
Нарезка шлицов на валах, полуосях, болтах, в отверстиях
Шлицевое соединение используется для передачи вращательного движения между валами и втулками. В отличие от шпоночного соединения оно обеспечивает лучшее центрирование деталей. При этом нагрузка на некоторые элементы значительно ниже, а прочность при динамических и переменных нагрузках существенно выше. Такой тип соединения представляет из себя зубья определенной длины, соединенные в одно целое с телом вращения.

Существует три типа шлицевых соединений:
Нарезка шлицов в машиностроительной отрасли выполняется преимущественно на фрезерном оборудовании, к которому предъявляются особые требования по точности.
Методы нарезки шлицов
Перед тем как нарезать шлицы на валу необходимо выбрать способ центрирования сопряженных деталей. Зубчатое колесо или втулку центрируют следующим образом:
- по наружному диаметру вала D;
- по внутреннему диаметру вала d;
- по боковым сторонам b.

Первый способ применим в неподвижных соединениях, которые не требуют повышенной твердости. Центрирование по внутреннему диаметру применимо к деталям, подвергшимся закалке, а по боковым сторонам при реверсивном движении вала и больших крутящих моментах.
Нарезание шлицов проходит в несколько этапов, включающих черновой и чистовой виды обработки, фрезерование пазов канавок, снятие заусенцев, шлифование и термическую обработку.
В зависимости от диаметра вала фрезерование шлицев выполняется за один или два прохода. Черновое фрезерование шлицев на валах может осуществляться дисковыми фрезами, а чистовое специальной червячной фрезой, которая обеспечивает наибольшую точность.
Строгают такие сложные элементы шпинделя как правило на специальных строгальных полуавтоматах, когда есть расстояние для выхода резца и в сквозных отверстиях. Одновременно происходит нарезка всех пазов несколькими резцами. Заготовка крепится вертикально и совершаются возвратно-поступательные движения. После каждого хода выполняется установленное движение подачи. Строгание применяется в массовом производстве и дает высокое качество обработки с шероховатостью до 0,8 мкм.


Нарезка внутреннего шлица лучше всего выполняется на протяжном оборудовании. Каждый паз обрабатывается по очереди, но существуют протяжки для одновременной нарезки нескольких зубьев.
Высокоэффективным способом изготовления соединений такого типа является накатка. Она совершается на специальном оборудовании с использованием накатной головки, которая имеет вращающиеся ролики. С помощью этих роликов происходит выдавливание металла с поверхности заготовки и образуется шлицевой паз. Данный метод позволяет нарезать до 18 зубьев одновременно и используется в крупных производствах.
Выбор оборудования и инструмента
Нарезка выполняется на станках:
- фрезерных;
- строгальных;
- долбежных;
- токарных;
- протяжных.
Затем детали подвергают шлифовке на шлифовальных станках.
В мелкосерийном и единичном производстве очень часто нарезание шлицев осуществляется на шлицефрезерном или зубофрезерном оборудовании с использованием червячной фрезы и метода обкатки. Использование такого инструмента эффективно как для прямобочных, так и для эвольвентных шлицев.
Горизонтально-фрезерный станок для нарезания шлицев используется в паре с фасонной дисковой фрезой. Для одновременной нарезки нескольких пазов используют делительную головку. Стоит отметить, что для изготовления шлицов такой способ используют крайне редко из-за неточностей по шагу и ширине. Целесообразно будет провести на горизонтально-фрезерном станке с дисковой фрезой черновую обработку детали, оставив припуск на чистовую обработку и шлифовку. Чистовую обработку пазов проводят специальными торцевыми фрезами, а для треугольного шлицевого соединения применяют треугольные фрезы.
Зубодолбежный шлицевой станок применяется в том случае, когда нет места для выхода фрезы.
Используется метод обкатки с применением долбяка. За высокое качество, получаемых поверхностей зубодолбежное оборудование используются в массовом производстве.


