
- Полезная приспособа для работы с плазморезом
- Основные этапы работ
- Изготовление плазмореза из инвертора своими руками: инструкция, схемы, видео
- Схемы плазмореза на примере аппарата АПР-91
- Элементы самодельного аппарата для плазменной резки
- Конструкция плазменного резака и рекомендации по его изготовлению
- Особенности работы плазмореза
- Самодельный чпу плазморез своими руками
- Купить недорогое оборудование для раскроя листового железа ЧПУ
- Плазморез своими руками из инвертора
- Особенности сборки плазмореза своими руками
- Принцип действия плазмореза
- Подбор составных частей плазмореза
- Особенности маркировки плазморезов
- Изготовление плазмореза с ЧПУ своими руками
- Реально ли сделать своими руками ЧПУ плазморез
- Рабочий стол
- Направляющие и управление
- Стоимость станка
- Как мы ЧПУ плазморез запускали [ч.1]
- Сообщества › Самодельный Гаражный Hi-End › Блог › Станок плазменной резки с ЧПУ
Полезная приспособа для работы с плазморезом

Чтобы вырезать в металле ровные круглые отверстия при помощи плазмореза, можно использовать для этого специальное приспособление. Его несложно сделать своими руками.

Для изготовления данной самоделки потребуется электромагнит, моторчик от дворников авто с редуктором, обрезки металла.
На звездочку моторедуктора автор надевает толстую шайбу, а потом обваривает ее.

К этой шайбе приваривается пластина с ранее просверленными отверстиями, а к ней прикручивается уже электромагнит.

Основные этапы работ
На следующем этапе автор вкручивает в корпус моторедуктора шурупы, а к ним приваривает металлическую пластину.
После этого необходимо будет отрезать кусок уголка. Его нужно приварить к пластине. Сварные швы зачищаем при помощи УШМ.

Уголок выступает в качестве направляющей. На него автор устанавливает подвижное крепление для плазмореза.

К опорной площадке (из металлической пластины) мастер приваривает кусок круглой трубы с кольцом в верхней части, чтобы фиксировать кабель.

Устанавливаем приспособление на лист металла, включаем электромагнит и моторедуктор. Работа идет — нам остается только контролировать этот процесс со стороны.

Подробно о том, как сделать своими руками полезную приспособу для работы с плазморезом, рекомендуем вам посмотреть в видеоролике на нашем сайте.
Источник
Изготовление плазмореза из инвертора своими руками: инструкция, схемы, видео

Заводской аппарат для плазменной резки. Наша задача: сделать аналог своими руками
Сделать функциональный плазморез своими руками из серийного сварочного инвертора не так уж сложно, как это может показаться на первый взгляд. Для того чтобы решить эту задачу, необходимо подготовить все конструктивные элементы такого устройства:
- плазменный резак (его также называют плазмотроном);
- сварочный инвертор или трансформатор, который будет выступать в роли источника электрического тока;
- компрессор, при помощи которого будет создаваться струя воздуха, необходимая для формирования и охлаждения потока плазмы;
- кабели и шланги для объединения в одну систему всех конструктивных элементов аппарата.
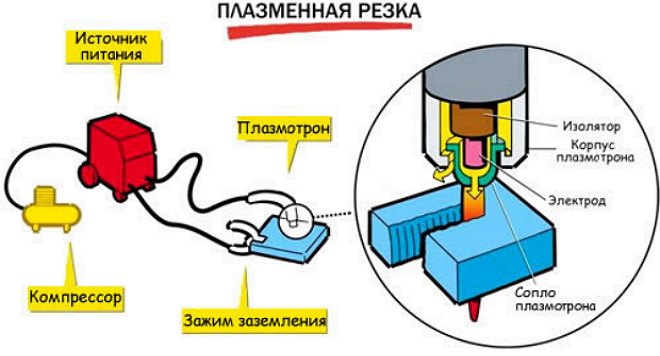
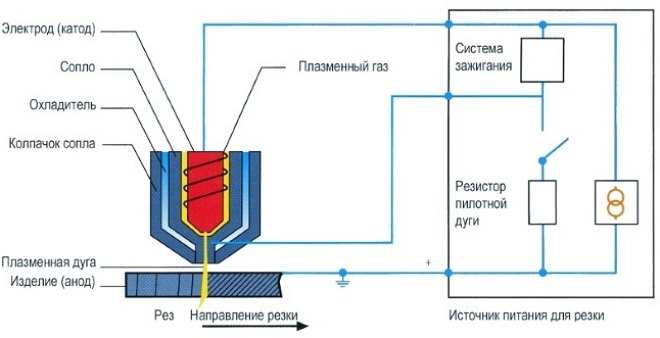
Общая схема работы плазменной резки
Плазморез, в том числе и самодельный, успешно используется для выполнения различных работ как в производственных, так и в домашних условиях. Незаменим такой аппарат в тех ситуациях, когда необходимо выполнить точный, тонкий и высококачественный рез заготовок из металла. Отдельные модели плазморезов по своим функциональным возможностям позволяют использовать их в качестве сварочного аппарата. Такая сварка выполняется в среде защитного газа аргона.

Газовый шланг и обратный кабель для плазменной резки
При выборе для комплектации самодельного плазмотрона источника питания важно обращать внимание на силу тока, которую такой источник сможет вырабатывать. Чаще всего для этого выбирают инвертор, обеспечивающий высокую стабильность процессу плазменной резки и позволяющий более экономно расходовать электроэнергию. Отличаясь от сварочного трансформатора компактными габаритами и легким весом, инвертор более удобен в использовании. Единственным минусом применения инверторных плазморезов является трудность раскроя с их помощью слишком толстых заготовок.

