
- Как сделать зажимные С-образные клещи для слесарных работ
- Подготовительные работы
- Изготовление основных деталей и сборка
- Как сделать зажимные клещи из фанеры
- Основные этапы работ
- Струбцина быстрозажимная своими руками. Рассказываем, как сделать из старых зажимных клещей
- Что представляет собой самоделка: основные элементы конструкции
- Какие материалы потребуются
- Пошаговый процесс изготовления угловой струбцины
- Шаг 1. Доработка винта
- Шаг 2. Неподвижная губка
- Шаг 3. Быстрозажимной механизм
- Шаг 4. Ползун
- Шаг 5. Подвижная губка
- Шаг 6. Прижимные «пятаки»
- Преимущества и недостатки самодельной конструкции
- Подробно о самостоятельной сборке клещей контактной сварки
- Устройство и принцип работы
- Как сделать точечную сварку
- Разновидности оборудования
- Точечная сварка своими руками из инвертора
- Параметры выбора клещей для сварки
- Общая информация
- Самодельные клещи для контактной сварки
- Вторичная обмотка
- Изготовление клещей для сварочного оборудования
Как сделать зажимные С-образные клещи для слесарных работ

Данное приспособление будет незаменимо при выполнении сварочных и слесарных работ в домашней мастерской или в гараже.
Плоские прижимные пластины на губках отлично подойдут для фиксации листового металла, квадратных и прямоугольных профильных труб и других заготовок с ровной поверхностью.
- листовой металл;
- гайка с болтом;
- заклепки;
- пружинка;
- кусочки металла.
Идея изготовления самодельных зажимных клещей принадлежит автору YouTube канала khám phá và sáng tạo.
Подготовительные работы
Первым делом из листового металла необходимо вырезать заготовки — основные части зажимных клещей. Обрабатываем их на шлифовальном станке или при помощи болгарки.

Поскольку самоделка представляет собой шарнирно-губцевую конструкцию, то дополнительно необходимо просверлить в заготовках отверстия для крепления шарнирного механизма.

Изготовление основных деталей и сборка
Сначала надо изготовить верхнюю ручку с лапкой, при помощи которой прижимные губки клещей будут смыкаться и размыкаться.

К нижней рукоятке привариваем неподвижную губку. Подвижную губку и верхнюю ручку с лапкой крепим уже с помощью шарнира.

Дополнительно в нижней ручке вырезаем паз, и привариваем обточенную шестигранную гайку, в которую вкручиваем регулировочный винт. С его помощью можно регулировать ширину раскрытия губок.

На последнем этапе останется только изготовить и закрепить подвижные прижимные пластины, а также установить пружинку.

Проверяем инструмент в работе, и если все устраивает — приступаем к зачистке сварных швов и покраске.

Пошаговый процесс изготовления самодельных С-образных зажимных клещей можно посмотреть в авторском видеоролике.
Источник
Как сделать зажимные клещи из фанеры

В данном обзоре мастер покажет, как сделать зажимные клещи из фанеры. Если обычные зажимные клещи предназначены для работы с металлом, то фанерные — отлично подойдут для работы с деревом.
Первым делом необходимо будет сделать в компьютерной программе основные детали, распечатать их и вырезать ножницами.
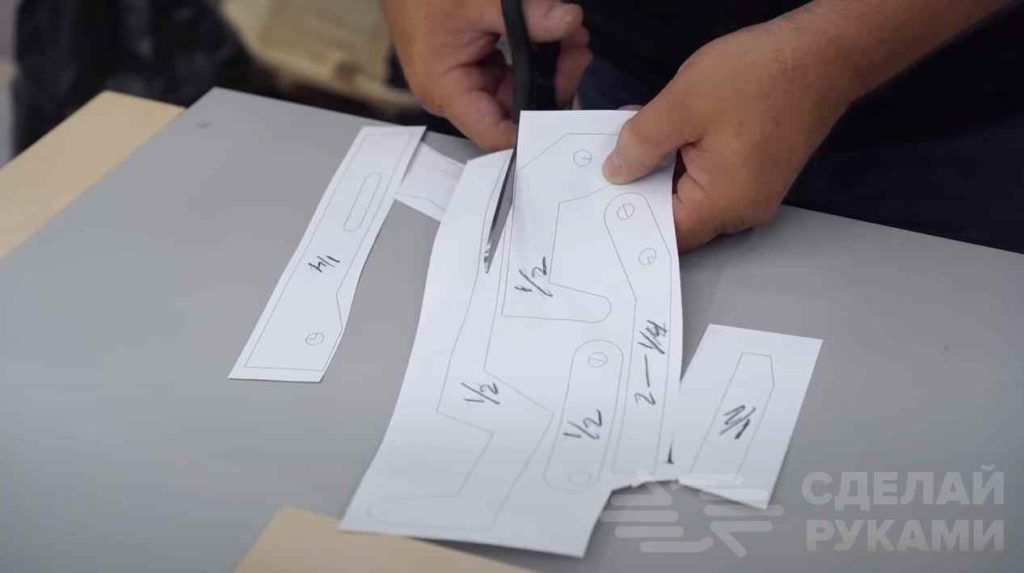
Далее потребуются заготовки из фанеры. Приклеиваем к ним шаблоны деталей с помощью клея-карандаша (или обычного ПВА).

