
- Изготовление сварочных клещей для точечной сварки своими руками и их правильное применение
- Виды устройств
- Преимущества оборудования
- Работа споттером
- Подвесная модель
- Электроды
- Важные параметры выбора
- Питание
- Как работать со сварочными клещами?
- Самодельные
- Производители
- Изготовление своими руками контактной сварки с чертежами
- Конструктивное исполнение
- Самостоятельное изготовление
- Чертежи
- Изготовление трансформатора
- Изготовление клещей
- Выполнение работ
- Об оборудовании
Изготовление сварочных клещей для точечной сварки своими руками и их правильное применение

Время на чтение: 2 мин
Для того, чтобы соединить металлические элементы, чаще всего используют сварку. Для неё есть масса подходов и методов, и каждый используется в зависимости от ситуации и имеет свои плюсы и минусы.
Но основными критериями для выбора технологии всегда была скорость работы, свойства шва и, конечно, характеристики используемого металла.
Один из методов — точечная сварка (которую еще называют контактной) — соединяет в себе большинство преимуществ: быструю пайку, высокую точность, а также качество соединения, несложное исполнение.
Эту технологию можно использовать и в производственных цехах, и для домашнего ремонта. Лучше всего она проявляет себя при соединении тонких листов металла, поэтому часто является основной на автомобильных заводах.
Точечная сварка имеет один секретный нюанс. Чтобы сформировать точку сварки, мастер использует контактные сварочные клещи (зажим). Они могут не только прижимать элементы, но и нагревать их импульсами тока.
Это дополнение обеспечивает прочность сварного шва. Мы расскажем, как вы можете сделать сварочные клещи для точечной сварки дома самостоятельно, чтобы не платить лишнего за заводские в строительных гипермаркетах, тем самым сделать сварку дешевле.
- Общая информация
- Изготовление
- Заключение
Виды устройств
В ремонтных цехах, мастерских, а также в условиях небольших сборочных конвейеров, используется ручная контактная сварка. Основную роль в этом процессе играют зажимные сварочные клещи, которые обеспечивают сжатие заготовок с необходимым усилием и протекание через них электрического сварочного тока.
Зажимные клещи для сварки, применяемые в ремонтном и мелкосерийном производстве, могут иметь следующие виды исполнения:
- ручной вариант;
- подвесная конструкция.
Ручные клещи представляют собой приспособление, удерживаемое при сварке в руках, либо установленное на подставку. На фото изображены клещи КТР – 8.
Краткий перечень технических характеристик КТР – 8:
- клещи питаются от промышленной однофазной электрической сети 220 Вольт;
- мощность агрегата составляет 8 киловольт-ампер;
- общий вес – 14 килограммов;
- скорость выполнения операций достигает 3 сварные точки за 1 минуту при толщине двух свариваемых листов 1,5 миллиметра;
- напряжение холостого хода сварочного трансформатора – 2,5 Вольт.
После каждой точечной сварки необходим перерыв не менее 20 секунд. Максимальная толщина свариваемых листовых заготовок составляет 1,5 миллиметра. Агрегат очень удобен и прост в использовании, практически не требуется обучение персонала.
Ручные клещи для контактных сварочных работ применяются, как правило, при соединении относительно тонких заготовок. В ранних моделях, сжатие заготовок создавалось усилием сварщика через рычаг, как в обычных клещах.
Преимущества оборудования
Клещи для точечной сварки дают следующие преимущества:
- большая скорость работы;
- отсутствие необходимости в расходных материалах: плавящихся электродах, присадочных прутках, защитных газах;
- высокая прочность шва;
- малая масса и габариты сварочного аппарата;
- возможность создания герметичного соединения путем размещения по линии шва перекрывающихся сварочных пятен.
Контактную сварку широко используют для соединения тонколистовых заготовок, создании корпусов, сеток из арматуры, воздуховодов, емкостей для сыпучих продуктов и сосудов низкого давления. Применяет такая технология и при сборке и ремонте автомобильных кузовов. Самые миниатюрные сварочные клещи используют при сборке кожухов в приборостроении.
Работа споттером
Работать с тонким листовым материалом можно также споттером. В основном это устройство предназначено для приварки вспомогательных элементов к помятым кузовным деталям автомобилей при производстве кузовного ремонта.
Применение этой технологии позволяет выравнивать поврежденные элементы кузова, доступ к внутренним поверхностям которых затруднен. Помятые детали кузова в этом случае нет необходимости демонтировать.
