
- Куда приделать катушку с припоем
- Комментарии ( 20 )
- Твердый припой своими руками
- Отличия высокотемпературной пайки от низкотемпературной
- Применение пайки твердыми припоями
- Источники нагрева при высокотемпературной пайке
- Технология высокотемпературной пайки
- Пайка и её особенности
- Виды припоя
- Пайка мягкими припоями
- Твердые припои для пайки
- Прочие типы флюса
- Общие советы по флюсам
- Как использовать припой для пайки?
- Как выбрать припой и его разновидности?
- Типы припоев для проведения пайки
- Изготовление припоя своими руками
- Как правильно паять латунь?
- Как сделать припой в домашних условиях
- Разновидности и особенности припоев
- Инструкция по изготовлению
- Рекомендации по применению
- Заключение
- Ваш идеальный серебряный припой?
Куда приделать катушку с припоем

Катушка с тонким оловянно-канифольным припоем — это одно из лучших изобретений человечества. Но вот у меня она вечно перемещается по столу и порой мешает (а пространства как обычно не хватает). Когда мне надоело ее таскать по столу — я приклеил к доске тюбик от бифидобактерий Бифиформ и надел на него катушку- было довольно удобно. Но локтями переодически стукался об этот столбик. В итоге попались на глаза две большие канцельярский прищепки и карандаш. Повесив все это на лампу, я получил идеальный конструктив:) Рукам больше не мешает. Так как катушка вращается с некоторым трением из-за кривого расположения оси, то припой сам не разматывается, а только когда тянешь с небольшим усилием. Так что рекомендую тем у кого катушка тоже гуляет по столу!

Комментарии ( 20 )
А в чем проблема сделать аналог из подручных материалов, но более основательно, чем на фотке из топика?


таких катушек не продают что ли уже? обязательно брать кило припоя и потом городить к нему еще держатель?
спокойно держу такую катушку в руке
а тонкий наматываю на безымяный палец левой руки. при достаточной сноровке держишь в правой паяло, в левой пинцет и безымяны подносишь припой.
Если хочется держать в руках, можно сделать так:
Берется обычный механический карандаш, припой 0.5, шпулька от швейной машины и скрепка. Все что нужно сделать — закрепить шпульку на скрепке на обратном конце карандаша, причем так чтобы ее можно было снимать. Я использовал сугру. Кроме того надо в верхней части карандаша и в верхней части внутреннего стержня сделать продолговатое отверстие шириной несколько миллиметров. После этого припой с большой катушки продевается через цангу карандаша, дальше подхватывается пинцетом или крючком (нитевдеватель, например) и выводится через отверстие наружу. После этого спокойно наматывается на шпульку, сколько влезет и отрезается от большой катушки.
Пользоваться точно так же, как и обычным механическим карандашом. Можно подавать припой кнопкой, а можно зажать кнопку и вытащить сколько надо.
Довольно удобно, потому что ничего не разматывается, можно положить куда угодно, поставить в стакан с другими инструментами, повесить на клипсу хоть на лацкан, да и вообще делать все то же самое, что с карандашом.
Источник
Твердый припой своими руками
И все же, несмотря на то, что низкотемпературная и высокотемпературная пайки представляют собой явления одной сущности, их технология, используемые материалы и оборудование, характеристики получаемого соединения существенно различаются. Что, собственно, и явилось основанием для разделения этих способов. За граничную температуру, разделяющую их, приняты 450°C.
Отличия высокотемпературной пайки от низкотемпературной
Важным отличием высокотемпературной пайки от низкотемпературной является повышенная термоустойчивость соединения. Поскольку температура плавления твердых припоев значительно выше температуры плавления мягких, соединение, выполненное высокотемпературной пайкой, способно работать при более высоких температурах, сохраняя все свои свойства. Во многих случаях при выборе способа пайки, эта особенность является определяющей.
Но есть и то, в чем пайка твердыми припоями уступает пайке мягкими припоями. Относительно высокая температура может вызывать структурные изменения в некоторых металлах. Такое, в частности, наблюдается в чугуне, в котором при пайке могут возникать закалочные структуры, приводящие к повышенной хрупкости металла в зоне шва.
Высокая температура плавления твердых припоев предъявляет свои требования к источникам нагрева. Они должны обеспечивать расплавление припоев, температура плавления которых достигает иногда 1000°C. Это исключает использование при высокотемпературной пайке удобных паяльников, являющихся основным инструментом при пайке мягкими припоями.