Помимо долбежных станков, широкое распространение в массовом и крупносерийном производстве шлицевых соединений получили строгальные и протяжные станки. Такое оборудование в несколько раз эффективнее и производительнее фрезерных станков. Нарезка строганием осуществляется с применением набора резцов, количество и размеры которых зависят от числа зубьев, ширины и глубины пазов соединения. При протягивании используют инструмент под названием протяжка. Этот инструмент имеет несколько режущих зубьев разной высоты, которые при поступательном движении срезать часть металла с заготовки.
Для изготовления эвольвентных соединений применяют холодную накатку с использованием специальных роликовых головок. Таким инструментом изготавливают изделия с большим количеством зубьев. По своей эффективности метод холодной накатки выше фрезерования в 10 раз.
После нарезки зубьев и термической обработки, все изделия подвергают шлифовке. Это позволяет добиться требуемой шероховатости и избежать зацепления сопрягаемых деталей в работе. Для шлифования используют следующий инструмент:
- фасонный круг;
- дисковый круг;
- конический круг.
Для шлифования внутренних поверхностей в некоторых случаях применяют оправку.
Нарезка шлицов в домашних условиях
Выполнить нарезание пазов на валу в домашних условиях затруднительно, так как такой технологический процесс требует использования станков с высокой точностью. Тем не менее в сети часто встречается вопрос как нарезать шлицы болгаркой на валу или сорвана шляпка болтов. Такие операции вполне по силам выполнить самостоятельно с использованием минимума инструмента и навыков. В тех случаях, когда требуется нарезка шлицов на полуоси автомобиля, необходимо закрепить изделие в тисках, разметить места будущих пазов и произвести нарезку с помощью болгарки. Восстановление шлицевого соединения привода таким методом не рекомендуется, по причине возникновения люфта между сопряженными деталями. Но если нет другого способа совершить ремонт, следует удерживать болгарку в неподвижном состоянии, чтобы не повредить пазы.

Часто встречается вопрос как сделать длинный шлицевой вал. В первую очередь необходимо подобрать вал с уже имеющимся шлицевым соединением и заготовку, на котором будет выполняться резка пазов. Затем необходимо наварить торец одного вала к другому. Получившуюся заготовку закрепляют в патроне фрезерного, долбежного, строгального или протяжного станков и выполняют нарезку.
Источник
НАРЕЖЕМ ШЛИЦЫ И ПАЗЫ
 В условиях домашней мастерской без специальных станков и приспособлений можно выполнить, пожалуй, только так называемый «колхозный» шпоночный паз: это когда в насаженной на вал шестерне или шкиву сверлится электродрелью совместное отверстие с центром на окружности стыковки деталей. Потом в это отверстие вставляется цилиндрическая шпонка. Но такое соединение деталей ненадёжно — ведь недаром его нет ни в одном ГОСТе.
В условиях домашней мастерской без специальных станков и приспособлений можно выполнить, пожалуй, только так называемый «колхозный» шпоночный паз: это когда в насаженной на вал шестерне или шкиву сверлится электродрелью совместное отверстие с центром на окружности стыковки деталей. Потом в это отверстие вставляется цилиндрическая шпонка. Но такое соединение деталей ненадёжно — ведь недаром его нет ни в одном ГОСТе.
Для изготовления же «гостовских» шпоночных пазов в деталях я разработал ручной настольный станок (или, можно сказать, приспособление), которым уже несколько лет и пользуюсь. Думаю, что такой станок может пригодиться, как и мне, домашним умельцам, конструкторам-любителям, в школьной мастерской.
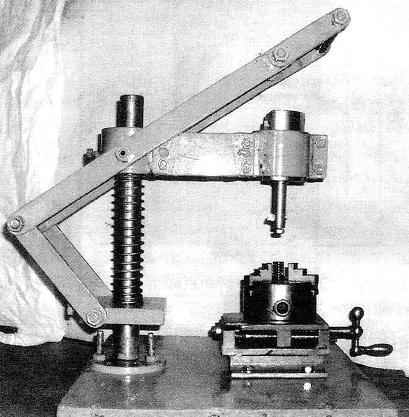
Этот вертикально-строгальный станок-приспособление с ручным приводом по конструкции схож со сверлильным, а по принципу работы — с долбёжным.