Споттер не предназначен для выполнения большого объема сварочных работ. Энергия, необходимая для осуществления контактной сварки запасается в накопительном конденсаторе. Это позволяет сэкономить на трансформаторе, так как здесь его габариты и вес значительно меньше.
Но с другой стороны, заряд конденсатора требует некоторого времени, что снижает «скорострельность» устройства.
Подвесная модель
Этот вид оборудования используется в крупных ремонтных центрах и на промышленных предприятиях c серийным производством, выполняющим большое количество однотипных операций.
Самые совершенные модели снабжаются уравновешенным подвесом с гироскопом, стабилизирующим положение устройства в пространстве. В корпусе размещен мощный трансформаторный источник тока и автоматизированный блок управления, контролирующий силу тока, прижимное усилие и продолжительность импульса.
Производительная пневмосистема обеспечивает быстрое подведение электродов к заготовке, прижим с заданной силой и быстрое отведение. Пневмосистема питается от общецеховой магистрали сжатого воздуха или от отдельного компрессора.
Удобная рукоять позволяет точно наводить устройство на место сварки и нажатием кнопки давать команду на импульс.
Электроды
На конце рабочей части клещей расположены электроды, изолированные от металлических элементов конструкции и являющиеся сменными элементами устройства.
К каждому электроду подходит питающий кабель от сварочного трансформатора. Сжатие соединяемых деталей осуществляется электродами. Изготавливаются эти важнейшие элементы устройства из сплавов на основе меди.
Безусловно, этот выбор обусловлен высокими электротехническими качествами меди. Для увеличения прочности и жаростойкости изделий, а также уменьшения их выгорания в процессе эксплуатации, сплав обогащается легирующими добавками хрома, кадмия, бериллия и других элементов.
Важные параметры выбора
Выбирая аппарат, необходимо принимать во внимание их основные характеристики:
- Рабочий ток. Он определяет толщину соединяемых заготовок. При максимальном токе 3500А толщина соединяемых деталей до 1 мм. Ток в 6000А позволит иметь дело с заготовками до 4 мм.
- Вылет электродов. Определяет размеры заготовки со стороны шва и отстояние линии шва от края.
- Материал электродов. Применяются медные сплавы с присадками: Be, Cd, Cr и другими. Они способствуют увеличению срока службы электрода, повышая его прочность и снижая необходимость частого затачивания.
- Масса устройства. Сварочные клещи для выполнения точечной сварки рассчитаны на частое применение, поэтому слишком массивный агрегат будет приводить к быстрому утомлению работника и снижать производительность его труда.
Важно также учитывать тип привода прижима электродов, возможность их охлаждения, ток холостого хода, диапазон настройки длительности импульса и некоторые другие параметры.
Питание
Источником тока для сварочных клещей служат специальные понижающие трансформаторы. Сторона высокого напряжения подключается к промышленной электрической сети 380 Вольт, обмотка низкого напряжения обычно состоит из одного витка, выполненного цельным медным диском. Вторичная обмотка рассчитывается таким образом, что напряжение холостого хода составляет от 2 до 5 Вольт.
Ток, протекающий во вторичной обмотке клещей в процессе точечной контактной сварки, для разных моделей может достигать значений от 2 – 3 кА до 15 кА и выше.
Такие трансформаторы являются объемными и достаточно тяжелыми устройствами. Несмотря на это, в настоящее время преобладают конструкции, в которых трансформатор встраивается в общий корпус со сварочными клещами.
Это обусловлено тем, что в случае отдельного расположения трансформатора, необходимо обеспечивать его связь с электродами посредством кабеля большого сечения.
Такая связь, кроме того, что обладает большим весом и жесткостью, вызывает заметное падение напряжения в сварочной цепи. С весом же агрегата легко справиться, воспользовавшись подвесной конструкцией.
Как работать со сварочными клещами?
Наличие сварочных клещей устраняет основную проблему контактной сварки – необходимость подвода к рабочей зоне больших значений тока при одновременном обеспечении мобильности передвижения сварщика. Сварочная проволока в подобных ситуациях неприемлема, поэтому следует использовать только электроды. Особые требования предъявляются к корпусу: он должен обеспечивать безопасную передачу мощности, надёжность фиксации обеих зажимных узлов и удобство пользования. Поэтому сварочные клещи промышленного применения обычно снабжаются крепёжным узлом, при помощи которого они прикрепляются к более жёсткой из свариваемых деталей.
Подготовку к сварке с использованием сварочных клещей начинают с установки электродов в зажимных узлах. Чаще используется клеммный, более надёжный зажим. Важнейшей характеристикой оснастки является вылет – расстояние от оси поворота подвижного зажима до оси электрода. Величина вылета определяет максимальное расстояние от кромки свариваемого изделия. В большинстве конструкций оснастки вылет является величиной переменной, и варьируется в пределах 125…500 мм. Это повышает функциональность приспособления.