Резюмируя вышесказанное, можно подвести итог сравнения высокотемпературной и низкотемпературной паек. К достоинствам первой относится высокая прочность и термоустойчивость соединения, к недостаткам — сложность технологического процесса, обусловленная необходимостью прогрева паяемых деталей до относительно высоких температур.
Применение пайки твердыми припоями
Пайка твердыми припоями является основным способом при изготовлении металлорежущего инструмента с твердосплавными пластинами. Припаивание последних обеспечивает достаточную прочность соединения и не оказывает отрицательного воздействия на твердость и геометрию режущих пластин.
Изготовление всевозможных сосудов из цветных металлов и нержавеющих сталей, соединение стальных и медных трубопроводов, работающих под высоким давлением или повышенной температуре в различных системах — холодильных, теплообменных и пр. — также не может обойтись без пайки твердыми припоями.
Широко используется высокотемпературная пайка при ремонте автомобилей — радиаторов, трубопроводных систем двигателя и трансмиссии, кузовов, различных деталей — везде, где нельзя или нежелательно применять сварку.
Целесообразно использование высокотемпературной пайки для соединения между собой тонкостенных деталей, работающих при значительных нагрузках и упругих деформациях.
Для ремонта медных и латунных бытовых изделий, подвергающихся в процессе эксплуатации высоким температурам, высокотемпературная пайка является способом ремонта не имеющим альтернативы. Таких, например, как старинный самовар, растапливаемый дровами. В этом случае мягкие припои не могут применяться из-за неспособности выдерживать высокую температуру нагрева.
Источники нагрева при высокотемпературной пайке
Основными источниками нагрева при высокотемпературной пайке являются газовые горелки различных типов, индукторы и печи. Применяется также нагрев электросопротивлением. В быту чаще всего твердыми припоями паяют с помощью горелок.
Иногда используют в качестве припоя и технически чистую медь. Однако гораздо чаще используют пайку медными припоями, представляющими собой соединения меди с другими металлами — цинком, серебром, кремнием, оловом и пр. Каждый из этих элементов вносит свою лепту в технологические свойства припоев. Почти все они снижают температуру плавления (у чистой меди она составляет 1083°C).
При высокотемпературной пайке используются медно-цинковые, медно-фосфорные, серебряные припои и латуни.
Медно-цинковые припои. Существует большое количество медно-цинковых припоев (ПМЦ-35, ПМЦ-39, ПМЦ-50, ПМЦ-54, ПМЦ-57 и пр.). Цифры указывают процентное содержание меди. Их используют для пайки бронзы, меди, стали. Недостатком чисто медно-цинковых материалов является плохая работа в условиях ударных, вибрационных и изгибающих нагрузок. Чтобы убрать или снизить этот недостаток используют легирование их другими металлами (например, латуни можно рассматривать как легированные медно-цинковые припои). Легированные медно-цинковые припои используются, в частности, при пайке твердосплавных резцов.
Медно-фосфорные припои. Медно-фосфорные припои (ПМФ-7, ПМФ-9, ПМФОЦр-6-4-0,03) представляют собой сплав меди с фосфором. Следующая за буквами цифра указывает на процентное содержание фосфора. Припой ПМФОЦр-6-4-0.03, кроме меди и фосфора, содержит олово и цирконий.
Медно-фосфорные припои относятся к среднеплавким (700-850°C), обладают высокой текучестью и хорошей коррозионной устойчивостью к агрессивным средам. Используются для пайки меди и ее сплавов (бронзы, латуни, мельхиора). Можно их использовать и в качестве заменителя серебряных припоев при ремонте ювелирных изделий.
Пайка сталей и чугуна медными припоями, содержащими фосфор, не применяется из-за повышенной хрупкости соединения и его неспособности переносить ударные, вибрационные и изгибающие нагрузки. Это вызвано образованием по границе шва пленки фосфитов.
Отличительную особенность медно-фосфорных припоев является то, что они являются самофлюсующимися. При пайке ими медных изделий, применение флюса не обязательно.
Латуни. Широкое распространение в качестве припоев получили латуни, которые являются сплавом меди с цинком. Латуни Л62 и ЛОК-62-06-04 дают прочные паяные соединения. ЛОК-62-06-04 отличается от Л62 наличием олова и кремния, обеспечивающих более высокие технологические свойства припоя. Олово увеличивает жидкотекучесть и снижает температуру плавления, а соединения кремния предохраняют цинк от окисления и испарения. Латуни применяются при пайке меди, стали, чугуна.