Горелка плазменного резака ABIPLAS и ее составные части
При сборке самодельного аппарата для выполнения плазменной резки можно использовать готовые схемы, которые несложно найти в интернете. В Сети, кроме того, есть видео по изготовлению плазмореза своими руками. Используя при сборке такого устройства готовую схему, очень важно строго ее придерживаться, а также обращать особенное внимание на соответствие конструктивных элементов друг другу.
Схемы плазмореза на примере аппарата АПР-91
В качестве донора при рассмотрении принципиальной электрической схемы мы будем использовать аппарат плазменной резки АПР-91.
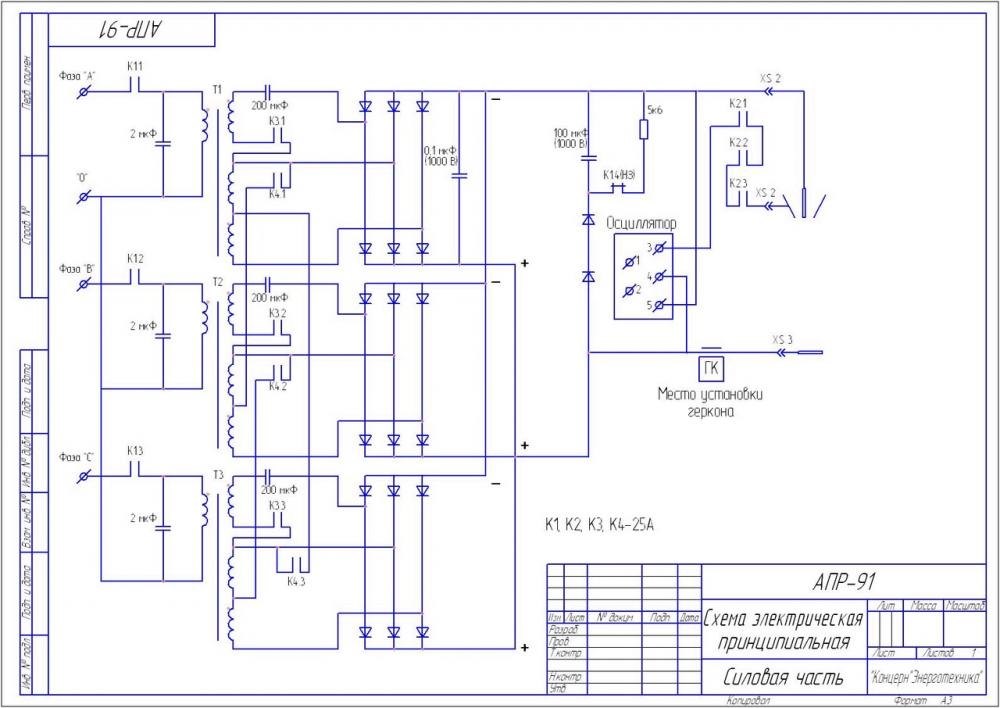
Схема силовой части (нажмите для увеличения)
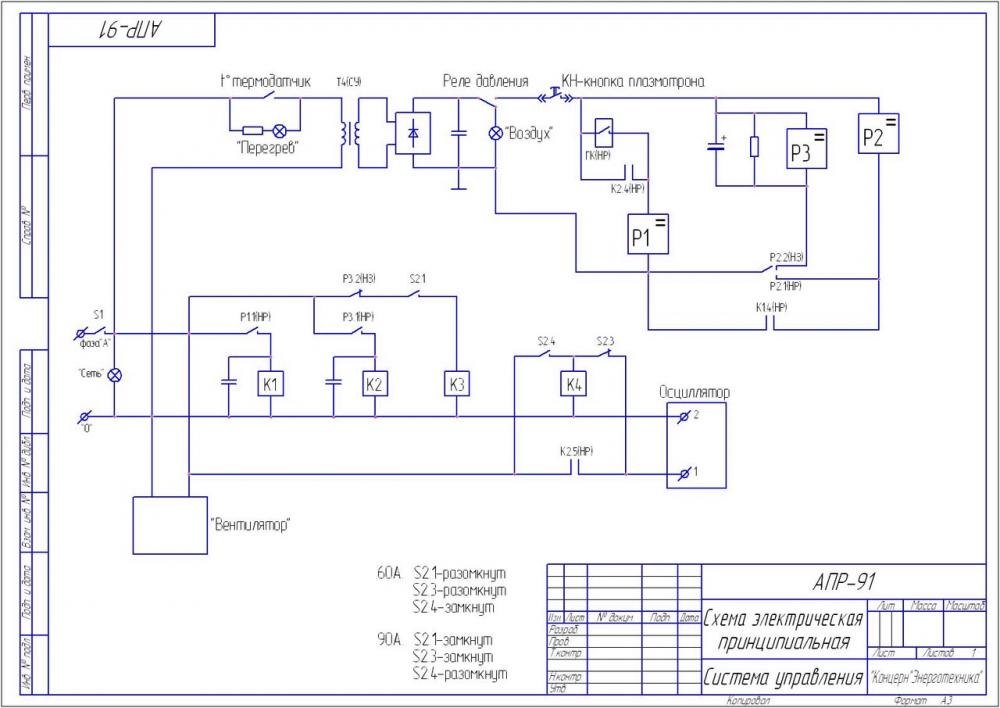
Схема управления плазмореза (нажмите для увеличения)
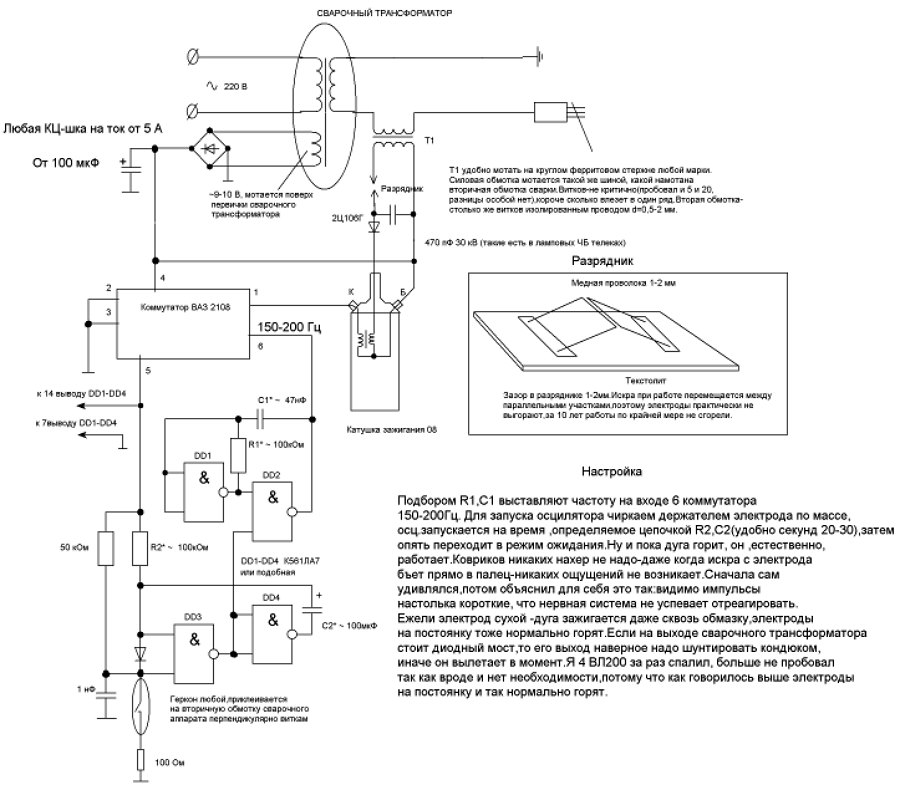
Схема осциллятора (нажмите для увеличения)
Элементы самодельного аппарата для плазменной резки
Первое, что необходимо найти для изготовления самодельного плазмореза, – это источник питания, в котором будет формироваться электрический ток с требуемыми характеристиками. Чаще всего в этом качестве используются инверторные сварочные аппараты, что объясняется рядом их преимуществ. Благодаря своим техническим характеристикам такое оборудование обеспечивает высокую стабильность формируемого напряжения, что положительно сказывается на качестве выполнения резки. Работать с инверторами значительно удобнее, что объясняется не только их компактными габаритами и незначительным весом, но и простотой настройки и эксплуатации.
Принцип работы плазмореза
Благодаря компактности и небольшому весу плазморезы на основе инверторов можно использовать при выполнении работ даже в самых труднодоступных местах, что исключено для громоздких и тяжелых сварочных трансформаторов. Огромным преимуществом инверторных источников питания является и то, что они обладают высоким КПД. Это делает их очень экономичными в плане потребления электроэнергии устройствами.
В отдельных случаях источником питания для плазмореза может служить сварочный трансформатор, но его использование чревато значительным потреблением электроэнергии. Следует также учитывать и то, что любой сварочный трансформатор отличается большими габаритами и значительной массой.
Основным элементом аппарата, предназначенного для раскроя металла при помощи струи плазмы, является плазменный резак. Именно данный элемент оборудования обеспечивает качество резки, а также эффективность ее выполнения.

Форма и размер плазменной струи зависит от диаметра сопла
Для формирования воздушного потока, который будет преобразовываться в высокотемпературную струю плазмы, в конструкции плазмореза используется специальный компрессор. Электрический ток от инвертора и воздушный поток от компрессора подаются к плазменному резаку при помощи кабель-шлангового пакета.
Центральным рабочим элементом плазмореза является плазмотрон, конструкция которого состоит из следующих элементов:
- сопла;
- канала, по которому подается воздушная струя;
- электрода;
- изолятора, который одновременно выполняет функцию охлаждения.
Конструкция плазменного резака и рекомендации по его изготовлению
Первое, что необходимо сделать перед изготовлением плазмотрона, – это подобрать для него соответствующий электрод. Наиболее распространенными материалами, из которых делают электроды для выполнения плазменной резки, являются бериллий, торий, цирконий и гафний. На поверхности данных материалов при нагревании формируются тугоплавкие оксидные пленки, которые препятствуют активному разрушению электродов.

Сменные насадки для плазмотрона
Некоторые из вышеперечисленных материалов при нагревании могут выделять опасные для здоровья человека соединения, что следует обязательно учитывать, выбирая тип электрода. Так, при использовании бериллия формируются радиоактивные оксиды, а испарения тория при их соединении с кислородом образуют опасные токсичные вещества. Совершенно безопасным материалом, из которого делают электроды для плазмотрона, является гафний.
За формирование струи плазмы, благодаря которой и выполняется резка, отвечает сопло. Его изготовлению следует уделить серьезное внимание, так как от характеристик данного элемента зависит качество рабочего потока.

