
- Самостоятельное изготовление шкива
- Общие рекомендации
- Шкив из фанеры в домашних условиях
- Делаем алюминиевую деталь
- Как сделать шкив на электродвигатель без токарного станка
- Основные этапы работ
- Шкивы для электродвигателей своими руками. Как сделать самодельный шкив
- Изготовление шкивов без токарного станка или делаем шкивы на коленке
- Как изготовить фанерный шкив в домашних условиях
- Изготовление изделия дома
- Содержание детали в надлежащем виде
- Делаем алюминиевую деталь
Самостоятельное изготовление шкива
Шкив является одной из наиболее важных запчастей и для сверлильного, и для токарного станка. Он представляет собой деталь, предназначение которой заключается в регулировке скорости и мощности работы двигателя. Конечно, заводские шкивы обладают высокой степенью надежности и спроектированы под свой станок, к которому идеально подходят.
Но со временем шкив, как и множество других деталей, выходит из строя и требует замены. В этой статье мы расскажем, как сделать шкив своими руками. Качественно сделанная вручную деталь может и не уступать по надежности заводским аналогам.
Общие рекомендации
Существует несколько взглядов на изготовление шкивов для станков в домашних условиях. Большинство споров ведется на тему материала, из которого следует изготавливать эту деталь. Специалисты утверждают, что выполнять шкив из дерева – плохая затея. Дело в том, что во время эксплуатации станка на шкив припадает довольно серьезная термическая и физическая нагрузка. Деревянная деталь в таких условиях проработает не слишком долго.

Шкив из фанеры в домашних условиях
Шкив для любого станка можно выполнить без привлечения токаря. Для этого рекомендуем взять фанерный лист с толщиной около 10 миллиметров и придерживаться следующих инструкций:
- Размечаем поверхность фанеры в соответствии с планируемыми габаритами нашей детали. Стоит отметить, что эти параметры необходимо учитывать и при выборе листа фанеры.
- Нарезаем круги из нашего материала. Для этого рекомендуем использовать лобзик. В ходе работ особое внимание обратите на качество разрезов и целостность заготовок.
- Учитывая толщину нашей фанеры (1 см) вырезаем из нее 6 кругов.
- Берем три вырезанных круга и с помощью дрели высверливаем в их центре отверстия. Их размеры надо сопоставлять с диаметром вала двигателя нашего станка. Сверлить дырки следует таким образом, чтобы их диаметр был меньше его диаметра на 1-2 миллиметра.
- Соединяем три круга с отверстиями при помощи клея и саморезов, которые сверлим по краям заготовок.
- Отверстие созданной нами детали расширяем при помощи круглого напильника до такой степени, чтобы заготовка плотно садилась на вал двигателя.
- Три фанерных круга без отверстий тоже ставим на клей и соединяем при помощи саморезов. После того как эти круги будут надежно закреплены между собой, мы посредством более длинных шурупов крепим их к основному валу.
- Шесть скрепленных фанерных кругов необходимо обточить. Лучше всего это делать с помощью стамески или напильника. Выполняя эту работу необходимо помнить, что качество обточки напрямую будет влиять на функционирование самодельного шкива.
Стоит отметить, что таким же образом можно делать не только приводной шкив, но фланец для наждачной бумаги и другие типы насадок. Кроме того, в ходе самостоятельного изготовления шкива необходимо учитывать и тип ременной передачи, который будет использоваться на станке. Если передача будет зубчатой, то и шкив следует сделать зубчатым. Формирование такой детали будет занимать намного больше времени, ведь на заготовке придется еще делать и зубья.
Видео: как сделать шкив?
Делаем алюминиевую деталь
Сделать металлический шкив сложнее, чем его фанерный аналог, но и надежность такой детали будет значительно выше. Предоставляем детальную пошаговую инструкцию по изготовлению алюминиевого шкива. Для производства этой детали нам понадобится кусок алюминия и приспособление для его переплавки.
- Заготавливаем форму из пенополистирола. Перед тем как это сделать, определитесь с необходимыми размерами для вашего шкива.
- Вставляем форму в песок таким образом, чтобы верхний ее кусок не был им накрыть.
- Выплавляем алюминий. Лучше всего это делать в специальной плавильной печке.
- Расплавленный алюминий выливаем в форму.
- Монтируем планшайбу и выплавленную деталь. Для этого в заготовке необходимо просверлить отверстия и скрепить элементы посредством саморезов.
- Обтачиваем нашу деталь. Это можно сделать с помощью болгарки.
- Делаем в нашем шкиве отверстие дрелью.
Необходимо отметить, что изготовление металлического шкива требует определенных навыков и ресурсов. Для его самостоятельного производства придется потратить намного больше времени и энергии, но такие затраты окупятся длительным сроком эксплуатации такой детали. Перед выплавкой необходимо также убедиться в том, что ваш алюминий обладает достаточной прочностью и пригоден для приготовленной ему функции.
Источник
Как сделать шкив на электродвигатель без токарного станка