Вся конструкция собрана на основании размерами 350x350x20 мм. Оно же (основание) является и рабочим столом на котором располагаются стойка со всеми необходимыми для прорезания паэов узлами и суппорт с трёхкулачковым токарным патроном. Толщина основания у моего станка — 20 мм. Сначала это была древесно-стружечная плита (как на фото), но потом я заменил её на стальную с теми же размерами — станок стал массивнее, но и устойчивее.
Здесь же сделаю пояснение: на чертежах есть и другие отличия от изображения станка на фотографиях. Дело в том, что в ходе эксплуатации выявлялось, что некоторые узлы и детали лучше было бы выполнить немного иначе. И эти усовершенствования отражены в чертежах.
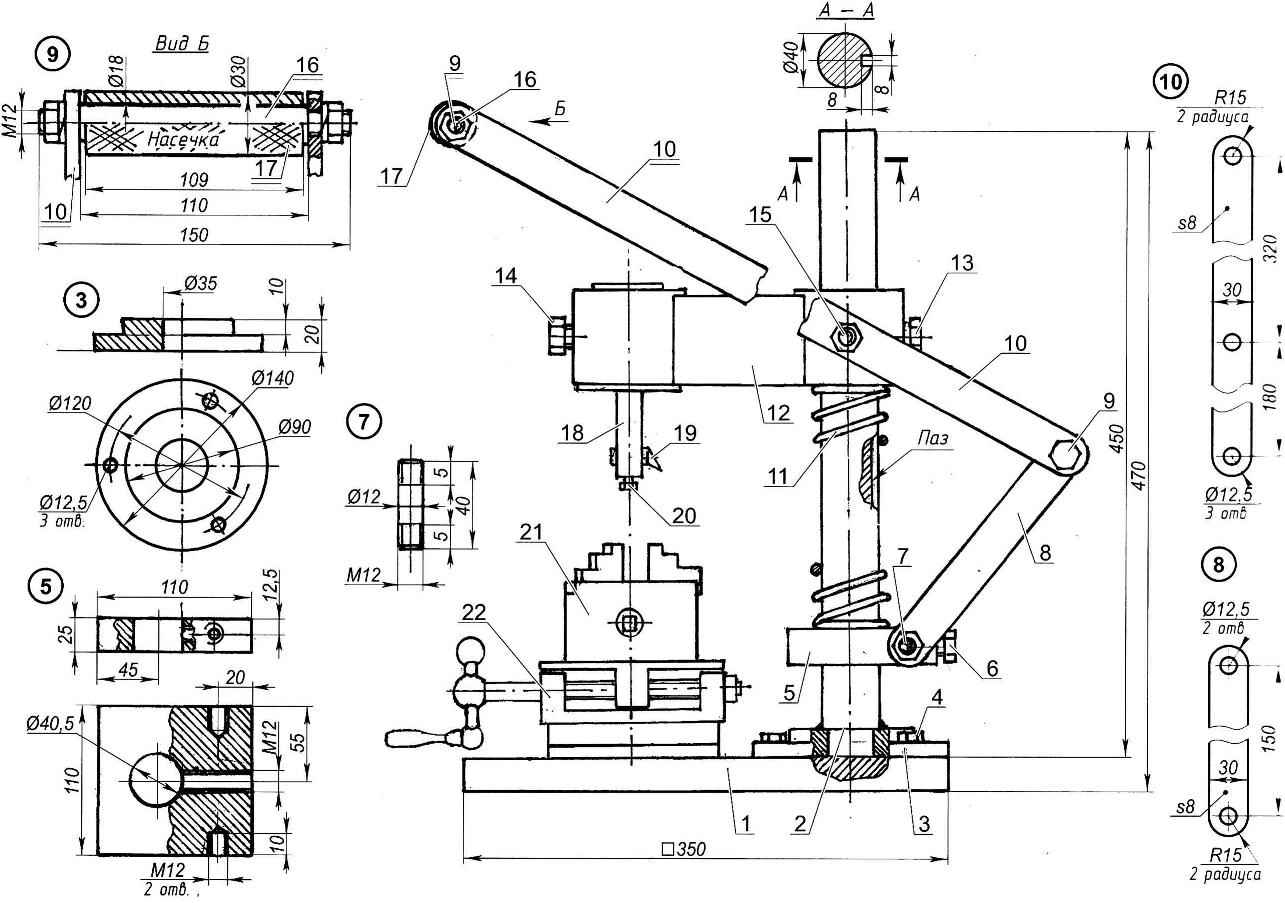
Приспособление (ручной станок) для долбления шпоночных пазов и шлицов:
1—основание (стальная плита s20); 2 — стойка (сталь, круг d40); 3 — опорный фланец (сталь); 4 — крепление фланца к основанию (винт М12, 3 шт.); 5—державка (сталь); 6 — стопор державки (винт М12); 7 — ось тяги рычага (половинка шпильки М12 с гайкой, 2 шт.); 8—тяга рычага (стальная полоса 30×8, 2 шт.); 9 — шарнирное соединение тяги с рычагом (болт М12, 2 шт.); 10 — рычаг (стальная полоса 30×8, 2 шт.); 11—пружина сжатия; 12 — консоль; 13 — ползун (винт М12); 14—фиксатор (винт М12); 15—крепление рычага на оси (ганка М12, 2 шт.); 16 — ось ручки (сталь, круг 18); 17 — ручка (труба d30x18,5); 18 — оправка-резцедержатель (сталь, круг d64); 19 — резец; 20 — стопор (винт М10); 21—трёхкулачковый токарный патрон: 22 — суппорт