Строение сопла плазменной горелки
Наиболее оптимальным является сопло, диаметр которого составляет 30 мм. От длины данного элемента зависит аккуратность и качество исполнения реза. Однако слишком длинным сопло также не стоит делать, поскольку это способствует слишком быстрому его разрушению.
Как уже говорилось выше, в конструкции плазмореза обязательно присутствует компрессор, формирующий и подающий к соплу воздушный поток. Последний необходим не только для формирования струи высокотемпературной плазмы, но и для охлаждения элементов аппарата. Использование сжатого воздуха в качестве рабочей и охлаждающей среды, а также инвертора, формирующего рабочий ток силой 200 А, позволяет эффективно разрезать металлические детали, толщина которых не превышает 50 мм.
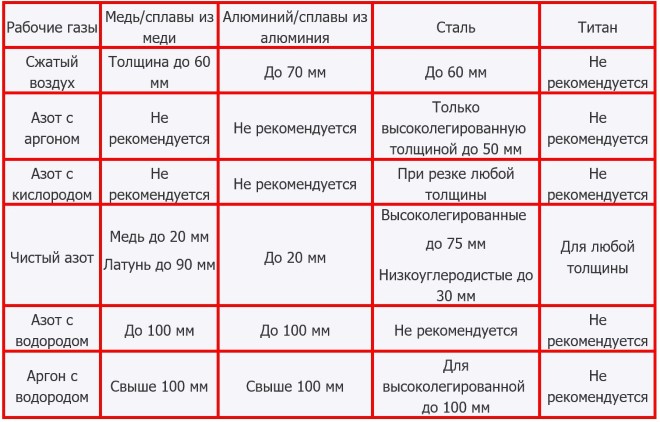
Выбор газа для плазменной резки металла
Для того чтобы приготовить аппарат для плазменной резки к работе, необходимо соединить плазмотрон с инвертором и воздушным компрессором. Для решения такой задачи используется кабель-шланговый пакет, который применяют следующим образом.
- Кабелем, по которому будет подаваться электрический ток, соединяются инвертор и электрод плазмореза.
- Шлангом для подачи сжатого воздуха соединяют выход компрессора и плазмотрон, в котором из поступающего воздушного потока будет формироваться струя плазмы.
Особенности работы плазмореза
Чтобы сделать плазморез, используя для его изготовления инвертор, необходимо разобраться в том, как такой аппарат работает.
После включения инвертора электрический ток от него начинает поступать на электрод, что приводит к зажиганию электрической дуги. Температура дуги, горящей между рабочим электродом и металлическим наконечником сопла, составляет порядка 6000–8000 градусов. После зажигания дуги в камеру сопла подается сжатый воздух, который проходит строго через электрический разряд. Электрическая дуга нагревает и ионизирует проходящий через нее воздушный поток. В результате его объем увеличивается в сотни раз, и он становится способным проводить электрический ток.
При помощи сопла плазмореза из токопроводящего воздушного потока формируется уже струя плазмы, температура которой активно повышается и может доходить до 25–30 тысяч градусов. Скорость плазменного потока, за счет которого и осуществляется резка деталей из металла, на выходе из сопла составляет порядка 2–3 метров в секунду. В тот момент, когда струя плазмы соприкасается с поверхностью металлической детали, электрический ток от электрода начинает поступать по ней, а первоначальная дуга гаснет. Новая дуга, которая горит между электродом и обрабатываемой деталью, называется режущей.
Характерной особенностью плазменной резки является то, что обрабатываемый металл плавится только в том месте, где на него воздействует плазменный поток. Именно поэтому очень важно сделать так, чтобы пятно воздействия плазмы находилось строго по центру рабочего электрода. Если пренебречь этим требованием, то можно столкнуться с тем, что будет нарушен воздушно-плазменный поток, а значит, ухудшится качество выполнения реза. Для того чтобы соблюсти эти важные требования, используют специальный (тангенциальный) принцип подачи воздуха в сопло.
Необходимо также следить за тем, чтобы не образовалось сразу два плазменных потока вместо одного. Возникновение такой ситуации, к которой приводит несоблюдение режимов и правил выполнения технологического процесса, может спровоцировать выход инвертора из строя.
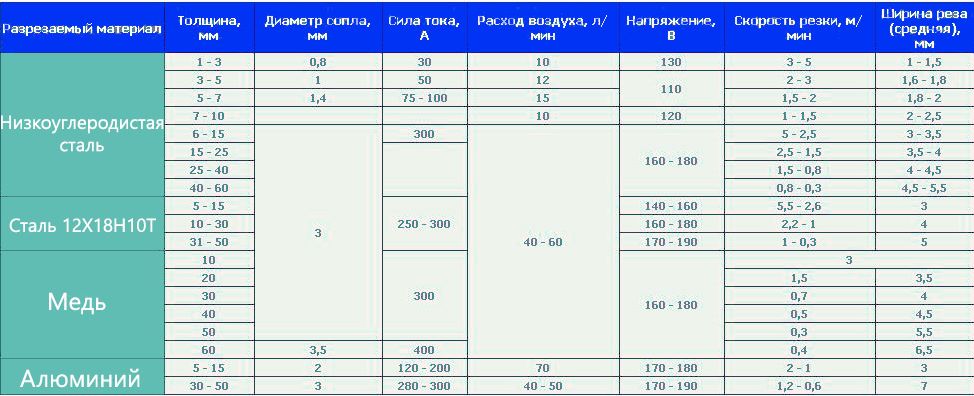
Параметры плазменной резки различных металлов (нажмите для увеличения)
Важным параметром плазменной резки является скорость воздушного потока, которая не должна быть слишком большой. Хорошее качество реза и быстроту его выполнения обеспечивает скорость воздушной струи, равная 800 м/сек. При этом сила тока, поступающего от инверторного аппарата, не должна превышать 250 А. Выполняя работу на таких режимах, следует учитывать тот факт, что в этом случае увеличится расход воздуха, используемого для формирования плазменного потока.
Самостоятельно сделать плазморез несложно, если изучить необходимый теоретический материал, просмотреть обучающее видео и правильно подобрать все необходимые элементы. При наличии в домашней мастерской такого аппарата, собранного на основе серийного инвертора, может качественно выполняться не только резка, но и плазменная сварка своими руками.
Если в вашем распоряжении нет инвертора, можно собрать плазморез и на основе сварочного трансформатора, но тогда придется смириться с его большими габаритами. Кроме того, плазморез, изготовленный на основе трансформатора, будет обладать не очень хорошей мобильностью, так как переносить его с места на место затруднительно.
Источник
Самодельный чпу плазморез своими руками
Купить недорогое оборудование для раскроя листового железа ЧПУ

1. Габариты 3500*2200*1000.
2. Рабочее поле 3050*1550
3. Скорость до 15 000 м в мин.
4. Точность 0,1мм.
5. ТНС — контроль высоты горелки по напряжению дуги
6. Может работать с любым источником.
7. Стол разборный
Цена стола с ЧПУ плазменной резки 220 000 руб. (20% скидка при нал. оплате)
При нал оплате стоимость 175 000 руб.
В стоимость входит:
1. Стол разборный,
2. Ящик электроники с автономным контроллером и ТНС
3. Горелка, провода, шланги.
Для работы необходимо дополнительно:
1. Аппарат тока плазмы.
2. Компрессор.
Стоимость портала без стола 185 000 руб. (20% скидка при нал. оплате)
При нал. оплате цена 145 000 руб.
(это жёлтая штука на верхних видео, в комплекте к ней зубчатая рейка и рельс 3,4м., также в стоимость входит ящик электроники, горелка, провода, шланги)
Для работы необходимо дополнительно:
1. Аппарат тока плазмы.
2. Компрессор.
3. Собрать стол, установить на него портал
Ящик электроники в сборе.

В состав входит:
1. Автономный контроллер с ТНС
2. Блок питания
3. Драйвера 3-4 шт.
Стоимость 35 000 руб.
Стоимость автономного контроллера 17 500 руб. (подробнее здесь)
Также предлагаю контроллер ТНС для Mach3 цена 5 000 руб.
Тел: (343) 383-50-32, (922) 03-123-03
Производство находится в Свердловской области г. Заречный (50км. от Екатеринбурга).
Чтобы установить Pronest ( очень хорошая программа (ЛУЧШАЯ. ), расставляет оптимально детали на листе, из чертежей (Компас, Автокад) создаёт G код для mach3 или контроллера)
Сначала прочитайте здесь https://dostup-rutracker.org/
Затем скачайте https://rutracker.org/forum/viewtopic.php?t=1619060 или https://rutracker.org/forum/viewtopic.php?t=4901685
Установка Pronest в картинках скачать
Скопируйте в папку CFF постпроцессор для автономного контроллера Armatura-ural.cff (его особенность — указывает центр окружности в абсолютных, а не относительных величинах (удобнее читать человеку) в остальном всё стандартно)
Настройка Pronest очень простая и русский интерфейс её упрощает.
Или скопируйте мои настройки, у меня они здесь: C:Program FilesMTCProNest 8SettingsMachines Demo Plasma Machine.CFG
Порядок работы:
1) Нарисовать деталь (именно деталь, не отрезок или незамкнутую херню, т.е. деталь которую можно вырезать и она теоретически выпадет (упадёт на пол) из листа)
2) Сохранить в формате DXF версии 2000г см. рис.
3) В ProNeste «Задание» — «Редактировать перечень деталей» из верхней части перетащить всё что нужно в нижнюю, указав количество, и нажать «Вернуться к раскрою»
4) «Раскрой» — «Начать автоматический раскрой»
5) «Файл» — «Выдача УП» Сохранить на флэшке под именем «program.cnc»
6) Вставить флэшку в контроллер на ЧПУ столе.
7) Подвести горелку к началу листа либо другому месту реза и нажать кнопу (0;0) обнуления координат
8) Выставьте нужный ток на аппарате (инверторе), давление на компрессоре, рабочую скорость и паузы перед началом ( m3 ) и после окончания ( m5 ) движения на контроллере
9) Нажать кнопку «Старт» и отбежать подальше, лучше на черноморское побережье. там хорошо.
Ссылки на алиэкпресс для покупки аппаратов (отправка из РФ, обычно такие отправления за неделю приходят)
https://ru.aliexpress.com/item/32696409911.html, https://ru.aliexpress.com/item/32851176168.html
https://ru.aliexpress.com/item/32851706572.html (пневмоподжиг)
P.s. ссылки просто из поиска, я этих продавцов не проверял. Просто часто просят дать подобные ссылки. Если у кого-то есть проверенные продавцы и дешевле — поделитесь информацией.
Любой аппарат на 380в лучше любого на 220в.
Все столы на видео сделаны либо мной, либо с моим участием.
и это далеко не всё, т.к. редко кто присылает видео после запуска, есть люди не желающие делиться своими тех.решениями, а есть и прямо запрещающие снимать их творение (были случаи — люди сделали механику, я приехал со своей электроникой, подключил, запустили, а видео снять мне не разрешили).
Призываю делиться своими мыслями, идеями и тех.решениями. Лично я многое почерпнул из общения с настоящими технорями и из их видео.
Вокруг очень много по-настоящему талантливых людей! Прогресс делается не в сколково и роснано а в гаражах.
Плазморез своими руками из инвертора
Особенности сборки плазмореза своими руками
На промышленных предприятиях, небольших мастерских, при проведении строительных и ремонтных работ используются ручной плазморез, когда необходимо сделать сварку или резку изделий из металла, а также специальное оборудование оснащенное системами ЧПУ. Для выполнения небольших по объему работ, может использоваться плазморез собранный своими руками из инвертора, который способен обеспечить высокое качество реза или шва с учетом выполняемых операций.
Принцип действия плазмореза
При включении источника питания ток начинает поступать в рабочую зону во внутреннюю камеру плазмореза, где активируется электрическая дежурная дуга между наконечником сопла и электродом. Образующая дуга заполняет канал сопла, куда под большим давлением начинает подаваться воздушная смесь, которая за счет высокой температуры 6000-8000 °C сильно нагревается и увеличивается в объеме от 50 до 100 раз. За счет внутренней формы сужающегося сопла, которое имеет форму конуса поток воздуха, сжимается, разогреваясь до температуры на выходе равной 25000 — 30000 °C, с образованием плазменной струи производящей резку обрабатываемой болванки. Причем первоначально активированная дежурная дуга гаснет и активируется рабочая между электродом и изделием из металла. Образующиеся продукты от воздействия плазменного горения и плавки металла удаляются за счет силы струи.