В данном обзоре автор поделится с нами способом, как сделать шкив на электродвигатель без токарного станка.
Сам шкив будем делать из фанеры. Отрезаем несколько кусочков фанеры нужного размера, после чего склеиваем их вместе.


Советуем также прочитать статью-обзор: как изготовить самодельный кондуктор для сверления отверстий под деревянные шканты.
В склеенной заготовке нужно просверлить отверстие по центру. Потом вырезаем круг диаметром 60 мм (в вашем случае диаметр заготовки может быть больше).


Основные этапы работ
На следующем этапе для фиксации шкива на валу электродвигателя, чтобы он не прокручивался, необходимо будет сделать хитрую шпонку из металлической шайбы.

Отверстие в шайбе нужно увеличить до диаметра вала (в данном случае — это 12 мм), а также надо вырезать небольшой выступ, который будет входить в паз для шпонки на валу двигателя.

Эту операцию мастер делает с помощью напильника. Затем в шайбе необходимо просверлить два крепежных отверстия.
На вал двигателя надеваем обычную шайбу, потом запрессовываем шкив и надеваем шайбу с выступом, которую мы сделали ранее. Крепим ее к шкиву с помощью двух саморезов.

Дополнительной металлической шайбой фиксируем шкив. Обтачиваем шкив и по центру с помощью канавки делаем канавку под ремень.