Близ одного края основания закреплена посредством фланца стойка — стальной стержень диаметром 40 мм и высотой 450 мм. Вдоль всей стойки прорезан продольный паз, а на одном из юнцов выполнена проточка для стыковки с фланцем. Сейчас мне стало понятно, что было бы неплохо сделать стойку и повыше — до 500 мм — нередко бывает необходимость, когда надо сделать паз в длинных (или высоких) деталях (например, ступицах), вот тогда-то подъёма консоли не хватает. Фланец представляет собой большую ступенчатую шайбу с центральным отверстием под стойку и тремя равномерно расположенными отверстиями диаметром 12,5 мм — для крепления к плите основания. Соответственно расположенные, но только резьбовые отверстия М12 выполнены и в столе-основании. Стойка проточенным концом вставляется в центральное отверстие фланца, и детали соединяются сваркой, а после этого фланец прикручивается к основанию.
На стойку насаживаются по скользящей посадке державка и консоль с пружиной сжатия между ними.
Державка представляет собой прямоугольный параллелепипед с небольшой, относительно размеров в плане, высотой с центральным отверстием под стойку и тремя резьбовыми отверстиями М12 — двумя встречными глухими боковыми и одним сквозным с одного из торцов. Конечно, определения «торец» и «бок» у такого геометрического тела идентичные, но, надеюсь, понятны из чертежа. В торцевое отверстие вворачивается стопорной винт державки, а в боковые — шпильки, служащие осями тяг рычагов.
Консоль — деталь посложнее. Представляет собой два полых цилиндра (стоечный и оправочный), соединённых между собой перемычкой из стальной квадратной трубы размерами 60x60x2,5 с помощью сварки. В теле каждого из цилиндров выполнено по резьбовому отверстию М12: в стоечном — под фиксирующий винт удержания от поворачивания, а в оправочном — под стопорный винт. Кроме того, к стоечному цилиндру в его середине с противоположных сторон приварена пара «полушпилек» М12 (можно использовать и винты с такой же резьбой) — они служат осями для рычагов подачи инструмента.