Серебряные припои. Серебро является отличным материалом для пайки. Серебряным припоям, которые представляют собой в основном сплав серебра с медью и цинком, принадлежит первое место по растеканию, смачиваемости, прочности и антикоррозионности. Не будь они такими дорогими, можно было бы отказаться от всех остальных припоев, используя только серебряные. Благо они обладают универсальностью и способны паять практически любой металл.
Припои на основе серебра обозначаются буквами ПСр (ПСр-15, ПСр-25, ПСр-45, ПСр-65, ПСр-70). Марки ПСр-15 и ПСр-25 используются для пайки не очень ответственных деталей. Если требуется получить особо качественное соединение, используют припой ПСр-45, имеющий 45% серебра, 30% меди и 25% цинка. ПСр-45 обладает отличными качествами — вязкостью, ковкостью, жидкотекучестью, устойчивостью против коррозии, способностью выдерживать вибрацию и удары. Припой ПСр-65 не уступает ПСр-45, но слишком дорог.
Серебряными припоями можно паять практически любой металл — медь и ее сплавы, серебро, стали и пр. Однако в силу их дороговизны пайку серебряными припоями применяют только там, где это экономически целесообразно, в частности, для соединения нержавеющих сталей, относящихся к разряду труднопаяемых и требующих припоев, обладающих хорошей смачиваемостью и позволяющих избежать коррозии, которая может возникнуть в спае.
Пайка меди и ее сплавов может производиться с помощью чистой буры, которая является универсальным флюсом для высокотемпературной пайки.
Используются различные формы выпуска флюсов — жидкости, порошок, кусочки (кристаллы буры, например). Чтобы облегчить их дозирование (избыток флюса так же нежелателен, как и недостаток), используют объединение их с припоем. Делается это разными способами — добавлением в виде порошка в сыпучие формы припоев, обмазкой прутков припоя или помещением внутрь трубочки из припоя, совместным прессованием таблетированных форм.
Технология высокотемпературной пайки
Пайка выполняется в такой последовательности. Механическим путем зачищаются стыковые части деталей. Операция необходима для удаления стойкой окисной пленки, которая покрывает нержавеющие стали.
Детали зажимаются в тисках в требуемом положении.
Зона пайки промазывается флюсом.
Зажигается горелка, и устанавливается необходимый режим горения. Пламя должно быть восстановительным, с небольшой нехваткой кислорода (но не до копоти и желтого огня). Пересыщенное кислородом пламя окисляет поверхность металла.
Производится разогрев паяемой зоны до начала изменения цвета детали (при прикосновении, флюс на прутке должен начать плавиться). Прогревать нужно все соединение, перемещая пламя в разные стороны.
Осуществляется офлюсовывание стыка флюсом с прутка — трением последнего по стыку. Если используется неофлюсованный пруток, после прогрева кончика, его нужно окунуть во флюс, чтобы тот покрыл его.
Нагрев зоны пайки доводится до вишневого цвета. Обычно пайка твердыми припоями производится в интервале цветов от темно-вишневого до светло-вишневого.
Расплавляется припой. При достаточном количестве флюса он легко растекается по зоне пайки, затягивается в стык.
После окончания операции производится зачистка спая.
Соединение двух и более неметаллических или металлических материалов и веществ посредством присаживаемого металла, называется пайка. Мы предлагаем рассмотреть, что такое флюс для пайки, как его можно изготовить своими руками, а также рассмотрим характеристики, и как сделать припой для меди, серебра, олова, нержавейки.
Пайка и её особенности
Чтобы получить действительно качественное соединение нужно выдержать специальную температуру в зоне шва. В среднем этот показатель варьируется в пределах 50-100 градусов. Также учитывается то, что температурный порог необходимый для того, чтобы расплавился припой, значительно выше, чем просто для плавления обрабатываемого металла. Положительные качества пайки:
- полная герметичность соединенных деталей;
- высокая прочность соединений;
- значительная экономия времени и затрачиваемых сил, в сравнении со сварочными процессами;
- на местах спайки образуется специальный слой-пленка, которая противостоит коррозии и окислению металлов.
Виды припоя
Припои – это достаточно специфический ряд веществ, которые должны соответствовать следующим условиям:
- Высокие показатели теплопроводности и электропроводности;
- Хорошая прочность и высокий коэффициент растяжения;
- Коррозионная стойкость;
- Преобразование в жидкую среду при воздействии температуры сварки;
- Контрастная величина остывания металла пайки и кристаллизации припоя.