Подробно о том, как сделать шкив на электродвигатель без токарного станка, смотрите на видео ниже. Идеей поделился автор YouTube канала GOOD_WOOD.
Источник
Шкивы для электродвигателей своими руками. Как сделать самодельный шкив
Изготовление шкивов без токарного станка или делаем шкивы на коленке
Стандарты устанавливают 3 типа конструкций:
- монолитные (до 100 мм);
- дисковые (от 80 до 400 мм);
- со спицами (от 180 до 1000 мм).
Посадочные отверстия бывают конической и цилиндрической формы. Стандартное количество канавок не превышает 8. Для того чтобы снизить изнашивание резиновых ремней, рабочая поверхность канавок шлифуется.
Основным материалом, который используется для изготовления, является алюминий или дюраль. Они считаются наиболее оптимальными, так как имеют хороший уровень прочности и меньше всего подвергают ремень износу. Можно встретить в продаже шкивы из текстолита, пластмассы, фанеры.
Как изготовить фанерный шкив в домашних условиях
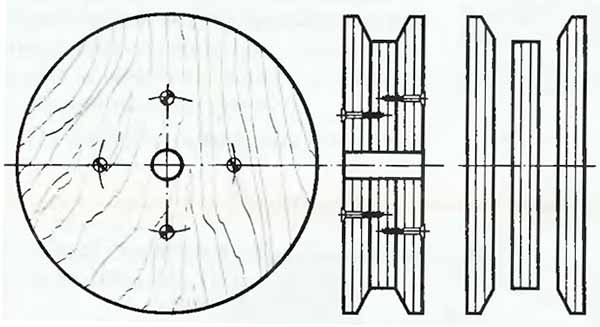
Эта конструкция –наиболее простая в изготовлении. Она состоит из следующих деталей:
- тело шкива;
- щеки шкива;
- крепеж-саморезы по дереву.
Количество деталей зависит от ширины приводного ремня. Если она больше, чем толщина фанерного листа, тело приводного колеса придется изготовить из нескольких фанерных кругов.
Диаметр заготовки щек должен быть больше диаметра тела на высоту ремня.
Последовательность изготовления фанерных шкивов следующая:
- разметить заготовки;
- выпилить их из фанеры лобзиком, просверлить центральное отверстие;
- если тело состоит из двух или более кругов, скрепить их столярным клеем или ПВА, следя за совпадением осевых отверстий;
- стянуть круги саморезами;
- обработать боковую поверхность диска наждачной бумагой, напильником или шлифмашиной до получения гладкой ровной поверхности;
- снять фаски с внутренней поверхности щек, их уклон должен равняться уклону поперечного сечения ремня;
- закрепить щеки на теле с помощью клея и саморезов, следя за тем, чтобы не попасть в уже закрученные;
- аккуратно рассверлить центральное отверстие.
При выполнении последней операции нужно сделать диаметр отверстия на полмиллиметра меньше, чем диаметр вала. Это позволит насадить детальна ось в натяг. Шкив из дерева готов.
Места для саморезов следует разметить заранее. Они должны находиться на одной окружности, а также на равных угловых расстояниях друг от друга. Если саморезов четыре- угол должен быть 90°, если 5 — 72°, если шесть — 60°. Тогда радиальную вибрацию удастся свести к минимуму.
Изготовление изделия дома
Есть несколько способов, как сделать шкив своими руками, и мы расскажем вам некоторые из них.
Самый простой способ изготовления в домашних условиях — с помощью токарного станка. Необходимо подобрать подходящую заготовку и просто по размерам выточить деталь.
Для второго способа изготовления вам потребуется фанера толщиной не менее 20 мм, ручные фрезер и лобзик, дрель.
Для начала необходимо изготовить из фанеры диск нужного диаметра. С помощью циркуля рисуем круг и делаем отверстие в центре него. Далее с помощью лобзика выпиливаем диск с запасом 2-3 мм от черты.
Для того чтобы диск имел безупречную круглую форму, мы зажимаем его в дрели через центральное отверстие с помощью болта и гайки и шлифуем на наждачной бумаге, обрабатывая все неровности.
Следующим этапом будет формирование посадочного места для ремня. Для этого используем ручной фрезер. Закрепляем диск на верстаке с помощью саморезов и, подобрав подходящую фрезу, выбираем канавку для ремня. Итак, шкив готов. Вам необходимо будет измерить посадочный диаметр шкива на оси двигателя и просверлить необходимое отверстие.
Самодельный шкив крепится на ось двигателя с помощью фланца.
Если вы не имеете под рукой токарного станка, эту деталь можно заказать у знакомого токаря, но шкив ведомый для мотоблока имеет внушительные размеры, и чаще всего заготовку такого диаметра для вытачивания найти очень сложно. Поэтому мы рекомендуем изготовить его своими руками, а фланец заказать.
Оборудование / Проект — ТОКАРКА / Шкивы: теория, онлайн калькулятор, практика. / Точим шкив для поликлиновидного ремня
После того как мы определились с типом ремня и рассчитали конфигурацию обоих шкивов, принимаемся за разработку чертежей.