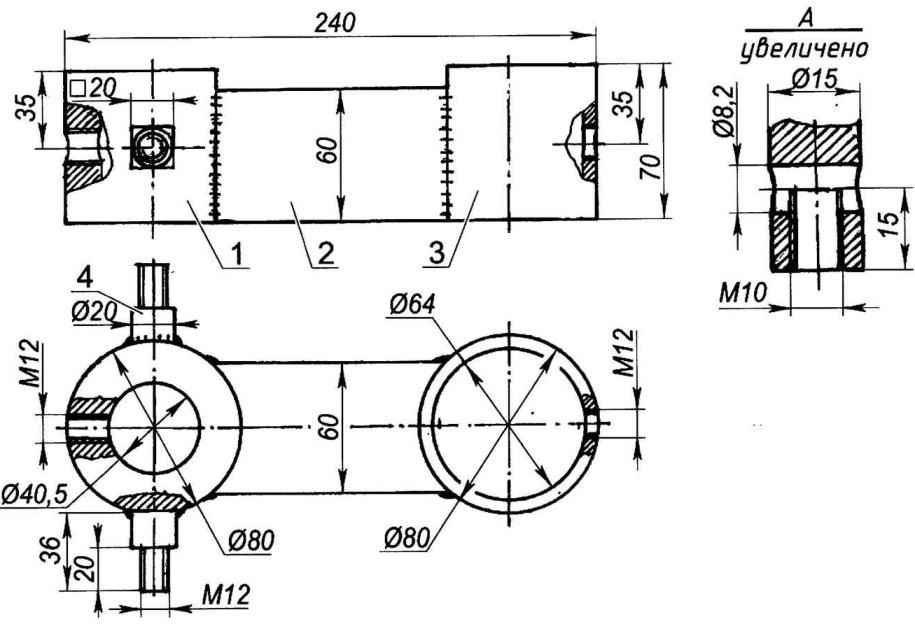
Консоль:
1—стоечный цилиндр (круг d80); 2—перемычка (труба 60х60х2,5); 3—оправочный цилиндр (труба 80×64); 4—ось рычага (шпилька М12, разрезана пополам, 2 шт.)
 Эту операцию надо постараться выполнить как можно точнее, чтобы впоследствии при работе рычаги не перекашивало, отверстия в них не разбивались, а сами оси не изнашивались. Поэтому, прежде чем их приваривать, стоит проделать некоторые технологические операции. Сначала на стоечном цилиндре необходимо сфрезеровать (или сточить напильником) пару диаметрально противоположных лысок размерами 20×20 мм. По центру лысок с каждой стороны просверливаются отверстия диаметром 4 мм. Затем они рассверливаются до диаметра 6 мм с одной установки сверлом необходимой длины. Осевые отверстия такого же диаметра выполняются и в обеих «полушпильках» (винтах). После этого в отверстия цилиндра вставляется прямой отрезок проволоки такого же диаметра. На выступающие концы насаживаются «полушпильки» и сначала прихватываются, а после выверки положения окончательно привариваются к цилиндру. В завершение операции отрезок проволоки выбивается.
Эту операцию надо постараться выполнить как можно точнее, чтобы впоследствии при работе рычаги не перекашивало, отверстия в них не разбивались, а сами оси не изнашивались. Поэтому, прежде чем их приваривать, стоит проделать некоторые технологические операции. Сначала на стоечном цилиндре необходимо сфрезеровать (или сточить напильником) пару диаметрально противоположных лысок размерами 20×20 мм. По центру лысок с каждой стороны просверливаются отверстия диаметром 4 мм. Затем они рассверливаются до диаметра 6 мм с одной установки сверлом необходимой длины. Осевые отверстия такого же диаметра выполняются и в обеих «полушпильках» (винтах). После этого в отверстия цилиндра вставляется прямой отрезок проволоки такого же диаметра. На выступающие концы насаживаются «полушпильки» и сначала прихватываются, а после выверки положения окончательно привариваются к цилиндру. В завершение операции отрезок проволоки выбивается.
Державка на стойке на нужной высоте закрепляется стопорным винтом и служит опорой всего механизма подачи инструмента: консоли с закреплённой в ней оправкой с режущим инструментом и системы рычагов для его продольной подачи. Подъём консоли и удержание её в верхнем положении осуществляются пружиной. От поворачивания же на стойке консоль удерживает фиксирующий винт, конец которого, заточенный под соответствующий профиль, скользит в продольном пазе стойки. Трущиеся поверхности деталей перед работой покрываются тонким слоем (как у огнестрельного оружия) консистентной смазки.