Вылет может регулироваться плавно и ступенчато. В более дешёвых конструкциях величина вылета изменяется переустановкой электрододержателей в требуемые пазы или отверстия на корпусе. В сварочных клещах с автоматическим приводом регулировка вылета иногда производится при помощи плунжера, выдвигаемого при помощи сжатого воздуха. Популярности у сварщиков такие устройства, однако, не получили: клещи становятся тяжелее, а для стабильности подачи воздуха требуется ресивер, что делает оснастку более громоздкой.
Определившись с величиной вылета, клещи устанавливают в необходимом месте и включают подачу тока. Реле обеспечит подачу тока к электродам при обеспечении требуемого усилия сжатия. Поставив очередную сварочную точку, педалью или рукояткой отключают питание, после чего перемещают инструмент в новое положение.
Самодельные
Начинают изготовление контактных клещей своими руками с основы конструкции. Для этого берут полосовую сталь толщиной 3-5 мм и шириной 20мм или круглый пруток в 12-16 мм. Из нее выгибают две половинки клещей. В середине следует предусмотреть отверстие для оси. Ось должна проходить через непроводящую втулку из гетинакса или фторопласта. Это позволит избежать электрического контакта между держателями электродов.
На концах сверлят отверстия для установки медных электродов. Концы пластин подгибаются таким образом, чтобы электроды сходились, двигаясь по одной линии. С других концов разделываются, обжимаются и пропаиваются кабели.
На рукоятки надевают отрезки резинового шланга. Это изолирует руки сварщика от токоведущих частей и повысит удобство работы.
Если клещи для выполнения контактной сварки планируется установить неподвижно и подносить к ним заготовки, одна ручка фиксируется к рабочему столу, а на другую надевают трубу — удлинитель для усиления прижима.
С трансформатора достаточной мощности снимают вторичную обмотку и заменяют ее двумя-тремя витками сварочного провода или медной жилы подходящего сечения. Управлять сварочным импульсом можно через ножной выключатель, подключенный через силовое реле.
Клещи для сварки, сделанные самостоятельно, позволят расширить возможности домашней мастерской в изготовлении конструкций из тонколистового металла. Необходимо только будет проверить мощность сети электроснабжения. Если мощность окажется недостаточной, работу устройства придется отложить до усиления электропроводки.
Также читайте на нашем сайте статью об устройстве для контактной сварки из трансформатора микроволновки
Производители
Выбирая изготовителя клещей для точечной сварки, нужно учитывать время его присутствия на рынке и общую репутацию. Фирмы с долгой историей дорожат своим добрым именем, используют для производства своей продукции самые передовые научные разработки и технические решения, применяют только качественные материалы.
Такой аппарат будет стоить существенно дороже, если сравнить его с продукцией малоизвестных фирм. Последние для удешевления продукции стремятся максимально упрощать конструкцию в ущерб долговечности и даже безопасности.
Процедурами контроля качества материалов, комплектующих и готовой продукции на этих предприятиях также часто пренебрегают. В результате недорогое изделие служит недолго и требует ремонта или замены. В этот момент выясняется, что сервисная сеть этого поставщика в стране не развита. Если планируется большой объем работ, лучше заплатить дороже и отдать предпочтение продукции проверенных временем поставщиков.
Среди российских производителей выделяется компанию Калибр, среди зарубежных- ESAB, Huter, Tecna.
Источник
Изготовление своими руками контактной сварки с чертежами
Машина контактной сварки не только проста при эксплуатации, но ее еще несложно изготовить. Главное, что необязательно владеть навыками данной работы. В том, как сделать самодельную контактную сварку своими руками и из доступных устройств, разберется даже новичок. Что такое контактное соединение?
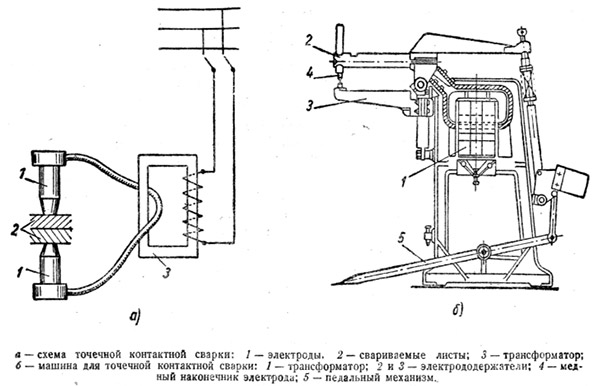
Виды контактной сварки:
Конструктивное исполнение
Машина точечной контактной сварки, изготовленная в бытовых условиях может быть предназначена для решения простых задач, возникающих в быту. С ее помощью несложно наложить шов, необходимый при ремонте или изготовлении изделий. Контактная точечная сварка получается путем нагревания отдельных элементов электрическим током и обеспечивается надежное соединение, и ремонтируемое изделия еще некоторое время прослужит.