Оптимальными показателями для рабочего процесса являются:
- подача газа со скоростью до 800 м/сек;
- показатель тока может составлять до 250 — 400 А.

Схема 1. Чертеж процесса плазменной разделки обрабатываемого изделия.
Ручной плазморез собранный с использованием инвертора в основном применяется для обработки заготовок и отличается небольшим весом и экономным расходом электроэнергии.
Подбор составных частей плазмореза
Для сборки плазменного резака, используя чертежи (на базе инвертора), своими руками необходимы агрегаты:
- устройство подачи газа под давлением – компрессор;
- плазменный резак;
- электротехническое устройство – инвертор, обеспечивающий силу тока для образования электрической дуги;
- рабочие шланги высокого давления для подачи воздуха и защищенный электрический кабель.
Для подачи воздуха подбираем компрессор с учетом выходного объема в течение 1 мин. Производственные компании выпускают 2 вида компрессоров:
- аппарат поршневой;
- аппарат винтовой (который обладает меньшим расходом электроэнергии, легче, но 40-50% дороже).

Рис. 2 Плазморез (аппарат) с комплектом кабеля для резака и соединения с заготовкой (в качестве анода).
Поршневые компрессоры подразделяются на масляные и без применения масла, по принципу привода — с ременным или прямым соединением элементов.
При эксплуатации компрессоров необходимо соблюдать ряд правил:
- при отрицательной температуре окружающей среды необходимо предварительно прогревать масло, содержащееся в картере;
- необходимо регулярно менять воздушный (входной) фильтр;
- строго контролировать уровень масла в картере;
- не реже 1 раз полгода необходимо осуществлять полную очистку агрегатов от посторонних примесей;
- по окончании работ необходимо сделать сброс давления (с помощью регулятора) в системе.
При ремонтных работах часто используется продукция компании ORLIK KOMRESSOR (Чехия). Аппарат ORL 11 позволяет производить резку заготовки с использованием силы тока 200-440 А и воздушно-газового потока поступающего под давлением.
В комплект оборудования входит:
- компрессор;
- блок фильтров магистральных для воздушно-газовой смеси;
- осушители газа;
- ресивер.
На выходе из агрегата поступает очищенный воздух от масла, пыли и влаги. Примером винтовых компрессоров является продукция фирмы Atlas Copco (Швеция) серии СА. Устройство оснащено для очищения воздуха автоматической системой удаления конденсата.
Плазматрон — специальный аппарат, в котором с помощью электрического тока образуется электродуга разогревающая в камере подаваемый под давлением воздух с образованием режущего потока плазмы.
Резак состоит из элементов:
- специального держателя с электродом;
- изолирующей прокладки разделяющей сопло и электродный узел;
- камеры образования плазмы;
- сопла выходного для образования плазменной струи (см. чертежи);
- снабжающих систем;
- элементов тангенциальной подачи плазмы (на некоторых моделях) для стабилизации дугового разряда.
По способу выполнения работ (сварка или резка) резаки подразделяются:
- Двухпоточные, используемые в восстановительных, окислительных и инертных средах.
- Газовые инертные (с использованием гелия, аргона), восстановительные (водорода, азота).
- Газовые окислительные (в состав воздушно-газовой смеси входит кислород).
- Газовые с применением стабилизационной (газожидкостной) дуги.
Катод плазматрона изготавливается в виде стержня или вставок из вольфрама, гафния, циркония. Широкое распространение получили плазматроны с гильзовым катодом, применяемым при резке с использованием воздушно-газовой потока под давлением.
Для проведения резки изделий в окислительной среде используется пустотный катод, изготовленный из меди с принудительной системой охлаждения с помощью воды.

Рис. 3 Переносной аппарат (инвертор) для осуществления плазменной резки.
Плазморез двухпоточный (инверторный) оснащаются 2-мя соосными соплами наружным и внутренним. Поступающий газ во внутреннее сопло считается первичным, а наружное – дополнительным, причем газы могут иметь различный состав и объем.
Плазморез со стабилизацией дуги за счет подачи газожидкостного потока имеет отличие, которое заключается в подаче воды в факельную камеру для стабилизации состояния дугового разряда.
Для активации рабочей дуги в качестве анода используется заготовка, которая с помощью зажимов и кабеля подсоединяется к инвертору.
В качестве энергетической установки для осуществления процесса плазменной резки используется устройство (инвертор), обеспечивающее необходимую силу тока, которое обладает более высоким КПД, чем трансформатор, но возможности по обработке металла у трансформатора значительно выше.

Схема 2. Чертеж источника питания плазматрона своими руками.
- возможность равномерно изменять параметры;
- небольшой вес;
- устойчивое состояние рабочей дуги;
- высокое качество реза или сварки.
В комплект оборудования также входит набор шлангов высокого давления для подсоединения стационарного компрессора и соединительный электрический кабель.
Для сборки плазмореза своими руками разрабатывается схема устройства с указанием необходимых агрегатов отвечающих требуемым характеристикам, которая должна включать все дополнения и изменения, используемые при сборке с приведением необходимых расчетов наиболее важных показателей. Самодельный плазморез своими руками можно собрать, используя готовые блоки и агрегаты, производимые специализированными компаниями при этом необходимо сделать точные расчеты и согласование выходных параметров протекающих процессов.
Особенности маркировки плазморезов
Выпускаемые промышленными предприятиями плазморезы можно разделить на 2 категории:
Ручные резаки более доступны по цене при необходимости сборки своими руками. Производимые модели имеют специальную маркировку:
- ММА – аппарат предназначен для дуговой сварки с помощью индивидуального электрода;
- CUT – аппарат (плазморез) используется для разделки металла;
- TIQ — аппарат применяется для работ, где необходима аргонная сварка.
Производственные предприятия выпускают оборудование для резки металла:
- Профи CUT 40 (горелка РТ-31, допустимая толщина реза – 16 мм, расход воздушно-газовой смеси– 140 л/мин, ресивер объемом 50 л);
- Профи CUT 60 (горелка Р-80, допустимая толщина реза заготовки — 20 мм, расход воздушно-газовой смеси – 170 л/мин.);
- Профи CUT 80 (горелка Р. – 80, допустимая толщина реза заготовки – 30 мм, расход воздушно-газовой смеси – 190 л/мин.);
- Профи CUT 100 (горелка А-101, допустимая толщина реза заготовки – 40 мм, расход воздушно-газовой смеси — 200 л/мин.), ресивер объемом 100 л.
Изготовление плазмореза с ЧПУ своими руками
Плазморез оснащенный ЧПУ должен иметь унифицированную сборку, используя чертежи, выполненные на основе подготовленного технического задания изделия, куда входят:
- стол рабочий;
- передача ременная;
- блок управления функциями;
- элементы шаговые;
- направляющие линейные;
- система регулировки высоты реза;
- блок управления ЧПУ;

Схема 3. Чертеж устройства инвертора для плазменной резки.
Чертежи всех блоков плазмореза можно приобрести с учетом требуемой мощности и характеристик установки и финансовых возможностей или сделать своими руками при наличии опыта и знаний.
Для комплектования и сборки станка с ЧПУ необходимо, используя чертежи, изготовить ряд элементов:
- основание для сварки стола;
- собирается прочная рама с последующей окраской;
- крепятся опорные стойки;
- собирается водяной стол;
- устанавливаются крепления и сами рейки;
- монтируются направляющие линейные;
- монтируется облицовка стола;
- устанавливаются направляющие совместно с порталом;
- портал оснащается двигателем и сигнальными датчиками;
- монтируются направляющие, двигатель направляющей Y и зубчатая рейка регулирования позиционирования;
- монтируется направляющая с оснащением двигателем;
- монтируется сигнальный датчик поверхности металла;
- монтируется кран для удаления воды со стола;
- прокладываются соединительные кабели-каналы X.Z.Y;
- провода изолируются и закрываются с помощью облицовки;
- монтируется рабочий резак;
- собирается и монтируется устройство с ЧПУ.
Проведение операций по изготовлению и сборке плазмотрона с ЧПУ, должны выполняться только при наличии квалифицированных специалистов. Схема устройства (чертежи) должна включать все необходимые элементы, обеспечивающие высокое качество работы и безопасность выполнения резки металла. Оснащение предприятий оборудованием с ЧПУ позволяет повысить производительность труда и сложность выполнения операций. Сделать производственные процессы, выполняемые с помощью оборудования с ЧПУ более экономичными за счет повышения производительности труда и сокращения скорости обработки изделий.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Реально ли сделать своими руками ЧПУ плазморез
Плазменная резка металла отличается от других способов изготовления деталей сложной конфигурации тем, что в результате получаются изделия очень точной формы, и обрабатывать их кромки не требуется. Станок с ЧПУ плазморез своими руками сделать теоретически можно. На практике же получается на 50-70% крупноузловая сборка.
Самостоятельно сделать можно некоторые узлы:
- станину;
- систему охлаждения;
- защитные приспособления.
Все остальное придется покупать в готовом виде и устанавливать на станок. Стоимость самодельного станка будет ниже, чем у оборудования заводской сборки приблизительно на 50%. Но при этом возникнут сложности с настройкой и обслуживанием. К тому же станок плазменной резки кустарного производства ограничен в возможностях. Полной универсальности достичь не удастся, даже при использовании деталей от лучших производителей. Максимум, что он сможет — это вырезать отдельные детали из листового металла небольшой толщины. Для крупносерийного производства самодельные станки не годятся.