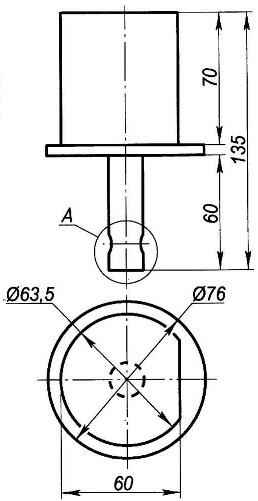
Оправка — деталь, с помощью которой инструмент или его держатель закрепляется в консоли. В моём случае оправка и резцедержатель выполнены из стали 45 как одна деталь в форме ступенчатого цилиндра с диаметральным отверстием под резец близ свободного более тонкого конца. Здесь же в торце просверлено резьбовое отверстие М10 — через него соответствующим винтом резец закрепляется в отверстии резцедержателя. На цилиндре большего диаметра сфрезерована лыска — в неё упирается фиксирующий винт М12, который не позволяет оправке поворачиваться при возникновении крутящего момента от резца. Этот же винт удерживает оправку от выпадания из цилиндра консоли. А вот его усилия от выдавливания оправки из цилиндра при рабочем ходе может и не хватить: для этого на оправке оставлен буртик.
Рычаги и тяги изготовлены из стальной полосы сечением 30×8 мм. Рычаги надеты на оси оправочного цилиндра консоли, а тяги — на оси державки. И те и другие между собой скреплены болтами-осями шарнирно.
Между верхними (свободными) концами рычагов вставлена и закреплена ось ручки — цилиндрический стержень диаметром 18 мм с резьбой М12 на концевых проточках. Сама ручка, выполненная в виде втулки диаметром 30×18 мм, свободно надета на смазанную ось. По поверхности втулки предварительно произведена накатка.
Особый рассказ о суппорте станка. Внешне он похож на машинные тиски. А закрепляются заготовки для обработки в смонтированном на верхней подвижной площадке суппорта трёхкулачковом патроне от токарного металлорежущего станка. С помощью суппорта осуществляется подача заготовки относительно режущего инструмента на глубину резания. Забегая вперёд, отмечу, что глубина резания за один проход совсем небольшая — всего 0,2 — 0,3 мм.