Данные вещества варьируются в зависимости от температуры процесса паяния, и бывают мягкие и твердые.
 Таблица флюсов
Таблица флюсов
Пайка мягкими припоями
Пайка мягкими припоями может осуществляться только до температуры ниже, чем 400 градусов по Цельсию. Эти вещества позволяют обеспечить образование действительно прочного и одновременно мягкого шва, который не только будет отличаться относительной гибкостью но и хорошими показателями стойкости к коррозии и физическим воздействиям.
К мягким припоям относятся:
- Свинцово-оловянные
- Припои с малым содержанием олова
- Специальные и легкоплавимые
Припой, температура работы у которого 185 ÷ 267˚С – соединяет в себе олово и свинец. Также в небольшом количестве добавляется и сурьма. Перед покупкой обязательно проверяйте ГОСТ, там указана вся информация по припою. Например, ПОС 40 – последняя цифра означает что в данном веществе содержится 40% олова, в среднем сурьмы добавляется от 3 до 5 процентов, все остальное – свинец. Данные припои используются для соединения швов, которые не нуждаются в ответственности, т.е. не нагружены, не подаются битью или постоянной вибрации.
Для пайки также применяется бессвинцовой флюс. Их еще называются малооловянистые соединения. В основном их применяют для соединения небольших плат, контактов на нежных электрических схемах и т.д. Максимально допустимая температура плавления – 330 градусов по Цельсию.
Самые нераспространенные – это припои легкоплавкового типа, температура от 60 градусов до 145. Они приобретаются для низкотемпературной пайки или очень осторожной ручной сварки. В частности, их нельзя назвать основными припоями, т.к.у них очень маленькая прочность и эластичность. Они чаще применяются для повторного или ступенчатого паяния.
В отдельных случаях необходимо изготовление специального состава, его свойства подгоняются непосредственно для материалов, не поддающихся пайке (это флюс для никеля, низкоуглеродистой стали, алюминия, вольфрама и чугуна).
Рассмотрим самые популярные смеси:
- Флюсы для пайки алюминия в обязательном порядке должны быть на оловянной основе, также в них содержится бура, цинк, кадмий, но все, же олова в них содержится более чем 99 %. Цинк и кадмий необходимы для повышенной диффузии, которая способна проникнуть даже в глубинные слоя алюминия.
- Паста-флюс или гель для пайки микросхем, также такие припои используются для печатных плат.
 Флюс гель
Флюс гель
Для таких сплавов припои поставляются в виде разнообразных составов относительно густых, прутьев, лент и проволочных катушек (как для сварки). Также бывают чушки, которые наполовину заполнены флюсом из канифоли.
Твердые припои для пайки
Состав флюсов для пайки твердым припоем используется соединения проблемных мест, которые все время поддаются негативному воздействию окружающей среды (вибрации, перепады температур, удары и прочее). В основном это составы для высокотемпературной пайки, о т 400 градусов по Цельсию и выше. К ним относятся:
- Припой для твердого сплава из меди и цинка (до 1000);
- Фосфор и медь (до 900 градусов);
- Чистая медь применятся для процесса пайки высокоуглеродистого железа;
- Флюс безотмывочный, для пайки серебром (до 800 градусов включительно).
У твердоплавких припоев также есть свое распределение, они бывают тугоплавкими, с температурой для плавки от 850 градусов, и легкопавкие – с показателем выше данного температурного режима.
Нужно отметить, что смесь меди (используются марки М21, М11 и прочие) и цинка недостаточно распространена, из-за низких показателей прочности и относительно дорогой стоимости в большинстве случаев её успешно может заменить припой из бронзы с цинком или латуни.
Припои медно-фосфорного типа – это заменители очень дорогих серебряных флюсов. Они незаменимы при соединении медных металлов, бронзы, латуни и прочих соединений металлов, которые не должны работать на сгибы или ударные нагрузки. К слову, этот сплав еще называется припой для бесфлюсовой пайки (но не для меди).
Категорически запрещено использовать данные сплавы для пайки железа, черных металлов, низкоуглеродных сталей, т.к. при температурном воздействии и соединении с медью или фосфором образуется очень хрупкий химический элемент – фосфиды железа, который поспособствует тому, что шов разойдется.