Устройство функционирует в непосредственной зависимости от габаритов материала, его теплопроводности и мощности оборудования.
Параметры работы следующие:
- Невысокое напряжение от 1 до 10В.
- Время производства работ занимает несколько секунд.
- Сила тока от 1000 Ампер.
- Небольшая площадь расплавления.
- Давление к месту ремонтируемого образца должно быть сильным.
Аппарат контактной сварки своим руками сделать несложно. Он довольно прост в изготовлении. Для этих целей можно использовать в качестве автотрансформатора преобразователи тока от старого телевизора. Контактная сварка из микроволновки, а также сварка из инвертора или из ЛАТРа тоже будет неплохо функционировать.
При выборе наиболее подходящего трансформатора обмотки наматываются вновь, исходя из параметров напряжения и тока. Обозначение точечной контактной сварки согласно требованиям ГОСТ 14098.
Схема управления техническим устройством разрабатывается, либо можно воспользоваться существующей, размешенной на интернет-страницах, опять же на основании задаваемых параметров. Станок контактной сварки производится в соответствии с видами предполагаемых работ. Во множестве случаев выполняют клещи для контактной сварки.
Соединение должно быть выполнено правильно, чтобы был обеспечен непосредственный контакт, в том числе прохождения силы тока одного параметра. Особое внимание представляет трансформатор для контактной сварки и электроды для контактной сварки, закрепленные на клещах.
На агрегатах при недостаточном внимании на этот критерий возникает искрение, и конечный результат не достигается. Неплохим решением будет также шовная контактная сварка своими руками из инвертора или выполнение агрегата своими руками из микроволновки, а также СВЧ печь.
Самостоятельное изготовление
Машины контактно – стыковой сварки должны быть безопасны в период эксплуатации, а также необходимо знать для каких целей устройство будет использоваться. Самодельная контактная сварка изготавливается в бытовых условиях. Для этого учитывается, что толщина металла должна быть не более 1 мм, а сечение проволочных электродов не более 4 мм.
Работа сварочного аппарата осуществляется при 220 В и 50 Гц, при этом напряжение на выходе получается от 4 до 7 В. Показатель импульсного тока составляет до 1,5 тысяч А. Блок управления контактной сваркой можно смастерить, после просмотра видео.
Электрические схемы на чертеже совмещают следующие конструкции:
- выключателя, работающего в режиме автоматики;
- цепи для управления работой;
- силовой части;
- трансформатора для контактной сварки;
- тиристора однофазного для подключения питания к сети.
Схема обмоток включает первичную, имеющую шесть выходов для включения и обеспечения регулирования тока во вторичной. При этом первый подключается к сети, а 5 регулируют параметры процесса.
Схема пускателя на чертеже МТТ4 включает:
- Тиристорный ключ.
- Через два контакта одновременно происходит перераспределение нагрузки на другие 2 контакта через трансформатор.
Схема управления состоит из:
- блока питания из трансформатора;
- реле для замыкания контактов при подаче напряжения;
- диодного моста, выполняющего функцию выпрямителя.
Принадлежности для контактной сварки:
- Корпус, не пропускающий ток.
- Трансформатор, на который намотана поволока.
- Клещи.
- Электроды.
- Электросхемы.
- Ряд приборов безопасности: манометры для газа на входе давления.
Чертежи
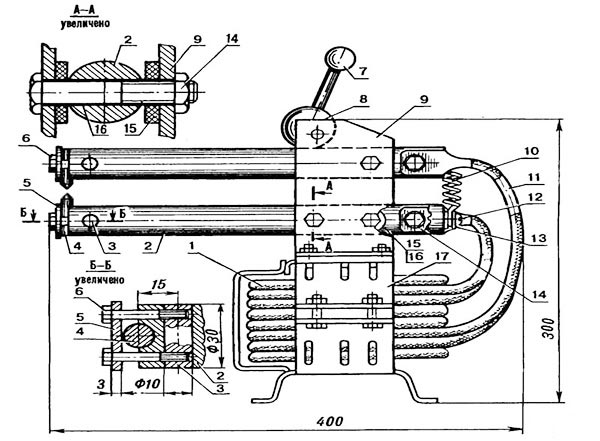
Изготовление трансформатора
Контактная сварка, основным конструктивным элементом которой является трансформатор, выполняется своими руками. Можно извлечь трансформаторное оборудование из любого устройства, главное, учесть расчет трансформатора, чтобы сила тока была не менее 2,5 А. Старую обмотку следует удалить, и установить кольца на магнитопровод из тонкого электропроводного картона. Этот провод обматывается лакотканью более чем в 3 слоя.