Советуем также прочитать статью: как сделать универсальную насадку с эксцентриком для маленькой УШМ. Используя данную насадку, можно использовать болгарку или дрель в качестве орбитальной шлифмашинки.
Основные этапы работ
На следующем этапе вырезаем все необходимые детали на ленточной пиле. Потом обрабатываем их на шлифовальном станке (гриндере).


На бумажных шаблонах, наклеенных на фанеру, имеется разметка — сверлим по ней отверстия. Также изготавливаем шканты для соединения деталей.
Далее собираем зажимные клещи, соединяя все детали между собой. Устанавливаем регулировочный винт (головку винта автор решил также сделать из фанеры).


В завершении останется только обработать готовый инструмент минеральным маслом — и внешний вид будет приятнее, и прослужит дольше.

Подробно о том, как сделать зажимные клещи из фанеры, можно посмотреть на видео ниже. Данная идея принадлежит автору YouTube канала John Heisz — I Build It.
Источник
Струбцина быстрозажимная своими руками. Рассказываем, как сделать из старых зажимных клещей

Временно прикрепить какую-либо деталь к рабочему столу или надежно зафиксировать между собой две заготовки. Стандартная задача, с которой сталкивается каждый мастер.
Для этого используются струбцины.
F-образные или G-образные, угловые и с параллельными прижимными губками, винтовые и быстрозажимные.
В зависимости от типа выполняемых работ, используется та или иная струбцина.
Конечно, было бы неплохо укомплектовать домашнюю мастерскую всеми этими видами струбцин.
Но это не каждому по карману. Поэтому многие мастера изготавливают для себя самодельный инструмент.
В этой статье хотим поделиться с вами интересной идеей, как сделать быстрозажимную струбцину своими руками. Возможно, кому-то такой инструмент пригодится в работе.
Что представляет собой самоделка: основные элементы конструкции
В принципе, в конструктивном плане данная струбцина очень напоминает заводские F-образные струбцины. Но есть некоторые отличия.
Струбцина имеет неподвижную и подвижную губку с круглыми прижимами.
Подвижная часть перемещается вверх-вниз по стержню с резьбой (можно использовать ходовой винт от домкрата или слесарных тисков).

В качестве быстрозажимного механизма используются зажимные клещи. Одна из частей инструмента приварена к винту, вторая — с помощью шарнира соединена с неподвижной губкой.
Стопором для ползуна с подвижной губкой служит гайка, которая накручивается на винт.
Какие материалы потребуются
- ходовой винт с гайкой;
- металлическая полоса;
- стальной кругляк;
- старые зажимные клещи.

Пошаговый процесс изготовления угловой струбцины
Мы разобрались с конструкцией приспособления, а также определились, какие именно материалы потребуются для работы. Теперь можно приступать к изготовлению быстрозажимной струбцины.
Шаг 1. Доработка винта
Зажимаем винт в слесарных тисках. В том месте, где находится отверстие под вороток, необходимо вырезать паз.

После этого надо будет просверлить новое отверстие.

Шаг 2. Неподвижная губка
Из металлической полосы вырезаем деталь требуемой формы (смотрите на фото ниже). Сверлим в ней отверстия.

С помощью металлического штифта крепим неподвижную губку к винту.

Шаг 3. Быстрозажимной механизм
От зажимных клещей отрезаем все лишнее.
Одну часть инструмента привариваем к винту, вторую — крепим к неподвижной губке с помощью штифта.