Суппорт состоит из сварного корпуса и подвижного стола. Хотя свариваемых элементов корпуса и несколько (5 штук), однако они совсем простые — почти все (кроме стоек) — в форме прямоугольных параллелепипедов. Стойки выполнены из равнополочного стального прокатного уголка 40×40 с наполовину срезанной вертикальной полкой. Кстати, траверсы корпуса и поперечина подвижного стола — это державки (тела) от сломанных токарных отрезных резцов. У кого имеется в наличии фрезерный станок, тот легко изготовит корпус и площадку как одну деталь из массивной заготовки.
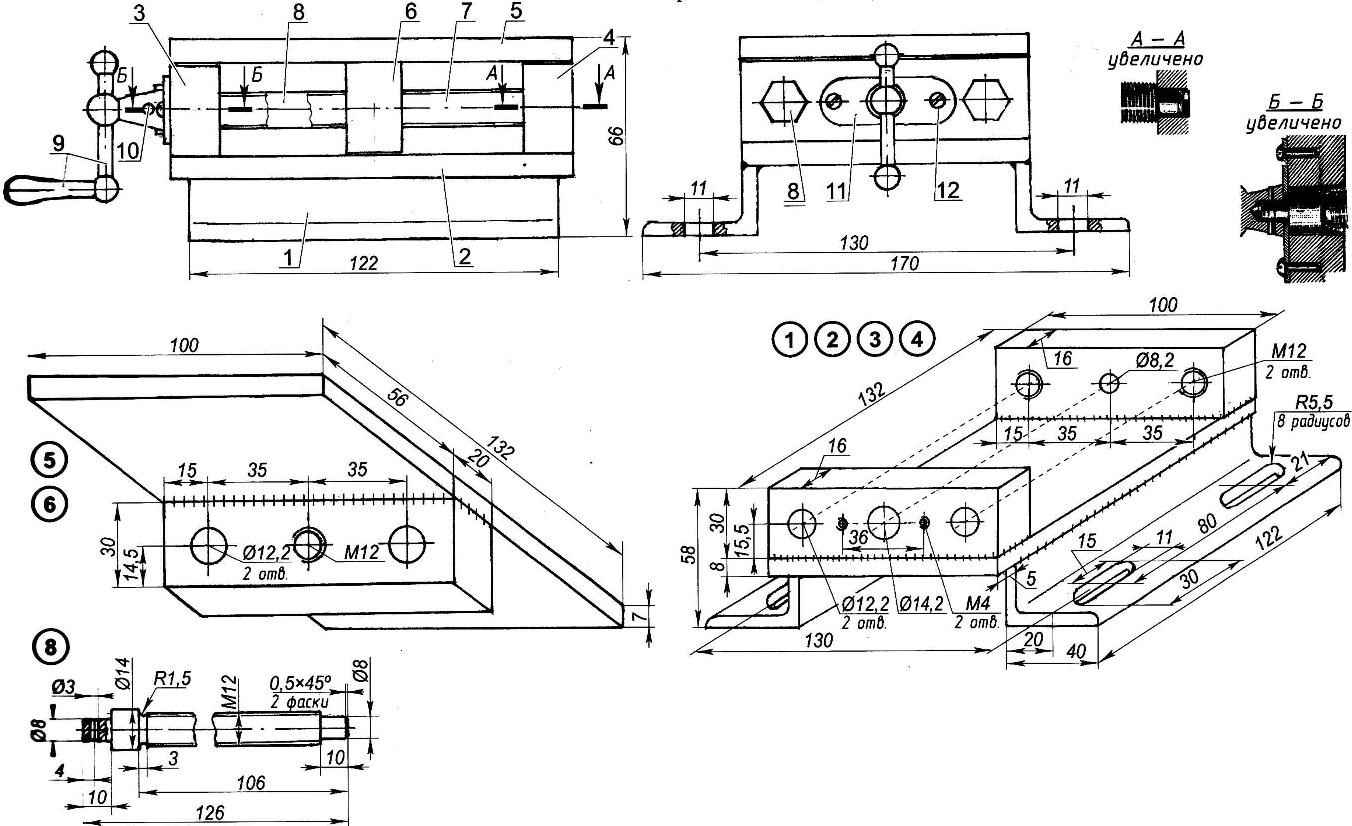
Суппорт:
1 —стойка корпуса (уголок 40×40 с обрезанной вертикальной полкой, 2 шт.); 2—площадка корпуса (сталь, лист s7); 3—передняя траверса (державка резца); 4—задняя траверса (державка резца); 5—подвижный стол (сталь, лист в7); 6—поперечина подвижного стола (державка резца); 7—ходовой винт М12; 8—стяжка левая, правая условно не показана (винтМ12,2 шт.); 9—маховик с ручкой; 10—шплинт d3; 11 —накладка (стальной лист sЗ); 12—крепление накладки к корпусу (винт М4, 2 шт.)
Предварительная подводка заготовок к режущему инструменту может быть осуществлена «вручную», путём ослабления винтов, крепящих его корпус К столу-основанию, и перемещения всего суппорта в пазах (продолговатых отверстиях).
Перемещение площадки осуществляется от рукоятки-маховика ходовым винтом с обычной резьбой М12. Матричной гайки, как таковой, в механизме нет Соответствующее резьбовое отверстие, вместе с парой направляющих отверстий, выполнено в поперечине под площадкой. Сами направляющие — пара стандартных длинных винтов М12. Надо сказать, что стол суппорта можно передвигать на расстояние до 60 мм, хотя для нарезания пазов и шлицов, как правило, больше 10 мм и не требуется.
Как было отмечено ранее, глубина резания (подача) при работе на станке небольшая. Для ускорения изготовления «гостовских» шпоночных пазов можно воспользоваться приведённой в начале статьи технологией сверления полукруглых «колхозных» пазов, а затем с помощью долбёжного станка доработать их до прямоугольного сечения.
Источник