Но в условиях небольшой мастерской или цеха, где металлообработка требуется в ограниченном объеме и нет высоких запросов к точности конфигурации деталей, такой станок очень пригодится. Кроме того, что купить его получиться вдвое дороже, при сборке можно использовать часть уже имеющегося металла, например, при изготовлении станины.
Рабочий стол
Плазменная резка металла применяется для обработки листового проката довольно больших размеров. Стол должен иметь большие размеры и регулироваться по высоте. Для самодельного станка воздушно-плазменной резки достаточно размеров 1300х1300 мм или чуть больше. Как правило, в непрофильных мастерских более крупные листы не используются. Но при постройке станка своими руками чертежи можно изменить под конкретные потребности.
Платформа сваривается из профильной трубы (квадрат) 80х80х4 мм или 10х10х4 мм. Можно использовать и прямоугольный профиль, но квадрат получается дешевле, и варить его проще. Форма основания — обычный стол на четырех ножках. Каждая ножка должна быть оборудована винтовой системой регулировки высоты — для точного горизонтирования.

Направляющие делаются из трубы диаметром 1 или 1,5 дюйма. На них установлены ролики на подшипниках, которые можно без труда выточить самостоятельно из мягкой стали. Станок плазменной резки металла с ЧПУ будет отличаться высокой производительностью только в том случае, когда подача и перемещение заготовок не будет вызывать затруднений.
Самодельный рабочий плазморез, несмотря на рекламу в интернете и советы «знатоков», сделать невозможно. Слишком сложные процессы происходят в плазмотроне, и поддержать постоянный уровень температуры и стабильную дугу, которых требует ЧПУ станок на кустарном изделии невозможно. Потребуется купить одну из моделей плазмотронов, рассчитанных на длительную работу.
При высокой стоимости оборудования для сварки, лучше всего остановиться на инструментах известных брендов, например, Brima, TBi или ESAB. Покупать элитное оборудование для самодельного станка нет необходимости — уровень продукции этих компаний вполне профессиональный, а цена доступная даже для домашнего производства. Китайские дешевые плазмотроны не нужно покупать даже из соображений экономии. Лучше отказаться от идеи плазменного станка с ЧПУ своими руками, чем держать его в мастерской в качестве мебели.
Генератор тока выбираем инверторный. Трансформаторы отличаются невысоким КПД и невысокой стабильностью тока. Они вполне работоспособны в составе ручных плазморезов, но для серийного производства не подходят — пульсации тока могут отрицательно повлиять на точность резки. Кроме того, энергозатраты при использовании трансформатора на порядок выше, чем у инвертора. Если приходится работать на станке часто и длительное время, то разница весьма ощутима.
Направляющие и управление
Плазморез с ЧПУ своими руками практически ничем не отличается от заводского по возможностям. Режущая головка должна иметь возможность двигаться по трем осям. Мобильную раму можно без особого напряжения сделать своими руками. Купить придется только шаговые двигатели и экранированные кабели.
Защита кабеля необходима — сигнал от ЧПУ очень чувствительный и помехи даже от инвертора могут повлиять на работу системы. Если станок работает от трансформатора, то защита кабелей необходима вдвойне. Программный блок тоже подвержен влиянию посторонних электрических полей, установить его лучше всего в заземленном металлическом ящике. Схема простая, но очень действенная.
Купить двигатели, блок питания и остальные комплектующие для координатной системы можно в интернет-магазинах. Стоимость среднего по качеству набора из 5-ти двигателей, блока питания и контроллера (пятиосевого) составляет около 20 тысяч рублей (по ценам eBay). По сравнению со стоимостью заводского станка — цена мизерная.
Ходовые винты, концевики и прочие принадлежности тоже придется покупать. В качестве концевых выключателей можно использовать автомобильные датчики Холла. Они на порядок дешевле стандартных промышленных, хотя по надежности и действенности находятся на одном и том же уровне.

Платы управления можно смонтировать и самостоятельно, если есть навыки работы с паяльником и некоторые познания в электронике. Но дешевле и быстрее будет воспользоваться заводской сборкой, например AVR ATmega16 или аналогами. По цене они вполне доступные, а по работоспособности — вполне уместны на станках промышленного уровня.
Сложность схемы и настройки управления делает уместным покупку готовой системы. Адаптировать ее под готовый рабочий стол и плазморез достаточно сложно, лучше поступить наоборот — сначала приобрести систему управления, а затем разрабатывать и реализовать исполняющие механизмы. Это будет оправданным в любом случае.
Стоимость станка
Изготовить станок плазменной резки своими руками — удовольствие дорогое, как в плане финансовых затрат, так и по времени. Кроме слесарных навыков, потребуется профессиональное инженерное мышление и знания электроники и электротехники. В условиях профильного цеха, где работают специалисты различных направлений, стенок с ЧПУ построить вполне реально.
Стоимость самодельного станка, с учетом всех затрат на приобретение комплектующих и оплату труда наемных работников будет находиться в пределах 600-800 тысяч рублей. Купить станок с такими же (приблизительно) возможностями не слишком известного производителя будет стоить около 1,2-1,5 миллиона.
Принимая во внимание то, что собственноручно собранный станок максимально адаптирован под конкретные запросы и отличается стопроцентной ремонтопригодностью без привлечения посторонних сервисных служб (притом дорогостоящих), это еще один аргумент в пользу.
Как мы ЧПУ плазморез запускали [ч.1]

Давно собирался рассказать про то как мы запускали плазму. Ну. начнем сначала.
Мой одногруппник и бывший начальник(когда то все вместе в одной конторе трудились) начали заниматься изготовлением металлоконструкции. Механику они всю сами собрали(и очень даже хорошо), нам же досталась честь все это дело оживить. Взял коллегу(А.) и поехали на встречу.
И вот что выяснилось:
Заказали они пусконаладку в «Рога и копыта», оплатили. «Рога и копыта» местная «ффффирма» которая когда то сделала плазму для своих нужд. К станкам ЧПУ имеет довольно посредственное отношение. вкратце они занимаются электрикой. И когда заказчик собрал всю механику, настало время монтажа электрической части. Но вот «мастер» отвечающий за всю электронику, взяв деньги на комплектуху и за работу, пропал на пару месяцев. Со слов заказчика: » ну оказалось, что он последний месяц в запое и собрался куда то сруливать. Мы предупредили, что едем забирать комплектуху и. ну короче он под белочкой катапультировался с 4 этажа, жив».
Куплена комплектуха, по принципу «пальцем в небо», половина изначально не была в плане закупок, а то что купили еще на половину разворовано. Обдумав всё недельку, выслали спецификацию что нужно докупить. Часть комплектующих, купленных «РиК» сразу выбросили, вкратце, оставили только: 5 из 6 шаговых привода, 2 драйвера, материнку, тач дисплей, шкаф и 3 нетронутых бухты кабелей.
По Х два ШД, Y ШД, Z ШД с тормозом, ось A 2 ШД. Ось А — следящая ванна, вместо водяного или стационарного стола с вытяжкой. Ванна катается под порталом, имеет два отсека, в процессе резки должна открывать заслонку на той ванне над которой(ось Y) плазмотрон, от заслонки идет гофра к вытяжке. Это хотелки заказчика, вроде как для полного использования потенциала вытяжки.
Возможность отдельно управлять ванной — прочистить, вытащить провалившиеся в нее деталюхи, в штатном режиме катается за порталом. Улитка вытяжки управляется частотником.
Итого 4 Оси, на ось X и А по два привода, всего 6 приводов. Переключение заслонки. Контроль высоты реза. Остальное всё стандарт.
Я отвечаю за слесарку(на время монтажа в шкафу), прокладку кабелей, программную и принципиальную часть, напарник — монтаж в шкафу, и прочую электрику, начиная с расчета мощности питания, заканчивая прозвонкой всех цепей и составления документации со схемами.
На сегодня всё, далее будут фоточки, описание процесса и проблем и т.д. Вот)
Сообщества › Самодельный Гаражный Hi-End › Блог › Станок плазменной резки с ЧПУ