Для изготовления первичной обмотки следует использовать провода, изолированные тканью для лучшей пропитки, диаметром 1,5мм. Для вторички лучше применить многожильный провод 20 мм в диаметре в кремнийорганической изоляции. Рассчитать количество витков из расчета мощность аппарата. После наматывания перчвички наматывается хлопковая лента, затем на нее накладывается вторичка. Все пропитывается лаком.
Сварщик контактной сварки ручной машины должен знать все конструктивные элементы. Вакансии на эту специальность востребованы. Дуговая сварка тоже имеет в своем конструкторском решении трансформатор.
Изготовление клещей
Сварочный аппарат для контактной сварки оснащается клещами. Ручные клещи для контактной стыковки могут быть:
Во втором варианте предусмотрена хорошая изоляция и безупречный контакт с электродами. Для этого необходимо выносной рычаг выполнить длинным. Ручки соответствующей длины проще изготовить на выносной конструкции. Изоляция подвижного соединения должна быть надежной, как правило, для этого используются шайбы и втулки из текстолита.
Сварщик на машинах контактной сварки обязательно должен быть аттестован, но если он работает на производстве. Выполнение точечной сварки своими руками несложное занятие, как и дуговая сварка. В бытовых условиях может справиться каждый.
Выполнение работ
Дуговая сварка не подойдет для заваривания отдельных точек.
Перед выполнением работ необходима заточка электродов для контактной сварки, это знает каждый сварщик на машинах контактной сварки.
Контактная стыковая сварка оплавлением производится следующим образом:
- Устанавливаются детали между электродами.
- Под действием прижимного усилия создается сила трения между электродом и поверхностью.
- Выставляется максимальный зазор перед подачей напряжения. В процессе протекания тока создается контактное сопротивление.
- Подается напряжение и электрод перемещается, захватывая стыки, образовывая шов.
Контроль качества швов осуществляется государственного норматива. Стандарт – это ГОСТ 14098, на который ориентируются работники ОТК и на основании лабораторного испытания.
Об оборудовании
Общемашиностроительные нормативы времени на контактную сварку необходимы для выполнения производственных задач в заданный промежуток времени. Для нужд производства приобретается оборудование, например, контактная сварка tecna, формирующая соединения в виде точек.
ООО “ПФ Контактная сварка” выпускает, ремонтирует и дооснащает инверторные агрегаты. План предприятий, направленный на выпуск продукции в машиностроении, должен осуществляться при наличии современных устройств.
Многоточечные машины контактной сварки, в том числе их технология по принципу сварки сетки и стержней в неподвижном состоянии. Роликовая сварка этими машинами объединяет способы выполнения работ как прерывистым, так и непрерывным шагом.
Контактная точечная сварка, сделанная своими руками, нужна для выполнения ремонта изделий из тонкого металла, полиэтилена, в том числе полиэтиленовых труб, осуществляемая встык.
Сегодня представлено в продажу 91 сварочных агрегатов для контактной точечной сварки. Машина контактной точечной сварки МТ 1928 ЛМ предприятием ООО ПФ контактная сварка, изготовлена на основе полупроводников и на конденсаторах в состав комплекта входят:
- регулятор контактной сварки РКС 502 или регулятор контактной сварки РКС 801;
- клещи контактной сварки foxweld ктр 8 3097;
- на обмотку устанавливается контроллер pic16f628.
Машиной выполняются одноточечные соединения, также возможно соединение полиэтиленовых труб. Контактной сварки МТ достаточно для сварки арматуры.
С помощью этого агрегата выполняется контактно стыковая сварка проволоки.
Видео: точечная сварка своими руками (споттер).
Аппарат Акс 2М применяется для сварки медных и цветных сплавов, выполняется точечная сварка аккумуляторов. Сварка для аккумуляторов своими руками несложная по технологии.
Профессиональный сварщик контактной сварки получает специальность в учебном заведении. Вакансии электрогазосварщиков, в том числе и сварщик на машинах контактной сварки или сварщик контактной сварки, всегда открыты на предприятиях.
Источник