Шаг 4. Ползун
От стальной круглой трубы отрезаем заготовку требуемой длины. Вырезаем в заготовке паз.
Надеваем ползун на винт (предварительно по всей длине надо выбрать направляющий паз), вставляем шпонку, и привариваем ее к ползуну.

Шаг 5. Подвижная губка
К наружной части ползуна необходимо приварить подвижную губку, вырезанную из полосы металла. Затем на винт накручиваем гайку.

Шаг 6. Прижимные «пятаки»
От стального кругляка отрезаем две заготовки. С одной из сторон с помощью болгарки нарезаем насечки.

Привариваем прижимные «пятаки» к подвижной и неподвижной губкам струбцины.

Преимущества и недостатки самодельной конструкции
Быстрозажимную струбцину можно использовать для крепления заготовок к рабочему столу, а также для соединения двух деталей между собой.

Изготовить такую струбцину при наличии сварочного аппарата очень просто. Затраты на материалы — минимальные.
Благодаря наличию быстрозажимного механизма, работать с такой струбциной очень удобно.
Подробно о том, как изготовить быстрозажимную струбцину, можно посмотреть ниже — в авторском видеоролике. Рекомендуем к просмотру.
Статья подготовлена на основе видео с YouTube канала khám phá và sáng tạo.
Источник
Подробно о самостоятельной сборке клещей контактной сварки
Главная / Приспособления и детали
Время на чтение: 2 мин