В качестве заготовок мы будем использовать болванки собственного изготовления. Подробнее об этом можно ознакомиться в разделе Литейка. Две заготовки были специально отлиты для этой задачи. В качестве сырья использовался сорный алюминий и всё хоть немного было похоже на него. В связи с этим в материале присутствуют изъяны, но они никаким образом не повлияют на последующее функционирование станка. Итак, приступим к работе.
Начинаем обработку первой заготовки. Она отливалась в жестяную банку из-под автоэмали. Размеры оказались критическими, и мы её чудом зафиксировали за самые кончики обратных кулачков. Для начала нам нужно проточить заготовку так, чтобы её можно было безопасно установить в токарный патрон. Выставляем скорость вращения шпинделя равной пятьсот оборотов в минуту и включаем станок. Потихоньку торцуем и выводим диаметр заготовки до уверенного зажима кулачками токарного патрона.
Как показала практика, такую процедуру выполнить вполне реально, но не безопасно.
Теперь можно смело отрабатывать заготовку используя большие скорости и подачи. По ходу снятия металла в центре заготовки были обнаружены поры. К ним мы были готовы. Они являются следствием того, что при отливке заготовки применялось всё, хоть как-то отдалённо напоминало металл из семейства алюминиевых.
Получилось так, что сердцевина заготовки с большим количеством пор, следовательно, есть вероятность, что посадочное место под вал может со временем разбить. Чтобы исключить эту вероятность мы в центр шкива при помощи гидравлического пресса установим стальной цилиндр диаметром 30 миллиметров. В качестве материала для центральных вставок мы используем ролики от тормозного механизма ЗИЛа 130. Этот момент обозначен на проектном эскизе выше.
Приступаем к обработке роликов. Данные детали достаточно специфичны они состоят они двух элементов, большого закаленного кольца и вала. Так как на деталях присутствует ржавчина и окалина, то перед обработкой сперва проточим базу с одной из сторон. Это необходимо для хорошей фиксации ролика в патроне, так как в дальнейшем планируем обрабатывать больной закаленный цилиндр.
С одной из сторон валы проточены, а с другой срезаны.
Далее протачиваем внешний диаметр и торец.
Теперь также, как и с противоположной стороны срезаем малые валы. После протачиваем торец.
Весь материал для изготовления шкивов подготовлен.
Устанавливаем первую заготовку в токарный станок и начинаем растачивать центр.
Отверстие под посадку цилиндра готово. Следующей операцией мы запрессуем металлический цилиндр в заготовку.
После запрессовки, заготовку снова устанавливаем в токарный патрон и начинаем растачивать отверстие для вала электродвигателя. С этого момента все токарные работы, которые могут повлиять на соосность и биение шкива необходимо выполнить за одну установку.
То есть проточить ручьи для шкивов и расточить отверстие под вал нужно без демонтажа заготовки из токарного патрона. В противоположном случае осевого биения шкива не избежать. Сперва, высверлим отверстие.
Чистовую обработку выполним расточным резцом.
Отверстие под посадку вала электродвигателя готово.
Теперь создаём форму шкива.
Канавки или как их ещё называют ручьи будем протачивать при помощи резьбового резца LW1215R-06. Для этой операции он подходит как нельзя лучше.
Первая половина шкива готова. По аналогии с ней протачиваем ручьи второй половины шкива.
Только после того как полностью проточены обе части шкива и расточено отверстие под вал, можно демонтировать заготовку из токарного патрона. Далее её аккуратно зажимаем за малый шкив и обрабатываем обратную сторону.
Вот уже вырисовываются очертания полноценного шкива.
Шкив полностью готов.
Единственно, выявилась одна неприятность, отверстие проточено под вал электродвигателя, а внешние диаметры шкивов для передней бабки. Придётся повторить тоже самое только соблюдая соответствия диаметра шкива и посадочного отверстия.
Выточили полтора шкива, а стружки уже целая гора.
Обе ступени шкива полностью готовы. Приступаем к операции отрезания.
Также как и в предыдущем случае, с обратной стороны доводим шкив до совершенства.
Сделан первый правильный шкив.
К этому времени мы рассчитали и приобрели нужный приводной ремень. Об этом напишем в следующей статье. А пока приготовим очередную заготовку для второго шкива.