Из-за металлофосфористых припоев образуются фосфиды железа, которые являются члишком хрупкими соединениями, и способствуют понижению качества металла, их не советуют использовать для пайки железа.
Видео: Приготовление паяльного флюса своими руками
Самым лучшим вариантом для таких спаечных процессов является серебряные припои. Они наиболее дорогостоящие. И используются также для соединения проводов, капиллярной сетки из проводов, и очень сложных плат из серебряных компонентов.
Прочие типы флюса
- Флюсы с ярко выраженными антикоррозийными свойствами. Это соединения на основе кислоты фосфора и растворителя, которые при взаимодействии образовывают органические соединения. Их очень выгодно использовать, потому что после процесса пайки не нужно использовать специальные очистители;
- Жидкие флюсы из салициловой кислоты, вазелина, золота и этилового спирта. Это самое удобное соединение для радиаторов, спайки электрических проводов. Этот флюс обеспечивает высокую чистоту шва и его аккуратность;
- Для того чтобы изготовить нейтральный флюс для электрических приборов, отличающихся повышенными требованиями к точности (реле времени, выключатели, для соединения контактов мобильных телефонов, и т.д.) понадобится соединения канифоли с воздухом. Канифоль очень низкоактивна и её следует применять только на подготовленных металлах, предварительно очищенных и залуженных;
 Канифоль
Канифоль - Активированные флюсы – это бура и канифоль. В большинстве случаев она используется для водопроводных соединений и пайки медных труб. Главным отличием является тот факт, что бура плавится при температуре от 70 градусов, при этом, не выделяя абсолютно никаких вредных соединений. Это только одна разновидность; Бура
- Еще для того, чтобы приготовить активированные флюсы можно использовать такой рецепт: смешиваем канифоль, анилин, добавляем немного ангидрида, салициловой кислоты и диэтиламина. Это неплохой вариант изготовления пайки для монтажных скреплений.
 Канифоль
Канифоль Бура
БураОбщие советы по флюсам
Самодельный флюс для пайки – это не всегда выгодный вариант, иногда его действительно выгоднее купить, тем более, что в большинстве случаев цена позволяет, скажем, smd или bga. На данный момент более сотни отечественных компаний производят флюсы и смеси для пайки и сварки, среди которых мы можем посоветовать лти 120, Brazetec, harris, rma, sanha, welco (в среднем стоимость от 80 рублей).
Продажа осуществляется в любом магазине электрических приборов и рынке во все городах: Екатеринбурге, Минске, Москве, Новосибирске, Харькове, Челябинске Ростове-на-Дону.
Нужно отметить, что в любом случае во время процесса сварки или пайки выделяются газы, которые могут навредить организму, но если пользоваться профессиональными смесями это вред будет гораздо ниже, поэтому остановите свой выбор на известных марках.
Как использовать припой для пайки?
Лучший припой для пайки металлов – это чистое олово. Но на практике применяется сплав, в котором основой выступает олово и добавляется свинец. Подобные припои можно встретить в продаже, причем марок у них немало. При желании его можно изготовить самостоятельно, если имеются в наличии все нужные ингредиенты. Припой из олова и свинца обозначается тремя буквами – ПОС, после которых идет число. Наиболее популярные марки – ПОС-60 и ПОС-40. Цифры – это процентное содержание свинца в смеси. Такими припоями проводится пайка как латуни, так и радиоэлементов и медных проводов.
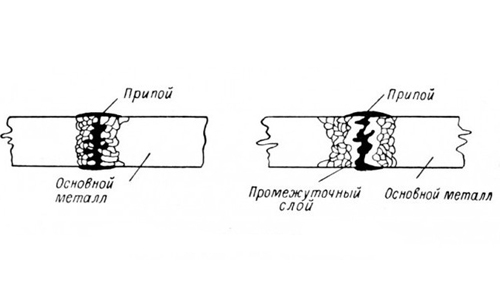
Схема пайки твердым припоем.
Как выбрать припой и его разновидности?
Перед началом работ обратите внимание на следующие нюансы:
- Какие металлы требуется паять?
- Какой способ пайки вы намерены использовать?
- Размер соединяемых элементов и их механическая прочность.
- Ограничения по температуре.
- Устойчивость соединяемых элементов к коррозии.
Обратите внимание на то, что температура плавления припоя, используемого при пайке, должна выбираться, исходя из диаметра проводов. Чем толще провод, тем выше температура плавления. Для тонких допускается применять припои с наименьшей температурой.