Пс-с-с-т, пацаны, хотите немного гаражного хайтека? 😉
Обычно, когда мне было нужно вырезать из листового металла какую-то деталь (или много деталей), я обращался в компанию, занимающуюся лазерной и плазменной резкой, и они решали мою проблему. В какой-то момент мне надоело ждать по 5-7 дней, пока исполнят заказ, ездить по пробкам за вырезанными деталями, искать на производстве кладовщика, чтобы забрать заказ и вот это вот все. Человеческий фактор тоже никто не отменял: то подрядчик что-то вырезать забудет, то сам накосячишь с заказом, и приходится по новой ждать, пока вырежут недостающие позиции. Ну и, наконец, ползучий рост цен на все сделал свое дело, и однажды стало понятно, что заказывать резку на стороне становится просто не выгодно.
Пришло время делать ЭТО — строить станок плазменной резки с ЧПУ.
Просмотрев пару сотен различных видео на Youtube и изучив существующие подходы к строительству подобных станков в гаражных условиях, я решил, что при постройке станка буду максимально экономить на механической части и везде, где только возможно, обходиться материалами, которые можно купить в магазине или на строительном рынке. А вот на электронной части, наоборот экономить не буду.
Основная масса проблем, с которой сталкиваются самодеятельные станкостроители, связана как раз с некорректной работой электроники станка. И часто именно она мешает закончить проект и довести его до стадии «боевой» эксплуатации. Поэтому было решено блок управления станком строить, не увлекаясь кроиловом, а механическую часть собирать с минимальным бюджетом и в дальнейшем модернизировать ее по мере необходимости.
Для тех кому интересны подробности, я изложил все соображения вот здесь:
Начал с разработки конструкции. Базу станка решил собирать из стандартного стального профиля сечением 40х40мм и 60х40мм. Конструкция модульная, что в перспективе облегчит доработку и модернизацию (а она 100% понадобится, потому что в таком сложном проекте сделать все сразу идеально невозможно).
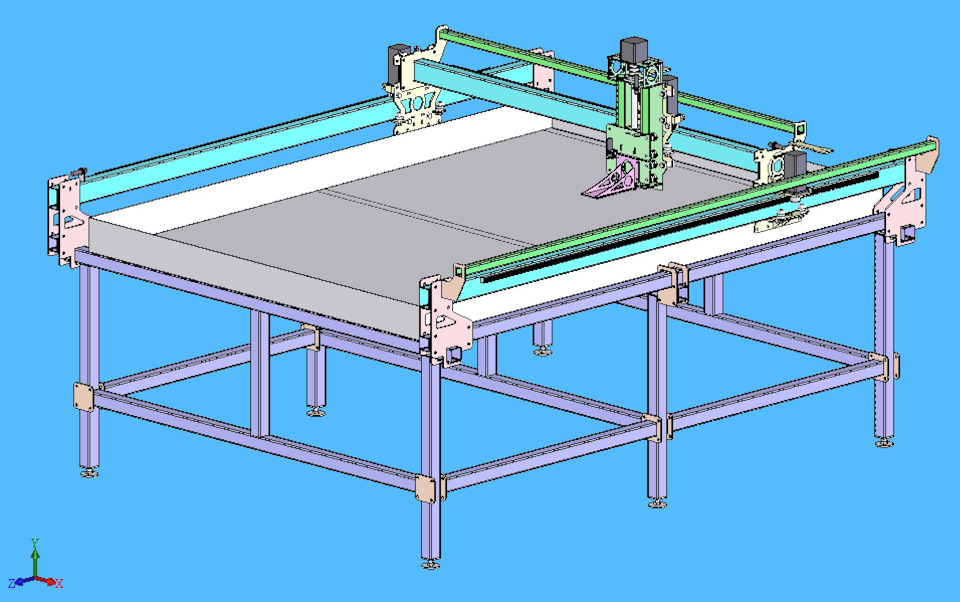
Начали с постройки стола, на который в дальнейшем будут устанавливаться все элементы станка:
Готовый стол. Собран из профиля 40х40. Сварки старались делать как можно меньше, чтобы избежать поводок. Все, что возможно, собирали на болтах с помощью заранее вырезанных лазером зажимных пластин. Такая технология сильно экономит время при сборке т.к. не требуется размечать и сверлить крепежные отверстия в элементах из профиля.

Каретки для перемещения портала собрали из вырезанных лазером элементов. В качестве роликов использовали 608-е подшипники.
Ось Z собирали по тому же принципу. В качестве направляющих использовали стандартный профиль 25х25, из готовых элементов взяли только ШВП и подшипниковые блоки для поддержки ее вала.
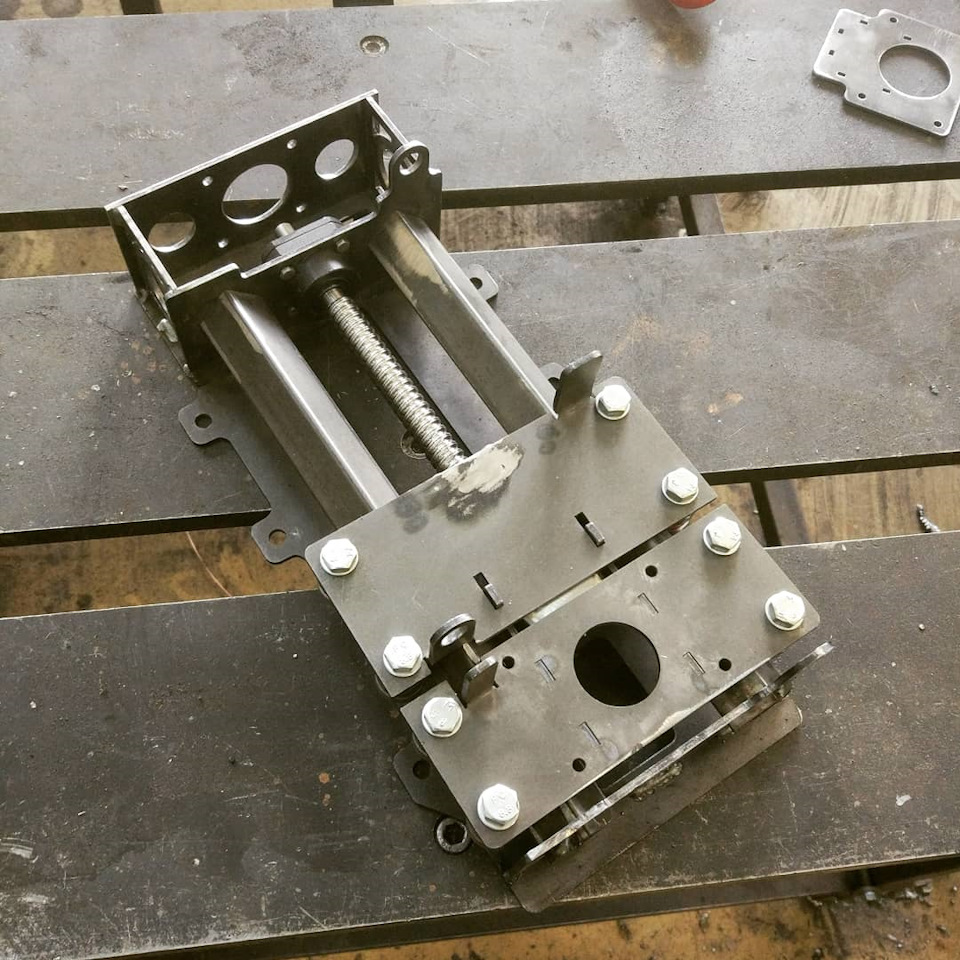
Процесс сборки оси Z:
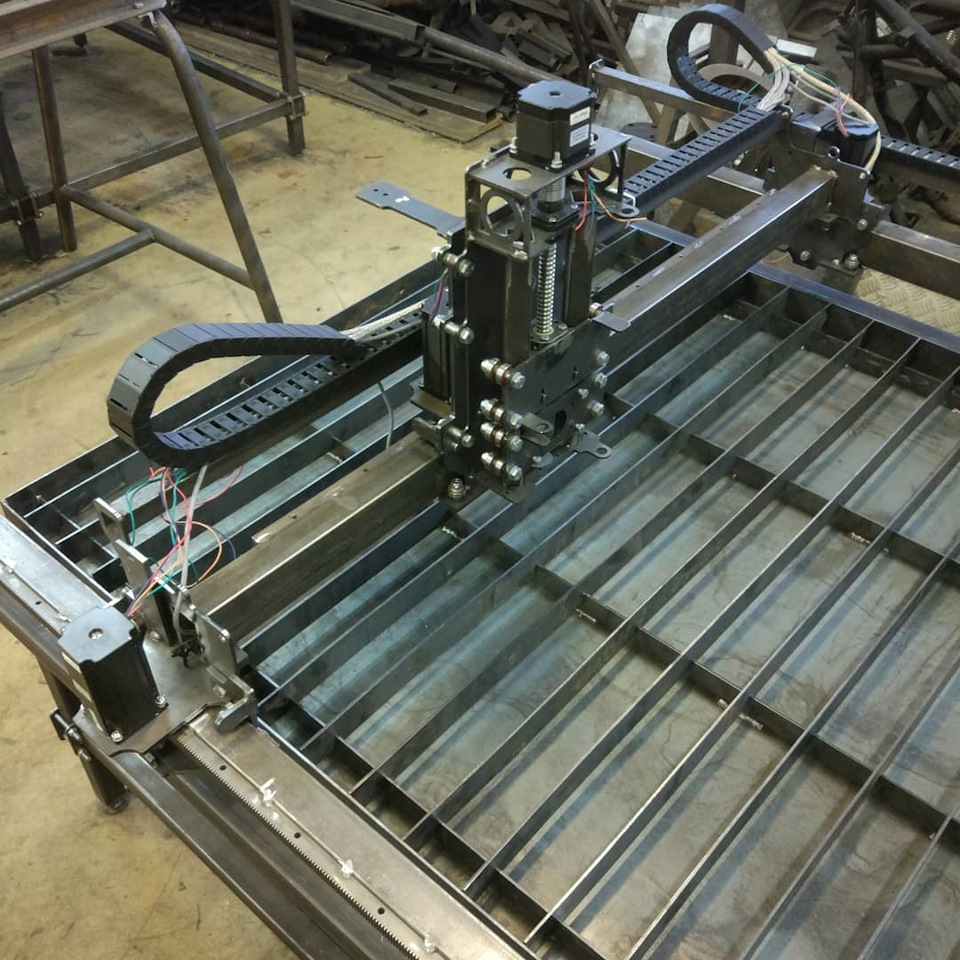
Далее пришла очередь сборки направляющих…
…и установки портала на стол:
Как я уже говорил, не все идеально получается с первого раза. Чаще всего сталкиваешься с неожиданными проблемами, которые приходится исправлять. Наш проект не стал исключением:
Последним этапом стала сборка водяного поддона. Поскольку возможности поставить мощную вытяжку для удаления продуктов горения металла у меня нет, я решил для сборки окалины использовать ванну с водой. Она не так удобна в использовании, как вытяжка, но у нее есть огромное преимущество с точки зрения пожарной безопасности.