Проделываем аналогичные операции описанные выше. Хочу обратить внимание на заготовку. Она отливалась для изготовления проставки к гидравлическому прессу. При её отливке в основном использовался алюминиевый профиль и ему подобные детали. В том числе там был и силумин. В связи с чем проявился интересный эффект. Я его назвал «Звёздное небо». Он заключается, в рассредоточении относительно мелких пор по всему объёму заготовки. Этот эффект также, никоем образом, не будет влиять на работу механизма.
Профиль второго шкива изготовлен, теперь можно отрезать.
Завершены работы и по второму шкиву.
Из-за конфигурации резца LW1215R-06, ручьи под ремень на этом шкиве пришлось выполнять при помощи другого резьбового резца с державкой 8×8 миллиметров. Вылет от края резцедержателя, до режущего кончика был двадцать миллиметров, в связи с этим, в ручьях можно наблюдать некую ребристость. Она является следствием недостаточной жёсткости маленьких резцов.
По завершении изготовления второго шкива, был собран и электродвигатель.
Подробнее про сборку силового агрегата читайте в статье: Новый электродвигатель станка СТД 120 — переборка, покраска.
Дополнительная информация по шкивам:
Мы начали первые экспиременты и уже подготовили первую часть материала: Тест ремённого привода. Поликлиновидный ремень. Так же выпустили обучающий короткометражный видеофильм.
Расчёт диаметров шкивов ремённой передачи для поликлиновидного ремня. Онлайн калькулятор.
Расчёт диаметров шкивов ремённой передачи с использованием клиновидного ремня. Онлайн калькулятор.
Расчёт диаметров шкивов ремённой передачи с применение плоского ведомого шкива. Онлайн калькулятор.
Расчёт длинны приводного поликлиновидного ремня. Онлайн калькулятор.
Расчёт длинны приводного клиновидного ремня. Онлайн калькулятор.
Расчёт и подбор натяжного ролика для поликлиновидного ремня
Расчёт и подбор натяжного ролика для клиновидного ремня
Точим шкив для поликлиновидного ремня
Тест ремённого привода. Поликлиновидный ремень. Первая передача.
Онлайн калькуляторы на все случаи жизни, рекомендуем ознакомиться:
Расчёт количества масла для бензина,
Расчёт масла для топливной смеси — ёмкость без маркировки объёма,
Расчёт шунтирующего сопротивления амперметра,
Онлайн калькулятор — закон Ома (ток, напряжение, сопротивление) + Мощность,
Расчет трансформатора с тороидальным магнитопроводом,
Расчет трансформатора с броневым магнитопроводом.
Содержание детали в надлежащем виде
Для долгосрочной службы шкивов на мотоблоке необходимо выполнять некоторые простые правила:
- своевременно проверять прочность крепления посадочного места на оси двигателя для предотвращения разбалтывания детали и выхода ее из строя;
- не забывать проверять защитные кожухи, которые защищают деталь от попадания грязи и крупных предметов;
- выполнять проверку натяжения ремня во избежание пробуксовки;
- визуально осматривать данный узел на предмет выявления сколов, трещин и т. п.;
- соблюдать необходимую технику безопасности.
Самодельное изделие прослужит вам очень долго, не нуждаясь в ремонте. По мере окончания срока эксплуатации можно изготовить деталь повторно.
Делаем алюминиевую деталь
Сделать металлический шкив сложнее, чем его фанерный аналог, но и надежность такой детали будет значительно выше. Предоставляем детальную пошаговую инструкцию по изготовлению алюминиевого шкива. Для производства этой детали нам понадобится кусок алюминия и приспособление для его переплавки.
- Заготавливаем форму из пенополистирола. Перед тем как это сделать, определитесь с необходимыми размерами для вашего шкива.
- Вставляем форму в песок таким образом, чтобы верхний ее кусок не был им накрыть.
- Выплавляем алюминий. Лучше всего это делать в специальной плавильной печке.
- Расплавленный алюминий выливаем в форму.
- Монтируем планшайбу и выплавленную деталь. Для этого в заготовке необходимо просверлить отверстия и скрепить элементы посредством саморезов.
- Обтачиваем нашу деталь. Это можно сделать с помощью болгарки.
- Делаем в нашем шкиве отверстие дрелью.
Необходимо отметить, что изготовление металлического шкива требует определенных навыков и ресурсов. Для его самостоятельного производства придется потратить намного больше времени и энергии, но такие затраты окупятся длительным сроком эксплуатации такой детали. Перед выплавкой необходимо также убедиться в том, что ваш алюминий обладает достаточной прочностью и пригоден для приготовленной ему функции.
Делая какое либо самодельное устройство на ременной передаче, часто сталкиваешься с проблемой недостающего шкива нужного диаметра. Поиск его на рынке или по знакомым, занимает уйму времени, и еще не факт, что он будет – найден. Да и знакомый токарь есть не у всех. Я же, в большинстве случаев – эту проблему решаю самостоятельно.
Источник