Типы припоев для проведения пайки

Марки и свойства припоев.
Все виды можно разделить на три огромные подгруппы:
- Сверхлегкоплавкие.
- Легкоплавкие.
- Тугоплавкие.
Последние не используются радиолюбителями, электрики их тоже нечасто применяют. Причина – температура плавления таких припоев 500 градусов и выше, не каждый специалист обладает оборудованием, которое способно обеспечить такой нагрев. Но преимущество сразу заметно: прочность у пайки очень высокая, соединяемые детали могут выдержать большие механические нагрузки. Для пайки полупроводниковых элементов такие припои не подходят. Проводить работы с серебряным припоем тоже необходимо при высокой температуре. С его помощью проводится пайка не только меди, но и стали, чугуна, никеля и его сплавов.
А вот радиолюбители используют легкоплавкие припои. У них температура плавления редко достигает 400 градусов. Вот только прочность у них не очень высокая. Но для пайки проводов и радиоэлементов ее достаточно. Одним из популярных припоев является марка ПОС-61, в котором олова около 38%, свинца 61%, а остальное – это присадки, улучшающие свойства смеси. Сверхлегкоплавкие тоже применяются радиолюбителями. Кадмий и висмут в них встречаются нередко, за счет чего температура плавления едва доходит до ста градусов. Идеально подходит такой припой только для пайки мелких радиоэлементов и кристаллов, так как выдерживает очень маленькие нагрузки.
Изготовление припоя своими руками
Чтобы сделать припой для пайки в домашних условиях, вам потребуется наличие следующих ингредиентов:
Еще нужны такие инструменты:

Материалы и инструменты для пайки латуни.
- Керамические формы (можно из гипса или жести).
- Стальная ложка.
- Стальная палочка.
- Емкость (желательно сталь).
Не забывайте о том, что работаете со свинцом – одним из опасных металлов. Надевайте очки и респиратор, помещение проветривайте. Для удобства наденьте перчатки, чтобы не получить ожог. Над газовой горелкой в емкости расплавьте свинец и олово, заранее взвесив их на весах и добившись нужной пропорции. При помощи ложки из стали снимите «навар» – шлак на поверхности. И, размешав стальной палочкой, чтобы металлы соединились равномерно, вылейте расплав в формы. Все, припой для пайки медных проводов и радиоэлементов готов, можно приступать к проведению монтажных работ. Не забудьте проветрить помещение.
Как правильно паять латунь?
С радиолюбительскими припоями все предельно понятно, но ведь иногда требуется и более массивные детали паять. Особенно сложно работать с латунными элементами, так как при пайке образуется на металле оксидная пленка. А еще испаряется цинк во время прогрева, так как латунь содержит большое количество этого металла. Выход один – нужно проводить пайку при низкой температуре, используя припой из олова и свинца. Но необходимо применять флюс, наиболее распространенным является из канифоли и спирта.
Чтобы спаять латунь марки Л-63, вам необходимо применить флюс, в состав которого входит потная кислота и хлористый цинк. Механической прочности очень высокой не добиться. Если сравнивать с пайкой меди, то прочность у латуни окажется вдвое меньшей. Во многом это связано с тем, что швы имеют пористую структуру. Причем поры образуются при любом способе пайки, как под высокой температурой, так и под низкой. Нередко применяется пайка латуни в газовой среде (при условии, что перед началом работ было проведено флюсование). Допускается не использовать флюс, если на поверхности латуни имеется слой никеля или меди.
В соляной ванне при температуре 850 градусов можно проводить пайку латунных элементов. Главное – в соляной раствор добавить немного флюса, в составе которого присутствует фторобат калия. Флюса должно быть примерно 4-5% от общей массы соляного раствора. Необходим флюс для того, чтобы припой как можно лучше проникал в зазор между соединяемыми деталями.
Латунь, богатая медью, спаивается следующими припоями:
Латунь, у которой низкая температура плавления, нуждается в использовании следующих припоев для пайки:
Для пайки латуни, в которой большое процентное содержание цинка, применяют марку припоя ПСр-40.
Использовать медно фосфорный припой нельзя, так как соединение оказывается малопластичным из-за образования при пайке фосфидов цинка на поверхности шва.
Если при эксплуатации элементов, которые подвергаются спайке, не возникает динамических и вибрационных нагрузок, то допускается применять припой ПМЦ-48 и ПМЦ-36.