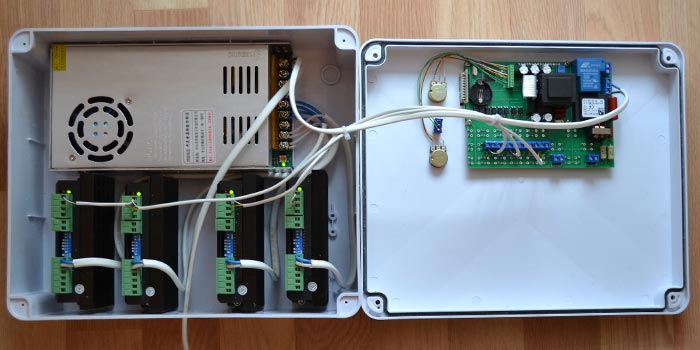
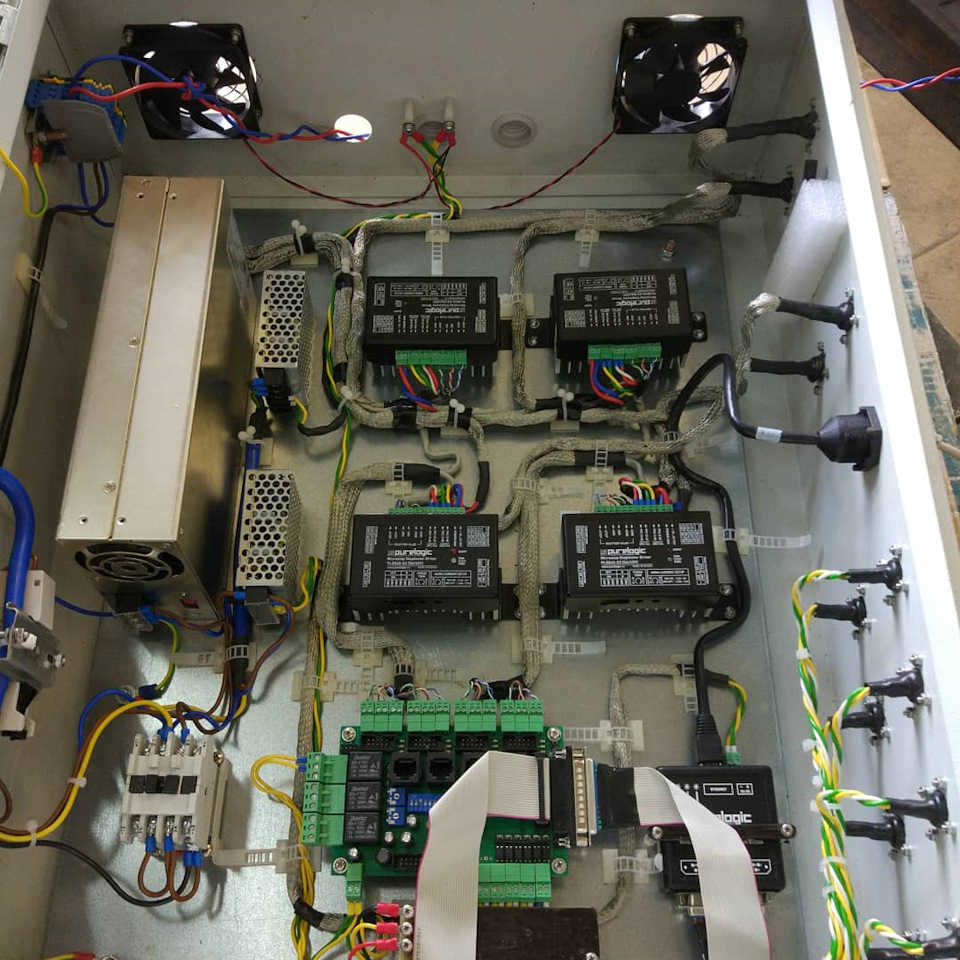
Далее пришла очередь блока управления. Его решил разместить в специально для этих целей купленном готовом шкафу. Шкаф выбрал достаточно большой, т.к. драйверы шаговых двигателей сильно нагреваются при работе, и плотно упаковывать все это хозяйство не полезно. Большой шкаф, 2 приточных и 2 вытяжных вентилятора — это обеспечит нормальную температуру работы драйверов.

Прикинул размещение элементов на монтажной панели…
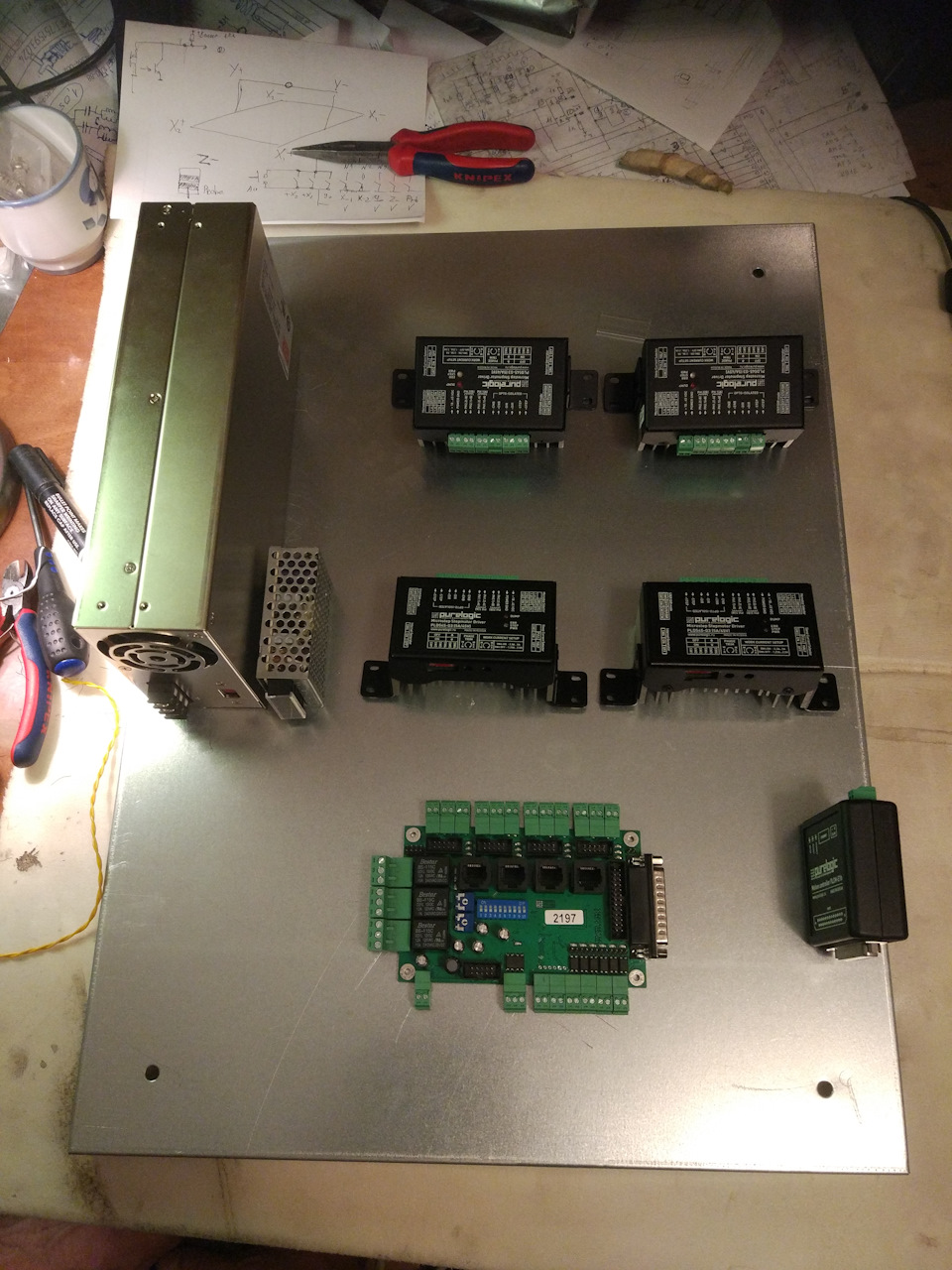
…и приступил к сборке.
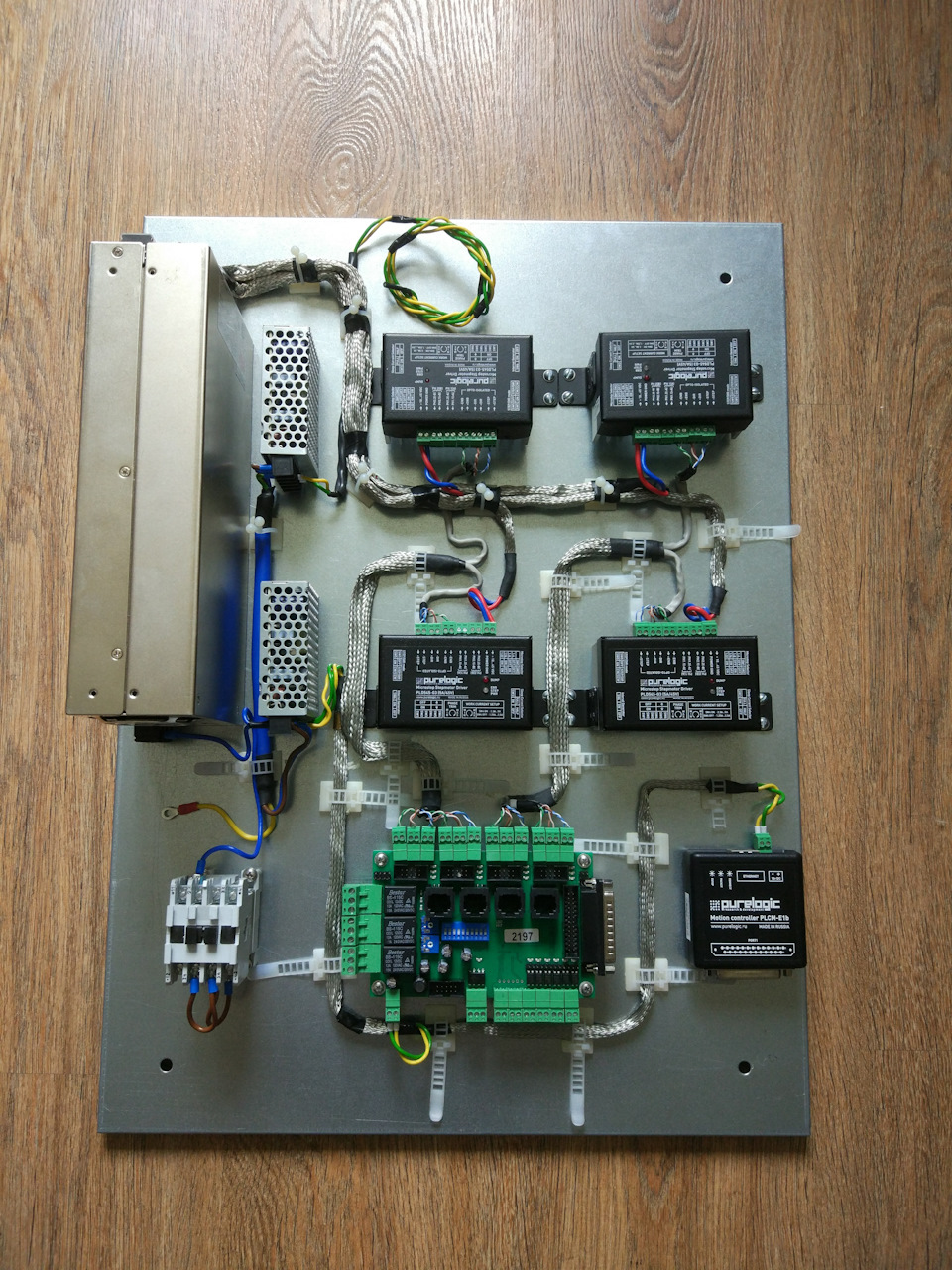
К сборке подошли весьма параноидально. Все сигнальные цепи были убраны в экранирующую оплетку, которая была заземлена на корпус:
Блок автоматического контроля высоты плазмотрона приобрел готовым. Долго выбирал из нескольких вариантов, предлагаемых в РФ, рассматривал польский блок Proma, но в итоге остановился на блоке Владимира Егорова из Киева, т.к. он показался мне более удобным в плане подключения и работы.

