных работ. Энергия, необходимая для осуществления контактной сварки запасается в накопительном конденсаторе. Это позволяет сэкономить на трансформаторе, так как здесь его габариты и вес значительно меньше.
Но с другой стороны, заряд конденсатора требует некоторого времени, что снижает «скорострельность» устройства.
Подвесная модель
Этот вид оборудования используется в крупных ремонтных центрах и на промышленных предприятиях c серийным производством, выполняющим большое количество однотипных операций.
Самые совершенные модели снабжаются уравновешенным подвесом с гироскопом, стабилизирующим положение устройства в пространстве. В корпусе размещен мощный трансформаторный источник тока и автоматизированный блок управления, контролирующий силу тока, прижимное усилие и продолжительность импульса.
Производительная пневмосистема обеспечивает быстрое подведение электродов к заготовке, прижим с заданной силой и быстрое отведение. Пневмосистема питается от общецеховой магистрали сжатого воздуха или от отдельного компрессора.
Удобная рукоять позволяет точно наводить устройство на место сварки и нажатием кнопки давать команду на импульс.
Важные параметры выбора
Выбирая аппарат, необходимо принимать во внимание их основные характеристики:
- Рабочий ток. Он определяет толщину соединяемых заготовок. При максимальном токе 3500А толщина соединяемых деталей до 1 мм. Ток в 6000А позволит иметь дело с заготовками до 4 мм.
- Вылет электродов. Определяет размеры заготовки со стороны шва и отстояние линии шва от края.
- Материал электродов. Применяются медные сплавы с присадками: Be, Cd, Cr и другими. Они способствуют увеличению срока службы электрода, повышая его прочность и снижая необходимость частого затачивания.
- Масса устройства. Сварочные клещи для выполнения точечной сварки рассчитаны на частое применение, поэтому слишком массивный агрегат будет приводить к быстрому утомлению работника и снижать производительность его труда.
Важно также учитывать тип привода прижима электродов, возможность их охлаждения, ток холостого хода, диапазон настройки длительности импульса и некоторые другие параметры.
Электроды
На конце рабочей части клещей расположены электроды, изолированные от металлических элементов конструкции и являющиеся сменными элементами устройства.

К каждому электроду подходит питающий кабель от сварочного трансформатора. Сжатие соединяемых деталей осуществляется электродами. Изготавливаются эти важнейшие элементы устройства из сплавов на основе меди.
Безусловно, этот выбор обусловлен высокими электротехническими качествами меди. Для увеличения прочности и жаростойкости изделий, а также уменьшения их выгорания в процессе эксплуатации, сплав обогащается легирующими добавками хрома, кадмия, бериллия и других элементов.
Как работать со сварочными клещами?
Наличие сварочных клещей устраняет основную проблему контактной сварки – необходимость подвода к рабочей зоне больших значений тока при одновременном обеспечении мобильности передвижения сварщика. Сварочная проволока в подобных ситуациях неприемлема, поэтому следует использовать только электроды. Особые требования предъявляются к корпусу: он должен обеспечивать безопасную передачу мощности, надёжность фиксации обеих зажимных узлов и удобство пользования. Поэтому сварочные клещи промышленного применения обычно снабжаются крепёжным узлом, при помощи которого они прикрепляются к более жёсткой из свариваемых деталей.
Подготовку к сварке с использованием сварочных клещей начинают с установки электродов в зажимных узлах. Чаще используется клеммный, более надёжный зажим. Важнейшей характеристикой оснастки является вылет – расстояние от оси поворота подвижного зажима до оси электрода. Величина вылета определяет максимальное расстояние от кромки свариваемого изделия. В большинстве конструкций оснастки вылет является величиной переменной, и варьируется в пределах 125…500 мм. Это повышает функциональность приспособления.

Вылет может регулироваться плавно и ступенчато. В более дешёвых конструкциях величина вылета изменяется переустановкой электрододержателей в требуемые пазы или отверстия на корпусе. В сварочных клещах с автоматическим приводом регулировка вылета иногда производится при помощи плунжера, выдвигаемого при помощи сжатого воздуха. Популярности у сварщиков такие устройства, однако, не получили: клещи становятся тяжелее, а для стабильности подачи воздуха требуется ресивер, что делает оснастку более громоздкой.
Определившись с величиной вылета, клещи устанавливают в необходимом месте и включают подачу тока. Реле обеспечит подачу тока к электродам при обеспечении требуемого усилия сжатия. Поставив очередную сварочную точку, педалью или рукояткой отключают питание, после чего перемещают инструмент в новое положение.
Производители
Выбирая изготовителя клещей для точечной сварки, нужно учитывать время его присутствия на рынке и общую репутацию. Фирмы с долгой историей дорожат своим добрым именем, используют для производства своей продукции самые передовые научные разработки и технические решения, применяют только качественные материалы.
Такой аппарат будет стоить существенно дороже, если сравнить его с продукцией малоизвестных фирм. Последние для удешевления продукции стремятся максимально упрощать конструкцию в ущерб долговечности и даже безопасности.
Процедурами контроля качества материалов, комплектующих и готовой продукции на этих предприятиях также часто пренебрегают. В результате недорогое изделие служит недолго и требует ремонта или замены. В этот момент выясняется, что сервисная сеть этого поставщика в стране не развита. Если планируется большой объем работ, лучше заплатить дороже и отдать предпочтение продукции проверенных временем поставщиков.
Среди российских производителей выделяется компанию Калибр, среди зарубежных- ESAB, Huter, Tecna.
Источник