Как сделать припой в домашних условиях
Многим радиолюбителям известно, как сделать припой для пайки. Для этого нужно знать характеристики припоев и соотношение элементов. В качестве сырья могут использоваться металлический бой или отработанные детали из приборов, батареек, монет и т. д. Что можно использовать в качестве припоя, и где найти вещества:
- Олово можно снять с лампочки или плат старой ненужной техники. Тонким слоем покрываются стенки пищевых банок, крышек.
- Свинец находится в чистом состоянии в аккумуляторах, кабелях, автомобильных дисках.
В качестве припоев используются легкоплавкие металлы (относительно температуры плавления соединяемых деталей). В основном это двухкомпонентные сплавы, реже 3-составные. Основное значение имеет соотношение этих элементов: при повышении содержания в составе более легкоплавкого металла, понижается температура плавления, и наоборот. Как сделать серебряный припой в домашних условиях, самый тугоплавкий из всех существующих, расскажем в статье.

Разновидности и особенности припоев

Важно! Легкоплавкие припои до 450° С наносятся при помощи паяльника, тугоплавкие (до 1100°С) сплавляются газовой горелкой.
Во избежание порчи изделия, можно узнать, как сделать припой в домашних условиях. Существует 3 основных типа.
Большая доля припоев, используемых для пайки радиоэлектроники, изготавливается на основе олова. Вторым и обязательным компонентом является свинец. В зависимости от пропорций отличаются свойства припоя: чем больше содержания свинца, тем выше температура плавления. Для повышения прочности и температуры плавления, в припой может быть добавлен третий элемент: кадмий, сурьма.
Бессвинцовые припои — это новая разработка химиков. Такие припои изготавливаются на основе олова, но с добавлением серебра, кадмия, цинка, меди, алюминия. Все припои на основе олова отличаются высокой адгезией с металлическими поверхностями. Хорошо смываются кислотами, а также позволяют проводить работы с большим количеством металлов. Они относятся к легкоплавким и маркируются индексами ПОС.
Тугоплавкие припои имеют температуру плавления 450-1100° С. В их состав входят такие элементы: медь, серебро, магний, никель в разных соотношениях. Предназначены для соединения меди, латуни, серебра, бронзы. Маркируются Cu-Ag как ПСР, а Cu-Zn как ПМЦ. Оба типа припоев можно изготовить в самостоятельно.
Выше перечисленные элементы встречаются во многих деталях, которые можно найти в хозяйстве, но можно ли чем заменить припой в домашних условиях? Сам припой — нет, но замену можно найти канифоли, используя нехитрые вещества, которые находятся в аптечке или на кухне. Это обычный аспирин (не шипучий), жир, смола хвойных деревьев, кислоты со стеарином, электролит из батарейки и, самый дорогой, — янтарь.
Инструкция по изготовлению
Готовим припой для пайки серебра своими руками. Поскольку для расплавления тугоплавких элементов используется горелка, делаем это в гараже или мастерской. Серебряный припой состоит из 2 элементов:
- серебра в количестве 3 гр;
- латуни (медь + цинк) 1 гр.
Серебро должно быть максимально чистым — 925 пробы. В качестве латуни можно использовать бой латунных изделий, монеты. Или взять в соотношении 70% меди и 30% цинка. Двухкомпонентный сплав должен быть именно в таком соотношении, поскольку при увеличении содержания цинка уже до 40%, повышается хрупкость.
Расплавлять элементы нужно в первую очередь те, которые иметь высокую температуру плавления и добавлять остальные по уменьшению. Температура плавления меди — 1080° С, серебра — 930° С, цинка — 420° С.

Для производства домашнего припоя нам понадобится небольшая изложница и чаша, в которой мы будем плавить. Лучше всего, если это будет чугун. Прогреваем изложницу и добавляем в нее немного воска, нагреваем чашу. Если мы используем готовую латунь, то плавление начинается с серебра. Если это 3 отдельных элемента, то плавление начинаем с меди. При неполном расплавлении добавим серебро, при смешивании процесс начинает происходить быстрее. В конце добавляем цинк. Не переставая нагревать чашу с металлом, сливаем получаемый расплав в изложницу. Охлаждение расплава происходит очень быстро, за считанные секунды. После кристаллизации можно полученную заготовку охладить.
Чем можно заменить припой для пайки оловянный? Эта категория отличается высокой пластичностью и адгезией к металлической поверхности. Невысокая тугоплавкость позволяет применять припой для цветных металлов и тонких деталей. Получается смесь при смешивании олова и свинца в чистом виде. Получить сами элементы можно химическим методом, извлекая олово из консервных банок и крышек. Делаем поэтапно:
- Наливаем воду в банку, ставим на огонь и кипятим. Моем.