Для того, чтобы соединить металлические элементы, чаще всего используют сварку. Для неё есть масса подходов и методов, и каждый используется в зависимости от ситуации и имеет свои плюсы и минусы.
Но основными критериями для выбора технологии всегда была скорость работы, свойства шва и, конечно, характеристики используемого металла.
Один из методов — точечная сварка (которую еще называют контактной) — соединяет в себе большинство преимуществ: быструю пайку, высокую точность, а также качество соединения, несложное исполнение.
Эту технологию можно использовать и в производственных цехах, и для домашнего ремонта. Лучше всего она проявляет себя при соединении тонких листов металла, поэтому часто является основной на автомобильных заводах.
Точечная сварка имеет один секретный нюанс. Чтобы сформировать точку сварки, мастер использует контактные сварочные клещи (зажим). Они могут не только прижимать элементы, но и нагревать их импульсами тока.
Это дополнение обеспечивает прочность сварного шва. Мы расскажем, как вы можете сделать сварочные клещи для точечной сварки дома самостоятельно, чтобы не платить лишнего за заводские в строительных гипермаркетах, тем самым сделать сварку дешевле.
- Общая информация
- Изготовление
- Заключение
Устройство и принцип работы
Любые сварочные клещи состоят пяти основных элементов:
- блока питания, обеспечивающего электроснабжение необходимой мощности (с этой задачей справляется трансформатор);
- пускового устройства;
- двух проводников, соединяющих блок питания с концами зажимного устройства (куски кабеля с большим сечением);
- двух жестких токопроводов, по которым идет заряд к месту контакта (они выполняют функцию рычагов зажимного устройство);
- двух плотных электродов, способных выдержать сжимающую нагрузку и создающих электрическую дугу, прогревающую металл.
Сварочные клещи
По сути, чертеж зажимов прост. Это те же плоскогубцы, к ручкам которых подведены провода, а на месте зажимных пластин установлены электроды. Для электропитания используют мощные трансформаторы, запитывающиеся от трехфазной сети 380 В. Они оснащены цельным медным диском вторичной обмотки. Необходимая разница потенциалов холостого хода составляет от двух до пяти вольт. Сила тока контактной сварки в зависимости от вида агрегатов варьируется от 2 до 15 кА.
Для того, чтобы металл плотно сваривать, нужна мощная дуга. От нее в месте соединения двух листов внахлест образуется 2-3 миллиметровая сплавленная точка с общей кристаллической структурой. Для плотного контакта ручки сжимаются с необходимым усилием, поэтому ручные клещи делают с длинными ручками.
Как сделать точечную сварку
В данном случае для изготовления точечной сварки, использовался трансформатор ТБС3-0,63 (аналог ОСМ1-0,63), мощность которого 630ВА.
Первичная обмотка рассчитана на 380В, а вторичная на 220В с отводами на 22В и 5В. Но самое приятное, что данный ленточный магнитопровод очень легко разбирается раскрутив лишь один стягивающий винт.
Поскольку первичка трансформатора рассчитана на 380В, а домашняя сеть рассчитана на 220В, то необходимо снять полностью все обмотки. Разматывать необходимо аккуратно, поскольку этот провод нам еще понадобится, чтобы намотать первичную обмотку. При снятии обмотки 220В рекомендую посчитать, сколько она содержит витков, чтобы не прибегать к расчетам используя формулу:
W=(30(35)/ S)*U W — количество витков первичной обмотки , S сечение сердечника см.кв , 30-35 условный коэффициент U — напряжение
Намотка производилась в 2 провода (чтобы меньше грелась обмотка), которая досталась при снятии первичной и вторичной обмотки. Намотку производим виток к витку, разделяя слои диэлектриком (лакотканью). Всего получилось 264 витка, которые были уложены в 8 слоев. И еще остался зазор 14мм, для намотки вторичной обмотки.
Измерение тока на холостом ходу, показало потребление 0,36А (допустимый ток ХХ до 2-х ампер).
Разновидности оборудования
Все сварочные клещи работают по одному принципу: при подаче тока электроды сжимаются. Они различаются по форме крепления и методу создания силовой нагрузки. Они бывают двух видов:
- ручные (они отличаются небольшим весом);
- подвесные (зажимные рычаги закрепляются на кронштейнах или стационарно размещаются на столах так, чтобы контакты находились на весу, в руках сварщик свободно держит свариваемые детали).
Ручные сварочные клещи
Подвесные сварочные клещи
Подвесные промышленные клещи для создания большого сжимающего усилия оборудуют пневматическим толкателем. При необходимости можно сделать подвесные ручные клещи, для этого их располагают в вертикальной плоскости. В тисках зажимают нижнюю ручку, верхняя остается свободной. Такая конструкция облегчает труд сварщика.
Клещи зажимные сварочные легче сжимать, опираясь на прижимной рычаг всем телом.
Точечная сварка своими руками из инвертора
Точечную сварку можно встретить не только на производстве, но и в бытовых условиях. Преимущества выбора такого вида сварки заключается в ее надежности. Данным способом крепления легко соединить разноуглеродные стали, цветной металл. При этом, можно строить практически любые конфигурации и совмещения с металлами.
Позволяет создавать изделие под любые фантазии и потребности.
Чаще всего, точечная сварка получила широкое применение в ремонте кабелей и бытовой техники. Точечная сварка позволяет производить ремонт аккумуляторов и других мобильных переносных устройств.
- Технология сварки
- Технология сварки аккумуляторов достаточно проста, пример можно посмотреть по видео ниже.
Весь процесс сварки заключается в нагреве рабочей металлической поверхности до пластичного состояния. В таком состоянии изделия легко деформируются и соединяются.
Для обеспечения качества требуется постоянное проведение процесса плавления. Непрерывность и определенная скорость рабочего темпа, сила нажатия являются ключевыми в работе. В дальнейшем эти параметры характеризуют качество изделий.
Основой принципа работы данной сварки служит преобразование электрической энергии в тепловую. Под воздействием тепла металлическая поверхность подвергаются плавлению.
Контакт электродов следует помещать в местах соединения 2 рабочих поверхностей деталей, необходимых для закрепления.
Застывание расплавленной массы происходит в момент отключения тока. Тем самым, исключается эффект растекания поверхности швов. Поэтому, данный вид сварки носит название точечный.
Присоединение частей деталей осуществляется за счёт закрепления поверхности при помощи специальных клещей. Которые, подразделяются на подвесные и ручные.
- Подвесные.
Получили широкое применение в условиях завода и промышленных предприятий, подлежат многократному использованию. - Ручные.
Основной функцией служит передача электротока на электроды.
- Высокая скорость работы;
- Наивысшая степень электробезопасности;
- Обеспечение качественного соединения;
- Изготовить устройство для сварки можно в ручную.
Вся система построена на элементарной передаче тепла в целях плавления металла в местах закрепления. На качество сварки может повлиять плохая очистка поверхности, видимые окислы.
Ознакомиться с техпроцессом можно по ссылке на видео.
Пользуясь законом теплопроводности, следовало бы учитывать этот параметр для большинства распространенных металлов. Параметры теплопроводности для некоторых из них представлены ниже в таблице.
| Наименование металла | Температура плавления, Сᵒ |
| Железо (низкоуглеродистая сталь) | |
| Медь | |
| Алюминий | |
| Цинк |