При резке металла плазмой разрезаемый лист ведет при нагреве, и он начинает изгибаться (да и исходные листы приходят с металлобазы кривыми, как жизнь портовой шлюхи). Чтобы рез был качественным, необходимо, чтобы расстояние от поверхности листа до сопла горелки оставалось неизменным на всем протяжении работы. Блок контроля высоты следит за этим расстоянием и дает команды на подъем или опускание горелки по мере необходимости.

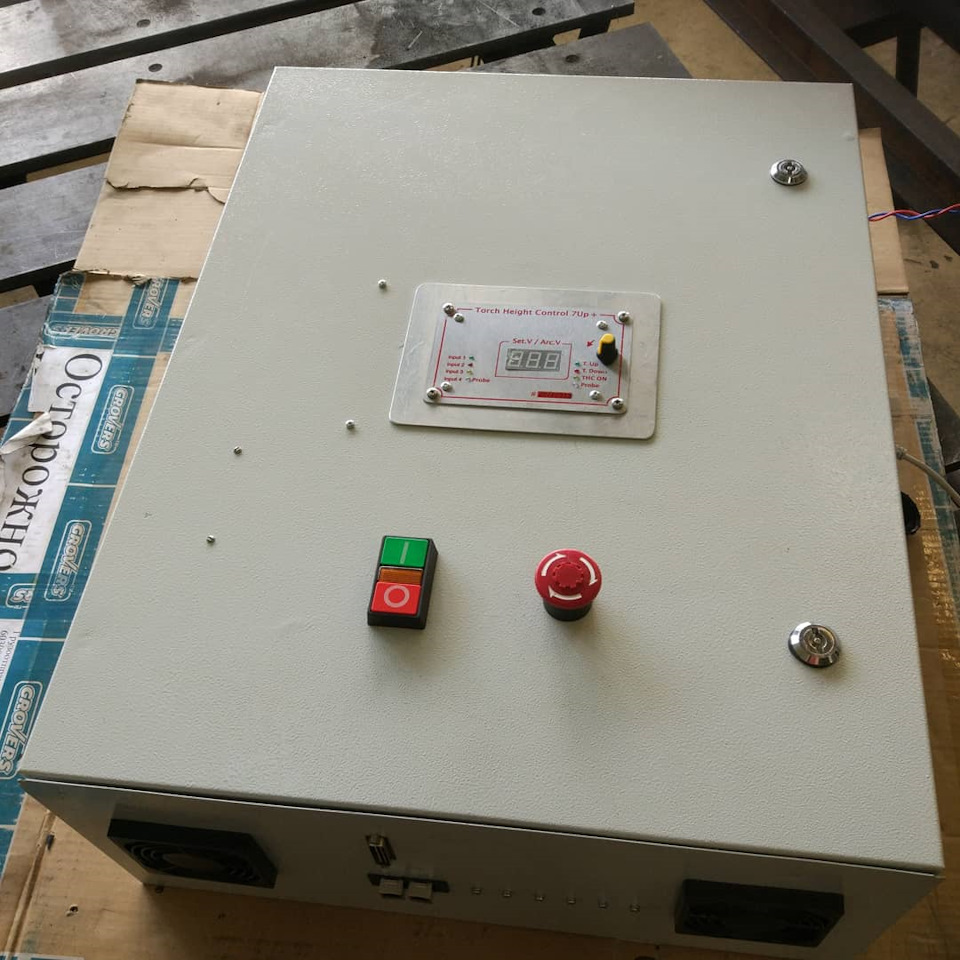
Лицевая панель шкафа выглядит скромно: кнопка включения питания, кнопка аварийной остановки и настройки блока контроля высоты:
Для блока управления нужна стойка. Ее сварили из профиля 60х60мм и поставили на колеса, чтобы было легко перемещать с места на место.

На стойке, кроме самого блока управления, закреплен и источник плазмы. У меня это Grovers Cut 60. Его главные достоинства — пневматический поджиг дуги и резка металла больших толщин (до 25мм с черновым качеством) при работе от 220В. У меня максимальная толщина резки будет 12мм, поэтому такого источника хватит с лихвой.

Станок управляется с компьютера программой Mach3. Я выбирал между Mach3, Linux CNC и Puremotion, но остановился на первом варианте. Одна из причин — большое количество информации по настройке данного пакета и весьма демократичная цена. Кроме того, мой станок управляется не через параллельный порт, а через ethernet. Производитель контроллера (Purelogic) не поддерживает LinuxCNC, поэтому от его использования пришлось отказаться, хотя этот пакет очень стабильно работает и бесплатен.
Тестирование станка начал с перемещений в ручном режиме
Настроил датчики хоуминга и возврат референтную точку:
Проверил, как станок исполняет реальный G-код. Вместо горелки закрепил маркер. Получился станок для рисования 🙂
И, наконец, резка первой детали:
Готовый станок перенесли на подготовленное для него место:


Управляющий станком компьютер находится на противоположном конце мастерской. За счет того, что станок управляется по локальной сети сильно снизилось влияние на линии управления электромагнитных помех, возникающих при резке. Это в свою очередь исключило все трудно диагностируемые ошибки, на которые часто жалуются пользователи программы Mach3, и повысило стабильность работы всей системы.
Станок имеет рабочее поле 1500х1000мм. Т.е. можно взять стандартный лист 1500х3000 или 1500х6000, отрубить от него метровую полосу и работать. Конечно, идеально иметь станок, на который лист укладывается целиком, но я себе такого позволить не могу, т.к. ограничен размерами помещения и тем, что находится оно на 4 этаже, куда большой лист не затащить.
Главный вопрос, который меня волновал при постройке — какая в итоге получится точность с такими примитивными направляющими? Опыт показал, что для большинства стоящих передо мной задач точности достаточно. Фланцы, косынки, закладные, детали станков под сварку, вывески и декоративные элементы — все это режется без проблем, и существующие погрешности на результат не влияют. Да, это, конечно, не лазер. Да, конечно, точность резки еще можно повысить (и я со временем это сделаю). Зато теперь я могу резать детали БЫСТРО, многократно быстрее и точнее, чем вручную, даже с использование шаблонов. Экономия времени и сил колоссальная. Решение заморачиваться с постройкой станка было верным, и итоговый результат стоит потраченных времени и средств (я уже не говорю о полученном в процессе постройки опыте).
P.S. Для тех кому интересна данная тема вот здесь есть еще пара видео на тему данного станка:
Устройство блока управления:
Полный обзор станка и комментарии об опыте его двухмесячной эксплуатации
Источник