- Соединяем 3 батарейки и аккумулятор на 9-2 вольт. Положительный полюс соединяем с банкой, отрицательный с металлом любой формы (пусть это будет электрод).
- Заполняем банку едким натрием или раствор соды.
- Опускаем электрод в банку, но так, чтобы он не дотрагивался до ее стенок.
- Со временем на аноде (электроде) появится осадок чистого олова.
Метод извлечения олова из старых плат требует использования соляной кислоты с последующим выщелачиванием.
Свинец получить в домашних условиях гораздо проще, для этого достаточно:
- разобрать старый аккумулятор;
- найти рыболовные грузила или дробь;
- разобрать и очистить свинцовый кабель;
- найдя ненужные пломбы с водного счетчика.
Рекомендации по применению
Важно! Первоначально расплавляется самый тугоплавкий металл, после чего по степени убывания добавляются остальные компоненты.
Припой применяется в 3 видах: проволока, порошок или стружка и пластина. Выбор формы указывается либо личными предпочтениями, либо особенностями конструкции.
Если вы ищете, где взять припой в домашних условиях, если нет под рукой покупного, определите степень значимости изделия. Возможно полученный припой не будет соответствовать желаемому химическому составу и не обеспечит механические параметры.
Заключение
Альтернатива, чем можно заменить припой, существует в нескольких вариантах. Выделим цели, которые достигаются пайкой: жесткое скрепление деталей (для электроники — сохранении токопроводящей способности элемента). Добиться такого результата можно, при использовании следующих видов клея:
- эпоксидной смолы;
- клеевого пистолета.
Недостатком такого соединения можно считать высокую хрупкость смолы и небольшую прочность горячего клея. Если эти недостатки недопустимы и припоя нет, то можно изготовить даже самый тугоплавкий — медный припой своими руками.
Ваш идеальный серебряный припой?
![]()
![]()
Изините,что вы с этой классикой делаете.?На вид это медь.,возможно латунь.
![]()
![]()
![]()
![]()
Мария, я занимаюсь пайкой серебра не так давно, поделюсь что у меня, а более опытные мастера Вам дополнят, я думаю. Мне тоже готовят в юв. мастерской твердый припой в ленте, я паяю с ним, никогда ничего не расходится, единственно, к нему надо приспособится. Подходит для пайки шинки или др. относительно крупных деталей. И я покупала на ebay полутвердый припой в проволоке, нарезаю ножницами и использую при пайке более мелких деталей, напр, каст для камушка. Шприцем еще не пользовалась, собираюсь покупать, тоже думаю, какой лучше брать — твердый, мягкий или медиум.
![]()
красноселы скань паяют одним припоем))) а паек там очень много ьи длинные швы)))) тверже берут для основы для рантов))) а все остальное текучим припоем. все зависит от опыта. а шприцы )) ну не напасешься и дряни нанюхаетесь)))) хоть вся ювелирка не добавляет здоровья.
![]()
![]()
Только вонючий он уж больно 
По любому, надо хотя бы два припоя. В начале достаточно две проволочки спаять, а потом захочется многослойности.
![]()
![]()
![]()
Наталья, там хитрость в чем -сначала плавим серебро чистоту, при расплавлении -бура и потом латунь, и лить надо сразу, не гонять расплав по тиглю -чем дольше греем, тем больше цинка выгорает (он у вас в латунь входит), а именно цинк отвечает за текучесть припоя.
лить -лейте просто на асбест и чем -нибуть потом приприплющите пока красное, хоть обратной стороной пинцета, хоть пяточкой для колец. не надо лить в изложницу -там надо стараться, а это время занимает. качество отливки не критично, а цинк долго греть нельзя -так что лить можно как попало, лишь бы быстро
я пробовала советский полтинник 20х годов + 3г латуни(не знаю, что за латунь) . но там в полтиннике не чистота, проба там 900 и что там за остальные присадки -не знаю, там не только медь по слухам. а способ это очень известный, считается , что вместо латуни лучше 3 копейки как для автомата для газировки кинуть, там вроде тоже дивные присадки и на выходе будет дивный припой.
ЗЫ. припой там действительно получается хороший, меня так взрослые дядьки научили, он полегче ПСр70
Источник



